Dispositivo de cierre para cerrar unidades de embalaje, preferentemente en forma de bolsa.
Dispositivo de cierre para cerrar unas unidades de embalaje (2),
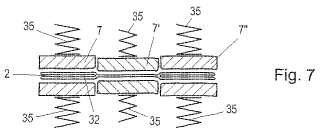
preferentemente en forma de bolsa, por comprensión, las cuales presentan a lo largo de la abertura de embalaje que hay que cerrar unas zonas de distinto espesor tales como, por ejemplo, unas bolsas de fondo plano, en particular, realizadas en material revestido o no revestido de papel, cartón, plástico, lámina y/o tejido, presentando las unidades de embalaje (2) por lo menos una superficie de sellado (4) integrada en el material o dispuesta sobre el mismo, apta para la unión duradera con una superficie opuesta apoyada o aplicada por presión, presentando el dispositivo de cierre (1) un dispositivo de presión (10) con por lo menos un dispositivo de apriete (5) y por lo menos un dispositivo de presión antagonista (6), entre los cuales las unidades de embalaje (2) pueden ser comprimidas en la zona de su (s) superficie (s) de sellado (4), preferentemente mediante la aplicación de calor, caracterizado porque el dispositivo de apriete (5) y el dispositivo de presión antagonista (6) están configurados a modo de rodillos de apriete (17) apretados uno contra otro de manera elástica y opcionalmente calentados, los cuales presentan, a lo largo de la abertura de cierre que hay que cerrar, unas zonas de diferente presión que dependen del espesor de la capa de material.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/AT2009/000357.
Solicitante: Westwind Verpackungen GmbH.
Nacionalidad solicitante: Austria.
Dirección: Bahnhofstrasse 3 8740 Zeltweg AUSTRIA.
Inventor/es: WALDHERR,REINHARD.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C65/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › Ensamblado de elementos preformados; Aparatos a este efecto.
- B65B43/52 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 43/00 Formación, alimentación, abertura o montaje de receptáculos o recipientes, en unión con el embalaje (formación de bolsas en las hojas, los elementos de envoltura o en las bandas, presionando el material en las matrices o desplazándolo sobre matrices de plegado B65B 47/00). › sirviéndose de vías de rodadura o de transportadores sin fin.
- B65B51/14 B65B […] › B65B 51/00 Dispositivos o procesos para soldar o fijar los pliegues o cierres de los paquetes, p. ej. sacos con el cuello cerrado por torsión. › por elementos oscilantes o de movimiento alternativo.
- B65B51/16 B65B 51/00 […] › por elementos rotativos.
- B65B61/14 B65B […] › B65B 61/00 Dispositivos accesorios diversos que operan sobre hojas, cintas, bandas, ataduras, receptáculos o paquetes, no previstos en otro lugar. › para incorporar, o formar e incorporar, asas o medios de suspensión en los paquetes (fijación, o formación y fijación de asas o de argollas de cordón para los sacos de té B65B 29/04).
PDF original: ES-2392802_T3.pdf
Fragmento de la descripción:
Dispositivo de cierre para cerrar unidades de embalaje, preferentemente en forma de bolsa.
La presente invención se refiere a dispositivo de cierre según el preámbulo de la reivindicación 1, es decir a un dispositivo para cerrar unidades de embalaje, preferentemente en forma de bolsa, mediante compresión, las cuales presentan a lo largo de la abertura de embalaje que hay que cerrar un espesor diferente, tal como, por ejemplo, bolsas de fondo plano, realizadas, en particular, en material revestido o no revestido, de papel, cartón, plástico, lámina y/o tejido, presentando las unidades de embalaje por lo menos una superficie de sellado integrada en o dispuesta sobre el material, apta para la unión duradera con una superficie opuesta apoyada o aplicada por presión, presentando el dispositivo de cierre un dispositivo de presión con por lo menos un dispositivo de apriete y por lo menos un dispositivo de presión antagonista, entre los cuales las unidades de embalaje pueden ser comprimidas en la zona de sus superficies de cierre, opcionalmente, mediante la aplicación de calor, presentando el dispositivo de apriete y el dispositivo de presión antagonista, a lo largo de la abertura de embalaje que hay que cerrar, unas zonas de diferente presión y/o de temperatura diferente. Un dispositivo de cierre de este tipo se conoce gracias al documento FR 2 102 967 A.
