PROCEDIMIENTO Y DISPOSITIVO PARA INSERTAR ELEMENTOS DE SEGURIDAD EN UNA BANDA DE PAPEL.
Procedimiento para insertar materiales distintivos en una banda de papel (2) durante el proceso de fabricación de papel en un momento en el que la mayor parte del líquido de la masa de papel original ya ha sido retirada,
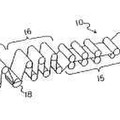
es decir, cuando la banda de papel todavía está húmeda pero ya se ha solidificado, aplicando una suspensión de materiales distintivos sobre la banda de papel aún húmeda de tal modo que la banda de papel no experimenta ninguna modificación en su estructura de fibras, caracterizado porque la suspensión de materiales distintivos se proyecta sobre la superficie de la banda de papel en forma de un chorro laminar con una presión de chorro tan baja que la banda de papel no experimenta ninguna modificación en su estructura de fibras, dirigiéndose el chorro laminar a la banda de papel (2) inmediatamente después de la formación de la hoja y tras retirar la banda de papel todavía blanda de un tamiz de formación de papel (1), estando situado un dispositivo de aspiración (3) en el lado de la banda de papel opuesto al chorro laminar, detrás del chorro laminar en el sentido de transporte de la banda de papel, para aspirar el medio de suspensión a través de la banda de papel (2)
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E02007221.
D21H23/28TEXTILES; PAPEL. › D21FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21HCOMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 23/00 Procedimientos o aparatos para añadir materiales a la pasta o al papel. › Adición antes de la sección de secado, p. ej. en la parte húmeda o en la sección de prensas.
Clasificación PCT:
D21H21/42D21H […] › D21H 21/00 Materiales no fibrosos añadidos a la pasta, caracterizados por su función, su forma o sus propiedades; Materiales de impregnación o de revestimiento del papel, caracterizados por su función, su forma o sus propiedades. › Cintas o tiras (filamentos D21H 15/06).
Clasificación antigua:
D21H21/42D21H 21/00 […] › Cintas o tiras (filamentos D21H 15/06).
Países PCT: Austria, Bélgica, Suiza, Alemania, Dinamarca, España, Francia, Reino Unido, Grecia, Italia, Liechtensein, Luxemburgo, Países Bajos, Suecia, Mónaco, Portugal, Irlanda, Eslovenia, Finlandia, Rumania, Chipre, Lituania, Letonia, Ex República Yugoslava de Macedonia, Albania.
Procedimiento y dispositivo para insertar elementos de seguridad en una banda de papel [001] La invención se refiere a un procedimiento y un dispositivo para insertar materiales distintivos en una banda de papel, y también a una máquina papelera con un dispositivo de este tipo. [002] Ya se conoce el procedimiento consistente en insertar materiales distintivos como distintivos de seguridad en documentos de valor de papel, en particular billetes de banco, por ejemplo partículas luminiscentes, que son fluorescentes con un color distintivo bajo una radiación de excitación adecuada, tal como luz UV. En este contexto, por el concepto materiales distintivos se entienden en general sustancias con determinadas propiedades físicas cuya presencia y/o disposición se puede comprobar gracias a dichas propiedades a través de técnicas de medición, por ejemplo mediante sensores adecuados. En la mayoría de los casos, estas señales características se disponen en posiciones definidas del papel en forma de un símbolo, un dibujo o líneas. [003] Por ejemplo, el documento DE-A-19754776 da a conocer la pulverización de dibujos en color con contornos nítidos en forma de línea sobre papel acabado, para de este modo producir distintivos de seguridad gráficos reconocibles a simple vista. Estos distintivos de seguridad están depositados sobre la superficie del papel, por lo que no solo son visibles sino también palpables. Sin embargo, en particular cuando se utilizan sustancias luminiscentes cuyos efectos de color solo son reconocibles bajo determinadas condiciones de excitación, es deseable que su emplazamiento pase inadvertido para el observador despreocupado y sobre todo para los eventuales falsificadores. [004] Por ejemplo el documento UK-A-696 673 propone introducir mediante inyección en el centro de la hoja, durante la formación de la misma, pigmentos colorantes en un líquido de suspensión no miscible con agua para producir líneas de puntos o líneas continuas, por ejemplo de un material fluorescente con luz UV. Sin embargo, dado que la suspensión fluorescente se extiende en todo caso parcialmente y de forma no controlable en el material de papel todavía no formado por completo, los contornos de dichas líneas