Dispositivo para el abocardado de cuerpos huecos.
Dispositivo para el abocardado de cuerpos huecos (10), en particular de extremos de tubo,
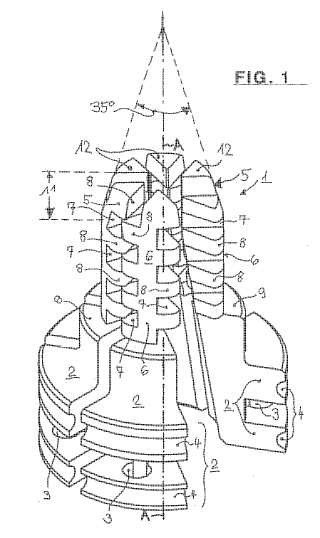
con varias mordazasde expansión (1) con forma de sector, que están dispuestas en una sujeción distribuidas alrededor de un eje "A-A" yque pueden moverse radialmente alrededor del mismo y que presentan secciones de superficies cilíndricas (6),cuyos radios corresponden a los radios del cuerpo hueco (10) abocardado, estando dispuestos en las junturas deseparación entre las mordazas de expansión (1) de manera alterna resaltes (8) y entalladuras (7), y discurriendo lassuperficies externas de los resaltes (8) con respecto a las superficies cilíndricas(6) al menos en sus extremosradialmente hacia dentro, caracterizado porque
a) las superficies cilíndricas (6) pasan de manera redondeada a las superficies externas de los resaltes (8),b) las mordazas de expansión (1) están formadas con sección transversal decreciente radialmente hacia dentroen la zona de sus extremos libres y porque
c) las entalladuras (7) y los resaltes (8) se continúan en la zona de sección transversal decreciente (11)radialmente hacia dentro.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/005299.
Solicitante: ROTHENBERGER AKTIENGESELLSCHAFT.
Inventor/es: KRAUSE,THORALF, GREDING,ARND, LINDNER,KNUT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D39/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › con mandriles, p. ej. expansibles.
- B21D41/02 B21D […] › B21D 41/00 Utilización de procedimientos que permitan modificar el diámetro de los extremos de los tubos (B21D 39/00 tiene prioridad). › Ensanchamiento.
- B29C57/04 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 57/00 Conformación de extremos de tubos, p. ej. formación de rebordes, ensanches o cierres; Aparatos a este efecto. › utilizando medios mecánicos.
- F16L13/14 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F16 ELEMENTOS O CONJUNTOS DE TECNOLOGIA; MEDIDAS GENERALES PARA ASEGURAR EL BUEN FUNCIONAMIENTO DE LAS MAQUINAS O INSTALACIONES; AISLAMIENTO TERMICO EN GENERAL. › F16L TUBERIAS O TUBOS; EMPALMES U OTROS ACCESORIOS PARA TUBERIAS; SOPORTES PARA TUBOS, CABLES O CONDUCTOS PROTECTORES; MEDIOS DE AISLAMIENTO TERMICO EN GENERAL. › F16L 13/00 Empalmes de tubos no desmontables, p. ej. empalmes soldados, pegados o calafateados (empalmes para tubos rígidos en materiales plásticos F16L 47/00). › realizados por deformación plástica del material del tubo, p. ej. por deformación de las bridas, por laminación.
PDF original: ES-2397088_T3.pdf
Fragmento de la descripción:
Dispositivo para el abocardado de cuerpos huecos La invención se refiere a un dispositivo para el abocardado de cuerpos huecos, en particular de extremos de tubo, con varias mordazas de expansión con forma de sector, que están dispuestas en una sujeción distribuidas alrededor de un eje "A-A" y que pueden moverse radialmente alrededor del mismo y que presentan secciones de superficies cilíndricas, cuyos radios corresponden a los radios del cuerpo hueco abocardado, estando dispuestos en las junturas de separación entre las mordazas de expansión de manera alterna resaltes y entalladuras, y discurriendo las superficies externas de los resaltes con respecto a las superficies cilíndricas al menos en su extremo radialmente hacia dentro.