En el campo de la industria de embalajes se utilizan trenes de procesamiento automatizados para el llenado y sellado posterior de diferentes unidades de embalaje, siendo suministradas las unidades de embalaje o bien como embalajes vacíos prefabricados al tren de procesamiento o siendo suministrado el material de embalaje al tren de procesamiento como material para procesar (por ejemplo como hojas de papel o de cartón, o también como una lámina enrollado sobre un rodillo) y siendo fabricadas las unidades de embalaje, inmediatamente antes de su llenado, ya se mediante soldadura en forma de bolsa del material de embalaje extraído del rodillo o mediante plegado y pegado de las hojas.
Los productos a granel plantean exigencias especiales a las unidades de embalaje y a los dispositivos de embalaje, sobre todo cuando deben ser embalados en forma de un polvo fino, como es por ejemplo con frecuencia el caso con los materiales de construcción y otros productos granulares o pulverulentos, p. ej. en el campo de los animales domésticos. Estos deben ser embalados además en cantidades muy grandes, para lo cual se utilizan generalmente sacos hechos de papel o cartón (revestido o sin revestir) , o plástico (en su caso reforzado con tejido) . Debido a las grandes cantidades de llenado y al gran peso condicionado por ello, estos sacos están sometidos generalmente a grandes cargas y no deberían tampoco romperse o reventar con facilidad, en caso de un manejo brusco en las obras.
Se puede conseguir una resistencia especialmente grande con las bolsas de fondo plano, siendo estas bolsas no solo muy resistentes sino que, gracias a su forma esquinada, se pueden apilar y disponer especialmente bien en palets. Además, las bolsas de fondo plano que están aún vacías se pueden apilar bien, en el estado no desplegado, de manera que en general son suministradas prefabricadas y son suministradas, al tren de embalaje, a pilas, donde son entonces desplegadas de forma individual, siendo generalmente cogidas de la pila por un dispositivo de aspiración, abiertas y dispuestas sobre un tramo de transporte, y siendo movidas a continuación por ésta hacia las estaciones de procesamiento individuales. Entre estas estaciones de procesamiento se encuentra, en general:
- una instalación de llenado para la introducción del material pulverulento en los sacos,
- una instalación de agitación, con el fin de impedir inclusiones de aire en el material pulverulento,
- un dispositivo de plegado, el cual comprime la abertura de las bolsas desde ambos lados, debiendo estar
asegurado que los flancos laterales de las bolsas de fondo de bloque sean plegadas correctamente hacia
dentro,
- un dispositivo de recorte para la cortar el borde superior de la bolsa,
- una unidad de sellado la cual cierra de forma estanca la abertura de la bolsa, por ejemplo mediante
termoadhesión, plegado, cosido, compresión y/o pegado, y
- y un dispositivo de paletización, el cual apila los sacos llenos acabados sobre palets.
Con muchas de las instalaciones de embalaje y de cierre que están en la actualidad en funcionamiento se puede alcanzar, para el campo de utilización anterior, únicamente una frecuencia de trabajo relativamente baja, aproximadamente en el margen comprendido entre 10 y 20 bolsas empaquetadas por minuto y por tren de empaquetado, habiendo acelerado los desarrollos de los últimos años estas velocidades de procesamiento únicamente en una medida pequeña e insatisfactoria. En particular, en las unidades de sellado utilizadas típicamente se puede intuir un notable potencial de mejora.
