Cuerdas de limpieza por tracción.
Un procedimiento de fabricación de una cuerda de limpieza por tracción,
comprendiendo o incluyendo dicha cuerda de limpieza por tracción:
un filamento (1) que tiene al menos una superficie de material termoplástico; y una masa de material termoplástico moldeado (2) alrededor de dicho filamento que define un perfil de cuerda de limpieza por tracción adaptado para el fin de la cuerda de limpieza por tracción, comprendiendo dicho procedimiento:
proporcionar una alimentación por bobina o carrete de un monofilamento que tiene al menos una superficie de material termoplástico; estando el procedimiento caracterizado por que éste además comprende o incluye:
acondicionar el filamento de alimentación por bobina o carrete a una temperatura elevada a la vez que se somete a una tensión axial con el fin de reducir la memoria de bobina o carrete en el filamento; y moldear por inyección un perfil de cuerda de limpieza por tracción de material termoplástico alrededor de al menos una zona axial de dicho filamento, siendo dicho moldeo por inyección con un material termoplástico fundido capaz de "ponerse en conformidad" con la superficie del monofilamento a una temperatura por debajo del punto de fusión del filamento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NZ2000/000198.
Solicitante: GALANTAI (PLASTICS) GROUP LIMITED.
Nacionalidad solicitante: Nueva Zelanda.
Dirección: 11 BANCROFT CRESCENT GLENDENE, AUCKLAND NUEVA ZELANDA.
Inventor/es: GALANTAI,Roderick Francis.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61B1/012 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61B DIAGNOSTICO; CIRUGIA; IDENTIFICACION (análisis de material biológico G01N, p.ej. G01N 33/48). › A61B 1/00 Instrumentos para proceder al examen médico de las cavidades o conductos del cuerpo por inspección visual o fotográfica, p. ej. endoscopios (examen de las cavidades o conductos del cuerpo utilizando ondas ultrasónicas, sónicas o infrasónicas A61B 8/12; instrumentos endoscópicos para la toma de muestras celulares o para biopsias A61B 10/04; con fines quirúrgicos A61B 17/00; instrumentos quirúrgicos endoscópicos A61B 17/94; instrumentos quirúrgicos que utilizan un haz láser dirigido a lo largo o a través de un conducto flexible A61B 18/22 ); Dispositivos de iluminación al efecto (para los ojos A61B 3/00). › caracterizados por las conducciones internas o por sus accesorios.
- A61B1/12 A61B 1/00 […] › con sistemas de refrigeración o de enjuagado (A61B 1/015 tiene prioridad).
- A61B19/00
- B08B9/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B08 LIMPIEZA. › B08B LIMPIEZA EN GENERAL; PREVENCION DE LA SUCIEDAD EN GENERAL (cepillos A46; dispositivos para limpieza del hogar o análogos A47L; separación de partículas sólidas de líquidos o gases B01D; separación de sólidos B03, B07; pulverización o aplicación de líquidos u otros materiales fluidos sobre superficies en general B05; dispositivos de limpieza para transportadores B65G 45/10; operaciones combinadas de lavado, llenado y cierre de botellas B67C 7/00; inhibición de la corrosión o de la incrustación en general C23; limpieza de calles, de vías férreas, de playas o de terrenos E01H; partes constitutivas, detalles o accesorios de piscinas para nadar o para chapotear especialmente adaptados a la limpieza E04H 4/16; protección contra las cargas electrostáticas o supresión de estas cargas H05F). › Limpieza de objetos huecos por métodos o con aparatos especialmente adaptados a este efecto (B08B 3/12, B08B 6/00 tienen prioridad).
- B08B9/02 B08B […] › B08B 9/00 Limpieza de objetos huecos por métodos o con aparatos especialmente adaptados a este efecto (B08B 3/12, B08B 6/00 tienen prioridad). › Limpieza de conductos o de tubos o de sistemas de conductos o de tubos (aparatos para la limpieza de conducciones o tubos metálicos por procedimientos químicos C23G 3/04).
- B08B9/04 B08B 9/00 […] › utilizando dispositivos de limpieza introducidos y que se desplazan a lo largo de la tubería.
- B08B9/043 B08B 9/00 […] › movidos por un mecanismo articulado accionado desde el exterior, p. ej. empujados o arrastrados a través de las tuberías.