Tales dispositivos se denominan también "expansores" o cabezas expansoras y sirven, entre otras cosas como herramientas para su utilización en la técnica sanitaria. El funcionamiento puede realizarse manualmente, por ejemplo mediante palancas de mano, pero también a motor mediante husillos roscados o mediante máquinas hidráulicas.
Por el documento EP 0 725 908 B1 y el documento DE 694 14 721 T2 que le corresponde se sabe que en el abocardado de tubos de plástico para la producción de uniones de tubos han de considerarse aspectos distintos a los del abocardado de tubos de metal. Los tubos de plástico, en particular aquéllos de poliolefinas reticuladas inclusive el polietileno reticulado, tienen una denominada memoria de forma, que se denomina también efecto memoria. Esto lleva a que los tubos, tras el abocardado se estrechan de nuevo con el tiempo, de modo que pueden aplicarse velocidades de trabajo correspondientes. Además, los tubos de plástico con respecto a los tubos de metal tienen espesores de pared claramente mayores con igual diámetro, de modo que el abocardado radial debe corresponder al menos a estos espesores de pared.
Basándose en estos aspectos y en el contexto de suprimir hendiduras afiladas mediante los bordes de mordazas de expansión, que llevan a faltas de hermeticidad de la unión de tubos posterior, los documentos mencionados proponen realizar el abocardado en varios escalones, y devolver las mordazas de expansión tras cada escalón de nuevo a la instalación de partida e introducir las mismas con mayor profundidad en el extremo de tubo y repetir varias veces o continuar la expansión. A este respecto los escalones serán claramente menores radialmente que el espesor de pared de los tubos. El movimiento radial se realiza mediante un mandril de expansión con una superficie cónica delgada, que se introduce en un juego de por ejemplo seis mordazas de expansión. Estas mordazas de expansión tienen en cada caso dos superficies cilíndricas externas, entre las que en dirección axial está dispuesta en cada caso una superficie cónica, correspondiendo estas geometrías de superficie la posición de mordaza expandida. A este respecto, las superficies cónicas pueden estar dotadas de dentados finos en sus lados exteriores.
De esta manera, es por un lado posible seleccionar mayores las superficies perimetrales de los sectores de mordaza con respecto a cargas de las anchuras de separación entre las mordazas, en cambio, por otro lado, debido a este modo de construcción para cada unión de tubos actúan múltiples accionamientos de herramienta, que, también debido a la separación por vibraciones, de manera que exigen mucho tiempo y debido a la potencia necesaria de manera fatigosa para la persona encargada, concretamente también debido al peso de la herramienta. Además, el extremo de tubo abocardado mantiene también con el empuje a través de la última superficie cilíndrica su forma de embudo, mediante lo cual se pierden parcialmente las propiedades de guía del extremo de tubo.
Por el documento DD 221 936 A1 y el documento DE 43 39 993 C1, que corresponde por ejemplo al preámbulo de la reivindicación 1, se sabe, en el caso de herramientas con expansión escalonada, en las junturas de separación entre las mordazas de expansión en la dirección del eje de manera alterna disponer resaltes y resaltes, para suavizar las paredes del cuerpo hueco con el movimiento radial creciente de las mordazas de expansión. A este respecto hay que considerar que las superficies externas de las mordazas de expansión, las denominadas superficies de trabajo, en la posición final radial deberán encontrarse en una superficie cilíndrica. Sin embargo se ha mostrado que el efecto va acompañado de deformaciones indeseables. En el documento DE 43 39 993 C1 se propone por lo tanto reducir la sección transversal de los extremos de los resaltes de manera decreciente hacia dentro con respecto a las superficies de trabajo parcialmente cilíndricas de tal manera que las superficies externas de los resaltes, en estado contraído de las mordazas de expansión no sobresalen al menos no sustancialmente por encima de las superficies parciales de cilindro definidas por las superficies de trabajo.