En el caso de las bolsas de fondo plano están previstas, en la zona de apertura, en el lado interior de la capa de material de la bolsa, superficies de sellado las cuales constan, por regla general, de una o varias capa (s) de adhesivo por fusión. Para su sellado, las bolsas son juntadas a presión en su zona de sellado y calentadas y, gracias a ello, pegadas entre sí. Para ello son plegados en primer lugar los flancos laterales de las bolsas llenadas con anterioridad, mediante un dispositivo hacia el interior y después la parte superior de la bolsa es comprimida, mediante carriles de guía que convergen. Para el proceso de cierre propiamente dicho se dispone entonces la zona de sellado de la bolsa entre una placa de apriete y una placa de presión antagonista, las cuales son juntadas con
posterioridad, para comprimir entre ellas la abertura de la bolsa. Dependiendo del material utilizado para la superficie de sellado o para la bolsa puede ser suficiente o bien únicamente con la presión, para sellar la abertura de la bolsa en base a una soladura por presión, o la zona de sellado es calentada de forma adicional mediante elementos de calentamiento previstos en las placas, con el fin de conseguir una adhesión del material o para ablandar un adhesivo por fusión aplicado sobre la zona de sellado. Con el fin de soldar las superficies de sellado de forma fija entre sí en el lado interior del embalaje hay que mantener la presión un tiempo suficientemente prolongado. La duración de compresión está al mismo tiempo en una determinada relación con el material que hay que sellar, con la presión aplicada sobre el material y con la temperatura aplicada. La duración de compresión mínima necesaria es determinante para los tiempos de ritmo de trabajo que se pueden alcanzar con este procedimiento y está comprendida, en la actualidad, normalmente en un rango entre 3 y 7 segundos y se determina de forma empírica, para cada fase de ejecución con una presión de compresión predeterminada. Tras la compresión, las placas son abiertas y la unidad de embalaje, cerrada o sellada, es transportada por una cinta transportadora a la siguiente estación de procesamiento.
Los parámetros del procedimiento necesarios para un sellado fijo de las bolsas, es decir en especial la temperatura, la presión y la duración del apriete, se pueden determinar generalmente, como se ha indicado, únicamente de forma empírica. El motivo de ello radica, sobre todo, en que los fabricantes no dan a conocer con frecuencia, acerca de los materiales de sellado suministrados por ellos tales como por ejemplo adhesivos por fusión, valores característicos de los materiales precisos, pudiendo los valores característicos cambiar en parte entre una carga y otra. Los materiales de embalaje varían también en lo que se refiere a sus propiedades físicas. Por ello puede ser necesario adaptar los parámetros de la unidad de sellado a las nuevas condiciones, también cuando se procese siempre el mismo producto del mismo fabricante (por ejemplo bolsa de fondo plano suministradas ya acabadas) . Un planteamiento sistemático para la realización de estos ajustes se dificulta porque en los dispositivos de sellado que se ofrecen en la actualidad en el mercado no están previstos, hasta ahora, en general sensores para la medición de la presión real y de la temperatura real en la zona de sellado.
Otro problema resulta en las unidades de empaquetado que presentan espesor de material diferentes a lo largo de la zona de... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo de cierre para cerrar unas unidades de embalaje (2) , preferentemente en forma de bolsa, por comprensión, las cuales presentan a lo largo de la abertura de embalaje que hay que cerrar unas zonas de distinto espesor tales como, por ejemplo, unas bolsas de fondo plano, en particular, realizadas en material revestido o no revestido de papel, cartón, plástico, lámina y/o tejido, presentando las unidades de embalaje (2) por lo menos una superficie de sellado (4) integrada en el material o dispuesta sobre el mismo, apta para la unión duradera con una superficie opuesta apoyada o aplicada por presión, presentando el dispositivo de cierre (1) un dispositivo de presión
(10) con por lo menos un dispositivo de apriete (5) y por lo menos un dispositivo de presión antagonista (6) , entre los cuales las unidades de embalaje (2) pueden ser comprimidas en la zona de su (s) superficie (s) de sellado (4) , preferentemente mediante la aplicación de calor, caracterizado porque el dispositivo de apriete (5) y el dispositivo de presión antagonista (6) están configurados a modo de rodillos de apriete (17) apretados uno contra otro de manera elástica y opcionalmente calentados, los cuales presentan, a lo largo de la abertura de cierre que hay que cerrar, unas zonas de diferente presión que dependen del espesor de la capa de material.
2. Dispositivo de cierre según la reivindicación 1, caracterizado porque los rodillos de apriete (17) apoyados de forma elástica uno contra el otro están formados por una superficie de revestimiento lisa o perfilada.
3. Dispositivo de cierre según la reivindicación 2, caracterizado porque los rodillos de apriete (17) presentan una superficie de revestimiento perfilada, tal como, por ejemplo, una o varias acanaladura (s) longitudinales, transversales o diagonales.