son poco nítidos y la concentración de pigmento es irregular a lo ancho de la línea. [005] En cambio, el documento DE-PS-497037 propone aplicar, por ejemplo por pulverización, una suspensión con sustancias fluorescentes sobre la banda de papel formada por completo pero aún húmeda, de tal modo que la propia estructura del papel no experimenta ningún cambio digno de mención. Pero la aplicación por pulverización también produce dibujos cuya nitidez de contorno es difícil de controlar y cuya concentración de material distintivo no es constante sobre la superficie del dibujo. [006] Estas desventajas se superan en parte mediante el procedimiento descrito en el documento UK-PS 643430, en el que una cinta metálica continua con escotaduras a modo de plantilla se mueve junto con la banda de papel formada y los materiales distintivos de color se pulverizan de forma difusa de tal modo que penetran en la banda de papel en el área de las escotaduras a modo de plantilla. Pero de este modo sigue sin lograrse una distribución suficientemente homogénea de los materiales distintivos, tal como critica el documento EP-A-0 659935. [007] En lugar de ello, en el documento EP-A-0659935 se propone dispersar los materiales distintivos en un gas en lugar de una suspensión, de modo que los aglomerados de partículas del material distintivo se descomponen fácilmente y se encuentran en el gas en una concentración homogénea definida para pulverizarlos después mediante una boquilla sobre la banda de papel aún húmeda. De este modo, incluso en caso de concentraciones bajas del material distintivo, se puede lograr una distribución homogénea del mismo en el papel y al mismo tiempo unos contornos relativamente nítidos. [008] Esta aplicación por aerosol de las partículas tiene la desventaja de que solo existen unos pocos materiales distintivos adecuados para ser aplicados en forma de aerosol, ya que los conductos y las boquillas se atascan fácilmente. Esto ocurre en especial en caso de materiales distintivos de grano fino, que tienen a aglomerarse. Además, los resultados de ensayo mostraron fluctuaciones de concentración relativamente altas, por lo que es necesaria una alta concentración de material distintivo para obtener distintivos mensurables de forma fiable. [009] El documento EP-A-0 580363 da a conocer un procedimiento para fabricar papel de seguridad mediante una máquina papelera de tamiz redondo, en el que uno o más chorros de una composición líquida de distintivo de seguridad se aplican sobre una banda de papel. La aplicación de la composición de distintivo de seguridad tiene lugar todavía sobre la tela para papel, a saber: antes de que la banda de papel haya llegado a la, así llamada, dry line (línea seca). En este contexto, dry line se define como la posición o el área situada sobre la tela metálica del tamiz de formación de papel en la que la dispersión de partículas de fibra se transforma en fibras interconectadas. Además, el chorro actúa sobre la banda de papel antes de retirar la misma del tamiz de formación de papel, ya que las boquillas para producir el chorro de líquido están situadas sobre la tela metálica del tamiz de formación de papel. [0010] El documento EP-A-0881330 da a conocer un dispositivo y un procedimiento para la aplicación directa de un medio de aplicación líquido o pastoso sobre una superficie en movimiento, en el que el medio de aplicación es aplicado sobre la superficie mediante numerosas boquillas de aplicación individual o de chorro libre, de modo que el 2 medio de aplicación sale de las boquillas de chorro libre en forma de una cortina cerrada. De este modo se crea una capa del medio de aplicación que cubre esencialmente toda la anchura de la superficie a revestir. [0011] Por consiguiente, el objetivo de la presente invención consiste en proponer un procedimiento y un dispositivo, y también una máquina papelera correspondiente, con los que sea posible insertar materiales distintivos formando dibujos o impresiones con contornos nítidos y en concentraciones bajas y lo más uniformes posible sobre superficie del dibujo, sin que por ello se produzcan cambios de la estructura de fibras del papel reconocibles a simple vista. [0012] Este objetivo se resuelve mediante un procedimiento y un dispositivo, y también una máquina papelera, con las características indicadas en las reivindicaciones independientes. En las reivindicaciones dependientes de éstas se indican perfeccionamientos y configuraciones preferentes de la invención. [0013] De modo similar al indicado en el documento DE-PS 497037, de acuerdo con la presente invención los