Sustitución automática de estampas formadoras en la fabricación de productos de vidrio hueco.
Procedimiento de fabricación de un producto de vidrio hueco (30) mediante una máquina I.
S. (20) y un robot (1)móvil a lo largo del lado de las estampas formadoras (10) de ésta, caracterizado porque el robot (1) es adecuadopara sustituir una o varias estampas formadoras, sección tras sección, lleva un electroimán (4), y porque lasustitución de una estampa formadora comprende
- el cierre de las dos semi-carcasas de la estampa formadora ejerciendo una presión,
- la entrada en acción del electromán (4),
- el relajamiento de la presión,
- después la liberación de la estampa formadora
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2009/052151.
Solicitante: SAINT-GOBAIN EMBALLAGE.
Nacionalidad solicitante: Francia.
Dirección: 18, AVENUE D'ALSACE 92400 COURBEVOIE FRANCIA.
Inventor/es: GHIONE,SAMUELE, ZANELLA,EVELINO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B40/027 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 40/00 Prevención de la adherencia entre vidrio y vidrio o entre el vidrio y los medios utilizados para formarlo. › Aparatos para aplicar lubricantes a los moldes o a las herramientas de formación del vidrio.
- C03B9/16 C03B […] › C03B 9/00 Soplado del vidrio; Producción de artículos de vidrio hueco soplados. › en máquinas con moldes invertibles.
- C03B9/193 C03B 9/00 […] › en máquinas del tipo "prensado-soplado".
- C03B9/41 C03B 9/00 […] › Sistemas eléctricos o electrónicos.
PDF original: ES-2413579_T3.pdf
Fragmento de la descripción:
Sustitución automática de estampas formadoras en la fabricación de productos de vidrio hueco.
La presente invención se refiere a la fabricación de productos de vidrio hueco, tales como botellas, frascos o botes.
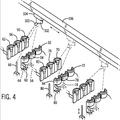
Esta fabricación utiliza máquinas I.S. (Sección Individual) en las que cada sección se destina a tratar una masa de vidrio pastosa, o varias simultáneamente, siendo recibida y tratada cada masa de vidrio pastosa en una estampa formadora, después en un molde de acabado especializados.
La estampa formadora está constituida por dos semi-moldes que definen un plano de unión vertical.
Los dos semi-moldes se vuelven a cerrar sobre un molde de anillo situado en el extremo inferior de la estampa formadora.
La estampa formadora comprende también un punzón cuyo perfil determina el interior del anillo.
La carga de la masa de vidrio pastosa en la estampa formadora se realiza por gravedad, por su extremo superior abierto y coronado por un embudo.
En el procedimiento de prensado-soplado, esa carga se realiza en posición de espera del punzón. A continuación se cierra el extremo superior de la estampa formadora por el fondo, después el punzón realiza un movimiento que parte de la estampa formadora hacia arriba, arrastrando con él la masa de vidrio pastosa. Después de llenar el fondo del molde (parte superior) , el vidrio atraviesa los canales de prensado para formar el anillo.
En el procedimiento de soplado-soplado, la carga de la masa de vidrio pastosa se realiza en posición alta del punzón, no obstante relativamente corto. El extremo superior de la estampa formadora está conectado a un medio para la compresión del fondo de la masa de vidrio pastosa, que tiene el efecto de formar el anillo. Después este extremo superior se cierra por el fondo de la estampa formadora, el punzón se baja y la perforación de la pieza en bruto se realiza por soplado.
El fondo de la estampa formadora, y los dos semi-moldes de la estampa formadora están abiertos, y la pieza en bruto mantenida por el molde de anillo se transfiere al molde de acabado por retorno según un eje horizontal.
La conformación de la pieza bruta en producto acabado se realiza en tres fases:
-alargamiento de la pieza en bruto por su propio peso;
-inflado de la pieza en bruto alargada;
-extracción de la botella.