4. Dispositivo de cierre según una de las reivindicaciones 1 a 3, caracterizado porque el dispositivo de cierre (1) , preferentemente integrado en un dispositivo de enfriamiento (8) , presenta además una estampa (9) para formar una abertura de transporte (37) en la unidad de embalaje (2) .
5. Dispositivo de cierre según la reivindicación 4, caracterizado porque la estampa (9) presenta uno o varios bordes de corte (16) , de los cuales por lo menos uno está interrumpido hacia el lado superior de la unidad de embalaje (2) .
6. Dispositivo de cierre según una de las reivindicaciones anteriores, caracterizado porque el dispositivo de cierre (1) presenta un dispositivo (11) , dispuesto preferentemente delante del dispositivo de presión (10) , para recortar el borde superior del recipiente, el cual está provisto opcionalmente de un dispositivo de aspiración (20) .
7. Dispositivo de cierre según una de las reivindicaciones anteriores, caracterizado porque sobre las superficies de sellado (4) de las unidades de embalaje (2) está aplicado un adhesivo por fusión.
8. Dispositivo de cierre según una de las reivindicaciones anteriores, caracterizado porque en el dispositivo de apriete (5) y/o en el dispositivo de presión antagonista (6) , así como también opcionalmente en el dispositivo de enfriamiento están previstos unos sensores de presión y/o de temperatura.
9. Dispositivo de cierre según una de las reivindicaciones anteriores, caracterizado porque en el dispositivo de cierre, las unidades de embalaje (2) se mantienen a la altura de sus superficies de sellado (4) entre unas cintas transportadoras (18) , las cuales se hacen pasar entre el dispositivo de apriete (5) y el dispositivo de presión antagonista (6) , conteniendo las cintas transportadoras (18) unos elementos metálicos que se pueden calentar por inducción, y estando previstas en la zona del dispositivo de presión (10) una o varias bobina (s) de inducción (19) para calentar la cinta transportadora (18) .
Patentes similares o relacionadas:
 Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
Proceso para sellar un accesorio flexible a una película flexible, del 29 de Julio de 2020, de Dow Global Technologies LLC: Un proceso que comprende:
A. proporcionar un accesorio con una base , comprendiendo la base un copolímero multibloque de etileno/α-olefina;
[…]
 Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Pared de saco, tubo de saco y saco producido a partir de éste, y método para su producción, del 29 de Julio de 2020, de MONDI AG: Pared de saco diseñada para producir un saco abierto en un lado superior por medio de al menos una costura de conexión y para cerrar dicho saco por medio […]
Elemento de ajuste para su uso en la rehabilitación de tuberías y método para producir el mismo, del 8 de Julio de 2020, de Mocs Beheer B.V: Un elemento de ajuste para su uso en la rehabilitación de tuberías con un revestimiento, el elemento de ajuste que comprende un artículo compuesto de fibras […]
Tubo de distribución para sistema de riego y fertilización y método para la fabricación del mismo, del 1 de Julio de 2020, de Responsive Drip Irrigation, LLC: Tubo de distribución , comprendiendo: un sustrato ; y un soporte acoplado al sustrato , el tubo de distribución estando configurado […]
Procedimiento de cierre de un embalaje tubular y de control continuo de la estanqueidad de su extremo soldado después del llenado, del 17 de Junio de 2020, de PIERRE FABRE DERMO-COSMETIQUE: Procedimiento de cierre de un embalaje tubular y de control de la estanqueidad de su extremo soldado , después de su llenado hasta un nivel de […]
Método para minimizar inconsistencias que aparecen sobre la superficie de un componente compuesto y una tira compuesta precurada, del 6 de Mayo de 2020, de THE BOEING COMPANY: Método para aplicar una tira compuesta precurada a un componente compuesto , comprendiendo la tira compuesta precurada una primera capa de material […]
Métodos y aparatos para el control de calidad guiado de un sistema de envasado, del 6 de Mayo de 2020, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Método para el control de calidad de un sistema de envasado, comprendiendo dicho método: recibir un registro de datos de identificación de envasado, estando relacionado […]
Un producto de rapé oral en bolsa, del 29 de Abril de 2020, de Swedish Match North Europe AB: Un producto de rapé oral en bolsa que comprende un material de relleno y una bolsa permeable a la saliva que encierra el material de relleno, […]