materiales distintivos se incorporan en la banda de papel en un momento del proceso de fabricación de papel en el que la mayor parte del líquido de la masa de papel original ya ha sido retirada, es decir, cuando la banda de papel todavía está húmeda pero ya se ha solidificado, mediante la aplicación de una suspensión de materiales distintivos sobre la banda de papel aún húmeda de tal modo que la banda de papel no experimenta ninguna modificación en su estructura de fibras. Para lograrlo, la suspensión de materiales distintivos se proyecta sobre la superficie de la banda de papel en forma de un chorro laminar con poca presión de chorro. La suspensión de materiales distintivos fluye con poca presión sobre la banda de papel. [0014] Debido a la baja presión de chorro, concepto por el que se ha de entender la presión en el lado de entrada de una boquilla, se evita que la estructura de fibras de la banda de papel se modifique durante la aplicación de la suspensión de materiales distintivos. Por consiguiente, el lugar del papel acabado en el que se ha aplicado la suspensión de materiales distintivos no es reconocible a simple vista, tampoco al trasluz. Por ello, el procedimiento también se puede utilizar para insertar materiales distintivos en el área de la marca de agua. [0015] Se ha comprobado que es especialmente adecuada una presión de chorro en el lado de entrada de boquilla entre aproximadamente 30 y 200 mbar, preferentemente entre 50 y 100 mbar. Una presión menor en la entrada de la boquilla conduce a la formación de un chorro menos uniforme y más inestable y a depósitos del material distintivo en los conductos de alimentación, mientras que una presión mayor en la entrada de boquilla, aproximadamente desde 250 mbar en adelante, conduce a cambios estructurales en el velo de fibras de la banda de papel. Las propias boquillas de salida pueden estar configuradas de forma muy sencilla, por ejemplo a partir de tubitos metálicos o cerámicos. No obstante, también son adecuadas las, así llamadas, boquillas... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para insertar materiales distintivos en una banda de papel (2) durante el proceso de fabricación de papel en un momento en el que la mayor parte del líquido de la masa de papel original ya ha sido retirada, es decir, cuando la banda de papel todavía está húmeda pero ya se ha solidificado, aplicando una suspensión de materiales distintivos sobre la banda de papel aún húmeda de tal modo que la banda de papel no experimenta ninguna modificación en su estructura de fibras, caracterizado porque la suspensión de materiales distintivos se proyecta sobre la superficie de la banda de papel en forma de un chorro laminar con una presión de chorro tan baja que la banda de papel no experimenta ninguna modificación en su estructura de fibras, dirigiéndose el chorro laminar a la banda de papel (2) inmediatamente después de la formación de la hoja y tras retirar la banda de papel todavía blanda de un tamiz de formación de papel (1), estando situado un dispositivo de aspiración (3) en el lado de la banda de papel opuesto al chorro laminar, detrás del chorro laminar en el sentido de transporte de la banda de papel, para aspirar el medio de suspensión a través de la banda de papel (2). 2. Procedimiento según la reivindicación 1, en el que la suspensión de materiales distintivos está formada esencialmente por materiales distintivos dispersados en agua. 3. Procedimiento según la reivindicación 1 o 2, en el que la suspensión de materiales distintivos contiene pigmentos luminiscentes que forman los materiales distintivos. 4. Procedimiento según una de las reivindicaciones 1 a 3, en el que la suspensión de materiales distintivos circula constantemente dentro de un volumen (13) y a este volumen se le extrae una porción de suspensión de materiales distintivos que se utiliza para insertar los materiales distintivos en la banda de papel (2). 5. Procedimiento según la reivindicación 4, en el que dicha porción de suspensión de materiales distintivos se extrae del volumen (13) por la parte superior de éste. 6. Procedimiento según la reivindicación 4 o 5, en el que la suspensión de materiales distintivos se forma en el volumen (13) introduciendo en éste por separado un concentrado de materiales distintivos y un medio de suspensión. 7. Procedimiento según la reivindicación 6, en el que el medio de suspensión se desgasifica antes de conducirlo al volumen. 8. Procedimiento según una de las reivindicaciones 1 a 7, en el que se emplea una boquilla de chorro pleno o boquilla de chorro plano (11) para proyectar la suspensión de materiales distintivos sobre la superficie de la banda de papel en forma de un chorro laminar. 