- B29C45/14 B […] › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B29K105/20 B29 […] › B29K SISTEMA DE INDEXACION ASOCIADO A LAS SUBCLASES B29B, B29C O B29D, RELATIVO A LAS MATERIAS A MOLDEAR O MATERIALES DE REFUERZO, CARGAS O PREFORMADAS, p. ej. INSERCIONES. › B29K 105/00 Presentación, forma o estado de la materia moldeada. › Elementos insertos.
- B29K23/00 B29K […] › Uso de polialcenos como material de moldeo.
- B29K623/00 B29K […] › Uso de polialquenos, para piezas preformadas, p. ej. para inserciones.
- B29L31/00 B29 […] › B29L SISTEMA DE INDEXACION ASOCIADO A LA SUBCLASE B29C, RELATIVO A OBJETOS PARTICULARES. › Otros objetos particulares.
PDF original: ES-2377191_T3.pdf
Fragmento de la descripción:
Cuerdas de limpieza por tracción
5 Antecedentes de la invención
La presente invención se refiere a una cuerda de limpieza por tracción y a procedimientos relacionados de fabricación, uso y dispensación. En una forma, tal cuerda de limpieza por tracción es una cuerda de limpieza por tracción para uso endoscópico, para la fabricación de tal aparato.
Los endoscopios requieren una limpieza frecuente. Se ha determinado que los endoscopios (tal como los que se recubren con, por ejemplo, un manguito de poliuretano) se esterilizan tal vez mejor entre usos mediante un régimen de limpieza que implica el empujar y/o tirar a su través de una escobilla, el efecto de lo cual es suavizar la superficie dirigida hacia dentro y los depósitos superficiales del manguito de poliuretano o su equivalente. Aparentemente, esto permite que se produzcan una esterilización y una limpieza química mejores. Véase, por ejemplo, el contenido publicado posteriormente a 2 de marzo de 2000 del documento PCT/AU99/00669 (WO 00/10476) de Novapharm Research (Australia) Pty Limited, la totalidad del contenido del cual se incluye en el presente documento a modo de referencia.
El documento DE 92 01 635 da a conocer un dispositivo de limpieza que comprende un cable de guía con un elemento de limpieza y un elemento de accionamiento. El cable de guía consiste o bien en una pluralidad de hebras retorcidas o bien en un filamento sintético. El elemento de limpieza se encuentra la forma de un “tubo pequeño” que se empuja sobre el extremo proximal del cable y se empuja hasta aplastarse sobre éste. Alternativamente, el elemento de limpieza puede fabricarse de polietileno, que se moldea por inyección sobre el cable de guía una vez
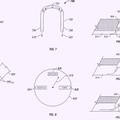
que el cable de guía se ha doblado en una estructura con forma de U.
Sumario de la invención
Un primer aspecto de la invención se dirige a un procedimiento de fabricación de una cuerda de limpieza por tracción tal como se define en las reivindicaciones adjuntas. Un segundo aspecto de la invención se dirige a una cuerda de limpieza por tracción tal como se fabrica mediante el procedimiento que se define en las reivindicaciones adjuntas.
Tal como se usa en el presente documento, la expresión “cuerda de limpieza por tracción” también incluye (cuando la circunstancia lo permite) un dispositivo de “cuerda de limpieza por empuje”. De forma frecuente, a modo de ejemplo, cuando ha de tratarse con un conducto de corta longitud, es a veces igual de conveniente empujar el cabezal de un dispositivo de tipo cuerda de limpieza por tracción a través del conducto en lugar de enroscar y a continuación tirar de la cuerda de dispositivo de limpieza a través del conducto de corta longitud. Por consiguiente, la expresión “cuerda de limpieza por tracción” en la presente memoria descriptiva y en las reivindicaciones adjuntas incluye dentro de su ámbito cualquier variante capaz en algunas circunstancias de usarse como una cuerda de limpieza por empuje.