Sin embargo, se ha mostrado que los bordes que se generan entre las superficies cilíndricas y las secciones decrecientes al inicio de la expansión dejan hendiduras de bordes, que en el transcurso de la expansión adicional ya no pueden llevarse completamente a su desaparición. Como causa de ello puede considerarse que mediante los bordes se provoca un doblado y con ello una fluencia intensificada del material, mediante lo cual se aumentan de manera excesiva localmente la resistencia del material y al continuar la expansión ya no puede equilibrarse. Este efecto se denomina en la metalurgia endurecimiento en frío (véase "Grosser Brockhaus", 1983, página 138) . La consecuencia son faltas de hermeticidad en los puntos de unión de extremos de tubo, que llevan a fugas.
Por el documento EP 0 718 057 A2 se conoce romper o redondear los bordes longitudinales paralelos al eje y también los bordes frontales en forma de sector circular de mordazas de expansión, concretamente con un radio máximo de 2, 0 mm. Sin embargo, en la práctica se ha mostrado que tales redondeos en los bordes frontales no son suficientes para evitar agrietamientos por fragilidad de tubos de plástico durante solicitaciones mecánicas, ya sea durante el abocardado, durante la unión de secciones de conducción, mediante deformaciones de tubos durante el montaje o por presiones internas elevadas tal como en las conducciones de agua para agua potable y calefacción.
En este contexto, la invención se basa en el objetivo de indicar un dispositivo de expansión y un procedimiento de funcionamiento para tubos de plástico, mediante los que sea posible producir abocardados resistentes a la presión en una sola etapa con grandes recorridos radiales a lo largo de toda la longitud de unión de dos extremos de tubo en una operación de trabajo con sección transversal constante y no obstante suprimir la formación de hendiduras afiladas en los extremos de tubo expandidos y con ello las causas de faltas de hermeticidad.
La solución del objetivo planteado se realiza en el caso del dispositivo indicado al principio porque a) las superficies cilíndricas pasan de manera redondeada a las superficies externas de los resaltes, b) las mordazas de expansión están formadas con sección transversal decreciente radialmente hacia dentro en la zona de sus extremos libres y porque c) las entalladuras y los resaltes se continúan en la zona de sección transversal decreciente radialmente hacia dentro.
De esta manera se soluciona el objetivo planteado completamente, en concreto se india un dispositivo de expansión y un procedimiento de funcionamiento para tubos de plástico, mediante el que sea posible, producir abocardados resistentes a la presión en una sola etapa con grandes recorridos radiales a lo largo de toda la longitud de unión de dos extremos de tubo en una operación de trabajo con sección transversal constante en dirección axial y no obstante suprimir la formación de hendiduras afiladas en los extremos de tubo expandidos y con ello las causas de faltas de hermeticidad. A este respecto hay que considerar, en particular, que las mordazas de expansión están formadas con sección transversal decreciente radialmente hacia dentro en la zona de sus extremos libres y que las entalladuras y los resaltes se continúan en la zona de sección transversal decreciente radialmente hacia dentro. De esta manera se consigue, en concreto, que la deformación plástica del tubo en la zona de transición entre el diámetro de tubo original y el diámetro de tubo expandido se dé distribuido a lo largo de un tramo más largo, de modo que se supriman deformaciones triaxiales que aparecen en forma de puntos con intensos efectos fragilización.