Una fuente importante de defectos de aspecto en la superficie del producto acabado proviene del contacto relativamente violento de la masa de vidrio pastosa con la superficie de la cavidad de la estampa formadora durante la carga. Para suprimir esos defectos es necesario preocuparse de la calidad de la superficie de la cavidad así como del deslizamiento de la masa de vidrio pastosa sobre la superficie de la cavidad, mediante lubricaciones periódicas de ésta.
En ciertos casos es posible mejorar la calidad de la superficie de la cavidad por abrasión o similar. Sin embargo, cuando esta calidad se deteriora demasiado, es necesaria la sustitución de la estampa formadora.
Normalmente esta sustitución se realiza por un operador. Necesita, por supuesto, la parada de la sección correspondiente durante un tiempo suficiente.
Las estampas formadoras son pesadas y relativamente inaccesibles, de modo que el operador debe llevarlas en una posición de su columna vertebral inclinada hacia delante, lo que puede causar tensiones, dolores o lesiones.
Además, el operador trabaja en un entorno ruidoso y a temperatura elevada.
El documento EP 2 901 551 describe una máquina IS para la fabricación de objetos de vidrio que comprende un robot para la lubricación de los moldes con uno o varios tubos de pulverización.
El documento EP 1 006 420 describe una máquina IS que comprende secciones independientes adecuadas para ser sustituidas manualmente.
Los inventores se han fijado el objetivo de diseñar un nuevo procedimiento en el que la sustitución de una estampa formadora se realiza en un tiempo mínimo y sin ocasionar al operador los problemas mencionados anteriormente.
Este objetivo se alcanza por la invención, que tiene como finalidad un procedimiento de fabricación de un producto de vidrio hueco mediante una máquina I.S. y un robot móvil a lo largo del lado de las estampas formadoras de ésta, caracterizado porque el robot es adecuado para sustituir una o varias estampas formadoras, sección tras sección, lleva un electroimán, y porque la sustitución de una estampa formadora comprende
- el cierre de las dos semi-carcasas de la estampa formadora ejerciendo una presión, -la entrada en acción del electroimán, -el relajamiento de la presión, -después la liberación de la estampa formadora.
El robot está particularmente adaptado para la sustitución de todas las estampas formadoras comprendidas en una sección.
Con este fin el robot lleva preferiblemente un electroimán, o tantos electroimanes como estampas formadoras comprende una sección de la máquina I.S. Así, preferiblemente un electroimán está destinado a la sustitución de una estampa formadora, aunque la invención no excluye que varias estampas formadoras puedan ser sustituidas simultáneamente por un solo electroimán, a condición de que éste tenga una forma y características adaptadas a esta función. En otra realización conveniente, el robot no lleva más que un solo electroimán adaptado para la sustitución de una sola estampa formadora, pero permite la sustitución de varios moldes sucesivamente.
Preferiblemente, el robot es adecuado para llevar varios utensilios de funciones diferentes, simultáneamente y/o alternativamente. Uno o varios de estos utensilios pueden ser amovibles.
Por tanto, de acuerdo con las características preferidas del procedimiento de la invención:
-el robot es adecuado para realizar la lubricación de una o varias estampas formadoras, sección tras sección, en particular por pulverización;
-el robot es adecuado para medir temperaturas de una o varias estampas formadoras, sección tras sección, en particular por el hecho de que lleva un pirómetro óptico, un anteojo infrarrojo, o equivalente (se controla el nivel de temperaturas de las estampas formadoras, y la igualdad de temperaturas de las dos semi-carcasas que las constituyen) ;
-el robot es adecuado para limpiar la cavidad de una o varias estampas formadoras, sección tras sección; con este fin lleva por ejemplo un utensilio abrasivo tal como un cepillo, accionado en rotación;
-el robot es adecuado para tomar imágenes de una o varias estampas formadoras y moldes de acabado, sección tras sección, y por tanto lleva en particular una cámara asociada a al menos un programa informático de procesamiento de imágenes o de reconocimiento.