9. Procedimiento según una de las reivindicaciones 1 a 8, en el que la concentración de materiales distintivos en la suspensión de materiales distintivos se ajusta a un nivel tan bajo que la presencia de los materiales distintivos en la banda de papel no se puede detectar a simple vista. 10. Procedimiento según una de las reivindicaciones 1 a 9, en el que varios chorros independientes de suspensión de materiales distintivos se proyectan sobre la banda de papel (2) con la misma presión de chorro para producir una banda de copias múltiples. 11. Procedimiento según una de las reivindicaciones 1 a 10, en el que la presión de chorro oscila entre 30 mbar y 200 mbar. 12. Procedimiento según la reivindicación 11, en el que la presión de chorro oscila entre 50 mbar y 100 mbar. 13. Dispositivo para insertar materiales distintivos en una banda de papel (2) en un lugar de una máquina papelera en el que la mayor parte del líquido de la masa de papel original ya ha sido retirada, es decir, cuando la banda de papel todavía está húmeda pero ya se ha solidificado, incluyendo dicho dispositivo: - un volumen (13) para alojar una suspensión de materiales distintivos, - una o más boquillas (11) conectadas con el volumen (13), y - un dispositivo (P1, P2, 26) para controlar la presión con la que una porción de suspensión de materiales distintivos se proyecta sobre la banda de papel (2) a través de las boquillas (11), estando configurados y coordinados mutuamente el dispositivo de control de presión (P1, P2, 26) y las boquillas (11) de tal modo que la porción de suspensión de materiales distintivos se ajusta como un chorro laminar que sale de las boquillas (11) con una presión tan baja que la banda de papel no experimenta ninguna modificación en su estructura de fibras, estando dirigidas las boquillas (11) hacia la banda de papel (2) detrás de un tamiz de formación de papel (1) en el sentido de transporte de la banda de papel, y estando situado un dispositivo de aspiración (3) en el lado de la banda de papel (2) opuesto a las boquillas (11), detrás de las boquillas (11) en el sentido de transporte de la banda de papel, para aspirar el medio de suspensión a través de la banda de papel (2). 8 14. Dispositivo según la reivindicación 13, en el que el dispositivo de control de presión tiene al menos un dispositivo de medición de presión (P1, P2) y un dispositivo (26) para aumentar la presión en el volumen. 15. Dispositivo según la reivindicación 13 o 14, en el que la presión de chorro en la entrada de boquilla oscila entre 30 mbar y 200 mbar. 16. Dispositivo según la reivindicación 15, en el que la presión de chorro en la entrada de boquilla oscila entre 50 mbar y 100 mbar. 17. Dispositivo según una de las reivindicaciones 13 a 16, que incluye un dispositivo (14) para transportar la suspensión de materiales distintivos dentro del volumen (13). 18. Dispositivo según la reivindicación 17, en el que el volumen (13) constituye un circuito cerrado. 19. Dispositivo según la reivindicación 17 o 18 que tiene conductos (15) para conectar las boquillas (11) con el volumen (13) dispuestos uno tras otro en dirección de transporte de la suspensión de materiales distintivos, y en el que el dispositivo para controlar la presión presenta un primer sensor de presión (P1) delante de los conductos de conexión (15) en el sentido de transporte y un segundo sensor de presión (P2) detrás de los conductos de conexión (15) en el sentido de transporte, para ajustar una presión nominal en el volumen (13) y vigilar una pérdida de presión nominal a partir de los valores de presión medidos. 20. Dispositivo según la reivindicación 19, en el que al menos algunos de los conductos de conexión (15) provocan una pérdida de presión diferente con el mismo caudal, de tal modo que, a pesar de una presión de entrada diferente de la porción de suspensión de materiales distintivos que los atraviesa, generan aproximadamente la misma presión de salida. 21. Dispositivo según la reivindicación 20, en el que la pérdida de presión diferente en los conductos de conexión (15) se genera mediante longitudes y/o diámetros diferentes de los conductos de conexión. 22. Dispositivo según una de las reivindicaciones 13 a 21, en el que los conductos (15) para conectar las boquillas (11) con el volumen (13) están conectados con el volumen (13) por la parte superior de éste. 23. Dispositivo según una de las reivindicaciones 13 a 22, que incluye conductos de alimentación (38, 28) para conducir por separado un concentrado de materiales distintivos y un medio de suspensión al volumen (13). 