En el transcurso de otras configuraciones de la invención es especialmente ventajoso cuando
* la zona... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para el abocardado de cuerpos huecos (10) , en particular de extremos de tubo, con varias mordazas de expansión (1) con forma de sector, que están dispuestas en una sujeción distribuidas alrededor de un eje "A-A" y que pueden moverse radialmente alrededor del mismo y que presentan secciones de superficies cilíndricas (6) , cuyos radios corresponden a los radios del cuerpo hueco (10) abocardado, estando dispuestos en las junturas de separación entre las mordazas de expansión (1) de manera alterna resaltes (8) y entalladuras (7) , y discurriendo las superficies externas de los resaltes (8) con respecto a las superficies cilíndricas (6) al menos en sus extremos radialmente hacia dentro, caracterizado porque
a) las superficies cilíndricas (6) pasan de manera redondeada a las superficies externas de los resaltes (8) , b) las mordazas de expansión (1) están formadas con sección transversal decreciente radialmente hacia dentro en la zona de sus extremos libres y porque c) las entalladuras (7) y los resaltes (8) se continúan en la zona de sección transversal decreciente (11) radialmente hacia dentro.
2. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque la zona de sección transversal decreciente
(11) radialmente hacia dentro se transforma sin bordes en las superficies cilíndricas (6) en la circunferencia, por un lado, y por otro lado está formada de manera redondeada también con respecto a las superficies frontales (12) .
3. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque las superficies externas de la zona de sección transversal decreciente (11) hacia dentro se encuentran al final de la carrera de expansión en una superficie envolvente cónica.
4. Dispositivo de acuerdo con la reivindicación 3, caracterizado porque el ángulo de abertura de la superficie envolvente cónica asciende a entre 30 y 45 grados.
5. Dispositivo de acuerdo con la reivindicación 4, caracterizado porque la longitud de la zona de sección transversal (11) decreciente hacia dentro asciende a entre 3 y 30 mm.
6. Dispositivo de acuerdo con la reivindicación 1, caracterizado porque el radio de curvatura en los puntos de transición entre las superficies cilíndricas (6) y las superficies externas de los resaltes (8) asciende al menos a 1 mm.
7. Uso del dispositivo de acuerdo con la reivindicación 1 para el abocardado de cuerpos huecos (10) a partir de tubos de plástico con memoria de forma.
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector, del 15 de Julio de 2020, de HENN GMBH & CO.KG: Procedimiento para conectar una sección de conexión de un tubo flexible para medios líquidos o gaseosos a un conector , presentando el conector un […]
Racor con revestimiento, sistema de tuberías y uso del racor o del sistema de tuberías, del 25 de Marzo de 2020, de Viega Technology GmbH & Co. KG: Racor para una unión tubular estanca, no desmontable, - con un cuerpo básico de racor para el alojamiento de al menos un tubo que va a empalmarse […]
Acoplamiento de fluido con conexión de bloqueo, del 8 de Enero de 2020, de Oetiker NY, Inc: Combinación de un componente de fluido y un conector que puede unirse de manera no extraíble con el componente , en la que el componente […]
Componente de válvula, del 20 de Noviembre de 2019, de WEH, ERWIN: Componente de válvula en forma de una válvula de retención o de una boquilla de conexión, en particular para el repostaje de vehículos de gas natural, para […]
Conectores a presión para tuberías que tienen anillos de seguridad, del 7 de Agosto de 2019, de VSH Fittings B.V: Un conector a presión para tuberías, que comprende: - una toma con un espacio de inserción con una abertura de inserción para que […]
 Pressfitting y disposición que contiene un pressfitting, del 31 de Mayo de 2019, de UPONOR INNOVATION AB: Disposición, que contiene:
- un pressfitting , con al menos un racor de conexión para encajar un tubo ,
- piezas de material sintético ,
- un casquillo […]
Pressfitting y disposición que contiene un pressfitting, del 31 de Mayo de 2019, de UPONOR INNOVATION AB: Disposición, que contiene:
- un pressfitting , con al menos un racor de conexión para encajar un tubo ,
- piezas de material sintético ,
- un casquillo […]
Racor en particular para tuberías de refrigeración, del 14 de Mayo de 2019, de RLS LLC: Un racor que comprende una pared de tubo metálico que forma tanto una porción cilíndrica de tubo como una porción de canal de junta tórica anular adyacente, […]