Por otra parte, la invención tiene por objetivo una máquina I.S. para la implementación de un procedimiento de fabricación de productos de vidrio hueco descrito anteriormente, que comprende un robot móvil a lo largo del lado de las estampas formadoras, caracterizada porque
-el robot es adecuado para llevar varios utensilios de funciones diferentes, simultáneamente y/o
alternativamente y -el robot es adecuado para sustituir una o varias estampas formadoras, sección tras sección, -el robot lleva un electroimán destinado a la sustitución de una o varias estampas formadoras.
Estos utensilios se eligen preferiblemente entre un tubo de lubricación por pulverización, y/o un pirómetro óptico, un anteojo infrarrojo o equivalente y/o un utensilio abrasivo rotativo y/o una cámara o equivalente.
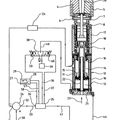
La invención se ilustra ahora por el ejemplo siguiente, refiriéndose a la Figura 1 como anexa que es una representación esquemática general del dispositivo de sustitución de estampa formadora según la invención, conectado a interfaces útiles para su funcionamiento.
Ejemplo Haciendo referencia a la Figura 1, un robot 1 de seis ejes de desplazamiento lleva un electroimán 4 para la sustitución de una sola estampa formadora, de varias sucesivamente. El robot 1 está dispuesto en el lado de las estampas formadoras 10 de una máquina I.S. 20. Se producen botellas 30 en el lado de los moldes de acabado 40 de la máquina I.S. 20.
Una central 50 conecta el robot 1 a la máquina I.S. 20, que permite controlar las secuencias de actividad del robot 1 y adaptar uno o varios ciclos de funcionamiento de la sección sobre la que el robot 1 se encuentra en intervención. La central 50 recibe, de otra parte de la máquina I.S. 20, informaciones tales como indicación de defectos de botellas 30, susceptibles de iniciar la intervención del robot 1 sobre la sección correspondiente.
La central 50 recibe también informaciones... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación de un producto de vidrio hueco (30) mediante una máquina I.S. (20) y un robot (1) móvil a lo largo del lado de las estampas formadoras (10) de ésta, caracterizado porque el robot (1) es adecuado para sustituir una o varias estampas formadoras, sección tras sección, lleva un electroimán (4) , y porque la sustitución de una estampa formadora comprende
- el cierre de las dos semi-carcasas de la estampa formadora ejerciendo una presión,
-la entrada en acción del electromán (4) ,
-el relajamiento de la presión,
-después la liberación de la estampa formadora.
2. Procedimiento según la reivindicación 1, caracterizado porque el robot (1) es adecuado para llevar varios utensilios de funciones diferentes, simultáneamente y/o alternativamente.
3. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque el robot (1) es adecuado para realizar la lubricación de una o varias estampas formadoras, sección tras sección, en particular por pulverización.
4. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque el robot (1) es adecuado para medir temperaturas de una o varias estampas formadoras, sección tras sección.
5. Procedimiento según la reivindicación 4, caracterizado porque el robot (1) lleva un pirómetro óptico, un anteojo infrarrojo, o equivalente.
6. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque el robot (1) es adecuado para limpiar la cavidad de una o varias estampas formadoras, sección tras sección.
7. Procedimiento según la reivindicación 6, caracterizado porque el robot (1) lleva un utensilio abrasivo tal como un cepillo, accionado en rotación.
8. Procedimiento según una cualquiera de las reivindicaciones precedentes, caracterizado porque el robot (1) es adecuado para tomar imágenes de una o varias estampas formadoras y moldes de acabado, sección tras sección.
9. Procedimiento según la reivindicación 8, caracterizado porque el robot (1) lleva una cámara asociada a al menos un programa informático de procesado de imágenes o de reconocimiento.