24. Dispositivo según la reivindicación 23, que incluye un dispositivo de desgasificación (31 a 34) para desgasificar el medio de suspensión antes de conducirlo al volumen (13). 25. Dispositivo según una de las reivindicaciones 13 a 24, en el que las boquillas (11) están configuradas como boquillas de chorro pleno o boquillas de chorro plano. 26. Dispositivo según una de las reivindicaciones 19 a 25, caracterizado porque en los conductos (15) están previstos unos dispositivos de cierre (12). 27. Máquina papelera para producir una banda de papel (2) a partir de una masa de papel modo de pasta de fibras, que incluye un dispositivo según una de las reivindicaciones 13 a 26. 9 REFERENCIAS CITADAS EN LA DESCRIPCIÓN La lista de referencias citada por el solicitante lo es solamente para utilidad del lector, no formando parte de los documentos de patente europeos. Aún cuando las referencias han sido cuidadosamente recopiladas, no pueden excluirse errores u omisiones y la OEP rechaza toda responsabilidad a este respecto. Documentos de patente citados en la descripción DE 19754776 A [0003] GB 696673 A [0004] DE 497037 C [0005] GB PS643430 A [0006] EP 0659935 A [0006] [0007] EP 0580363 A [0009] EP 0881330 A [0010] DE PS497037 C [0013] 11
Patentes similares o relacionadas:
Procedimiento para la fabricación de papel, cartulina y cartón, del 4 de Diciembre de 2018, de BASF SE: Procedimiento para la fabricación de papel, cartulina y cartón, que comprende la deshidratación de una pasta de papel que contiene material de relleno, que contiene […]
Procedimiento para la fabricación de papel, cartulina y cartón, del 21 de Noviembre de 2018, de BASF SE: Un procedimiento para la fabricación de papel, cartulina y cartón que comprende drenar un material de papel que contiene una carga y que contiene al menos un polímero soluble […]
Método para producir telas no tejidas procesadas en estado húmedo, en particular telas de fibra de vidrio no tejidas, del 18 de Junio de 2014, de JOHNS MANVILLE EUROPE GMBH: Un método continuo para producir telas no tejidas procesadas en estado húmedo, que comprende las medidas de:
(i) dispersar fibras en agua,
(ii) aplicar […]
Composiciones de revestimiento que comprenden dímeros de alquil ceteno y anhídridos alquil succínicos para su uso en la fabricación de papel, del 6 de Junio de 2013, de SPECTRA-KOTE CORPORATION: Un procedimiento para fabricar papel en el que se deposita una pasta de papel, hecha de una pasta y de agua, sobre una tela y se deshidrata, caracterizada por […]
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE PAPELES CON MARCAS DE AGUA O FILIGRANAS Y PAPEL MANUFACTURADO DE DICHA FORMA., del 1 de Diciembre de 2003, de CARTIERE FEDRIGONI & C. S.P.A.: UN METODO PARA LA PRODUCCION DE MARCAS DE AGUA O DIBUJOS EN PAPEL Y CARTON QUE SE PUEDE REALIZAR DURANTE UN PROCEDIMIENTO PARA LA FABRICACION DEL PAPEL O CARTON […]
PRODUCCION DE PAPEL MODELADO., del 1 de Septiembre de 2002, de ARJO WIGGINS FINE PAPERS LIMITED: Un método para producir un papel modelado con efecto jaspeado de dos colores, comprendiendo dicho método las etapas de: (a) colorear una pasta […]
PRODUCTOS DE CELULOSA RETICULADA Y METODO PARA SU PREPARACION., del , de WEYERHAEUSER COMPANY: EL INVENTO ES UN METODO PARA HACER UNA CELULOSA RETICULADA, LAMINADA, FACILMENTE FUNDIBLE, Y FORMADA EN HUMEDO, Y A LOS PRODUCTOS HECHOS POR […]
Documento de valor con elemento de seguridad incorporado al menos de forma parcial, del 8 de Abril de 2020, de HUECK FOLIEN GESELLSCHAFT M.B.H.: Documento de valor con un elemento de seguridad incorporado al menos de forma parcial, donde el documento de valor está compuesto […]
Utilizamos cookies para mejorar nuestros servicios y mostrarle publicidad relevante. Si continua navegando, consideramos que acepta su uso. Puede obtener más información aquí. .
 Composiciones de revestimiento que comprenden dímeros de alquil ceteno y anhídridos alquil succínicos para su uso en la fabricación de papel, del 6 de Junio de 2013, de SPECTRA-KOTE CORPORATION: Un procedimiento para fabricar papel en el que se deposita una pasta de papel, hecha de una pasta y de agua, sobre una tela y se deshidrata, caracterizada por […]
Composiciones de revestimiento que comprenden dímeros de alquil ceteno y anhídridos alquil succínicos para su uso en la fabricación de papel, del 6 de Junio de 2013, de SPECTRA-KOTE CORPORATION: Un procedimiento para fabricar papel en el que se deposita una pasta de papel, hecha de una pasta y de agua, sobre una tela y se deshidrata, caracterizada por […]