10. Máquina I.S. (20) para la implementación de un procedimiento de fabricación de productos de vidrio hueco (30) según la reivindicación 1, que comprende un robot (1) móvil a lo largo del lado de las estampas formadoras (10) , caracterizada porque
- el robot (1) es adecuado para llevar varios utensilios de funciones diferentes, simultáneamente y/o alternativamente y
-el robot (1) es adecuado para sustituir una o varias estampas formadoras, sección tras sección,
-el robot (1) lleva un electroimán (4) destinado a la sustitución de una o varias estampas formadoras.
11. Máquina I.S. (20) según la reivindicación 10, caracterizada porque dichos utensilios se eligen entre un tubo de lubricación por pulverización, y/o un pirómetro óptico, un anteojo infrarrojo o equivalente y/o un utensilio abrasivo rotativo y/o una cámara o equivalente.
Patentes similares o relacionadas:
Método y sistema de control del tiempo de permanencia para una máquina de conformado de objetos de vidrio, del 13 de Noviembre de 2019, de EMHART GLASS S.A.: Un método para operar un émbolo en un molde de piezas elementales para moldear un parisón a partir de una gota de vidrio, siendo el émbolo accionado […]
 Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Método y sistema de control de temperatura del molde en bucle cerrado, del 25 de Septiembre de 2019, de EMHART GLASS S.A.: Un sistema de control del tiempo del ciclo de enfriamiento del molde en blanco para una máquina I. S. que tiene un ciclo de máquina, que comprende:
[…]
Dispositivo para la fabricación de artículos de vidrio hueco, del 29 de Mayo de 2019, de HEYE INTERNATIONAL GMBH: Dispositivo para la fabricación de artículos de vidrio hueco, concretamente máquinas I.S., con varias estaciones, dispuestas unas junto a […]
Unidad de control de máquina I.S, del 6 de Junio de 2018, de EMHART GLASS S.A.: Una unidad de control configurada para controlar una sección de una máquina I.S., que tiene una estación de pieza bruta que incluye una primera […]
 Sistema y método para monitorizar recipientes de vidrio caliente para mejorar su calidad y controlar el proceso de formación, del 13 de Agosto de 2014, de EMHART GLASS S.A.: Un método para monitorizar y analizar características de recipientes de vidrio caliente formados mediante una máquina I.S., comprendiendo […]
Sistema y método para monitorizar recipientes de vidrio caliente para mejorar su calidad y controlar el proceso de formación, del 13 de Agosto de 2014, de EMHART GLASS S.A.: Un método para monitorizar y analizar características de recipientes de vidrio caliente formados mediante una máquina I.S., comprendiendo […]
Método y sistema para la monitorización de un proceso de formación de recipientes de vidrio, del 12 de Febrero de 2014, de EMHART GLASS S.A.: Un método para la monitorización de un proceso de formación de recipientes de vidrio, en el que dicho proceso deformación se lleva a cabo mediante una máquina formadora […]
MÁQUINA DE VIDRIO PARA LA PRODUCCIÓN DE ENVASES DE VIDRIO, del 16 de Junio de 2011, de SAINT-GOBAIN OBERLAND AG: Máquina de vidrio para la producción de envases de vidrio con estaciones que presentan premoldes o moldes de acabado, respectivamente, un dispositivo de refrigeración mediante […]
 PROCEDIMIENTO Y DISPOSITIVO PARA ACCIONAR UN PUNZON DE PRENSADO DE UNA MAQUINA DE MOLDEO DE VIDRIO, del 6 de Agosto de 2009, de HEYE INTERNATIONAL GMBH: Procedimiento para accionar un punzón de prensado para un molde previo (3 a 7) de una máquina de moldeo de vidrio por medio de una unidad de émbolo-cilindro […]
PROCEDIMIENTO Y DISPOSITIVO PARA ACCIONAR UN PUNZON DE PRENSADO DE UNA MAQUINA DE MOLDEO DE VIDRIO, del 6 de Agosto de 2009, de HEYE INTERNATIONAL GMBH: Procedimiento para accionar un punzón de prensado para un molde previo (3 a 7) de una máquina de moldeo de vidrio por medio de una unidad de émbolo-cilindro […]