Aspectos adicionales de la divulgación que no forman parte de la invención que se reivindica
45 También se da a conocer una cuerda de limpieza por tracción que comprende o que incluye un filamento que tiene al menos una superficie de material termoplástico, y una masa de material termoplástico moldeado alrededor de dicho filamento que define un perfil de cuerda de limpieza por tracción adaptado para el fin de la cuerda de limpieza por tracción, en la que el filamento es un monofilamento (ya sea del material o de otro modo) lo bastante rígido como para permitir su roscado a través del elemento (por ejemplo, un endoscopio, una línea de combustible, conducto, un cañón, etc.) para el que ésta está adaptada o tiene como finalidad su uso, y en la que dicha masa de material termoplástico moldeado es de un material de un punto de fusión más bajo que al menos parte de dicho filamento.
55 Preferiblemente, dicho monofilamento es de un material de plástico único.
Preferiblemente, dicho material de plástico único es polipropileno.
Preferiblemente, la masa de material termoplástico moldeado es de polietileno (por ejemplo, LLDPE) y un elastómero de poliolefina. Los ejemplos incluyen SANTOPRENE™, DOWLEX™ y ENGAGE™.
Preferiblemente, dicho filamento es de sección redonda.
65 Preferiblemente, dicha masa de material termoplástico moldeado se encuentra adyacente a un extremo de dicho filamento.
Preferiblemente, dicha masa de material termoplástico moldeado se ha moldeado por inyección alrededor de dicho filamento sólo una vez que la superficie de material termoplástico de dicho filamento sobre la que éste ha de moldearse por inyección se ha ablandado y/o acondicionado.
Preferiblemente, dicho filamento es sustancialmente recto y libre de memoria de carrete o bobina previa.
Preferiblemente, dicho filamento se acondiciona por calentamiento antes de que dicha masa se moldee por inyección.
Preferiblemente, dicho filamento se acondiciona por calentamiento y estiramiento antes de que dicha masa se moldee por inyección.
Preferiblemente, dicho filamento es un monofilamento de polipropileno que se ha calentado preferiblemente hasta de 91 a 95 º C (por ejemplo, de 93 a 95 º C) durante preferiblemente de 8 a 15 segundos (por ejemplo, alrededor de 12
segundos) a la vez que se estira preferiblemente de forma axial preferiblemente de un 1 a un 5 % de su longitud a partir de un carrete o bobina de alimentación.
Preferiblemente, dicho monofilamento de polipropileno se ha extruido a la vez que incluye un agente de generación de gas que expandirá la región central del mismo tras la salida de la boquilla.
Preferiblemente, dicho agente de generación de gas libera CO2.
Preferiblemente, dicha inclusión de agente de generación de gas es tal como para potenciar la circularidad de la sección transversal del monofilamento a partir de la boquilla de extrusión.
Preferiblemente, dicha masa es de un perfil (que a la vez que ésta puede diferir de forma axial con respecto al filamento) se prefiere que sea lateralmente simétrico alrededor de dicho filamento.
También se da a conocer una cuerda de limpieza por tracción de endoscopio, que es una cuerda de limpieza por tracción tal como se define previamente.
También se da a conocer una cuerda de limpieza por tracción de conducto, que es una cuerda de limpieza por tracción tal como se define previamente.
También se da a conocer una cuerda de limpieza por tracción usable como un aparato de limpieza de endoscopio, comprendiendo o incluyendo dicho aparato un elemento alargado capaz de insertarse en parte a través de un conducto (por ejemplo, un endoscopio y a continuación de esto tirarse completamente a través del mismo, siendo dicho elemento alargado al menos en parte de un primer material de plástico o de unos primeros materiales de plástico (a continuación en el presente documento “primer material de plástico”) , y una forma moldeada por inyección que se porta en y/o adyacente a un extremo de dicho elemento alargado, siendo dicha forma de un segundo material de plástico o de unos segundos materiales de plástico (a continuación en el presente documento “segundo material de plástico”) y siendo tal como para 45 proporcionar un efecto de suavizado y/o de limpieza tras su paso a través por tracción del conducto (por ejemplo, un endoscopio) de una configuración y/o una dimensión apropiadas, en el que la forma de dicho segundo material de plástico se ha moldeado por inyección sobre dicho primer material de plástico de dicho elemento alargado, siendo el punto de fusión de dicho segundo material de plástico menor que el de dicho primer material de plástico.
Tal como se usa en el presente documento, el “punto de fusión” con respecto al primer material de plástico y/o el segundo material de plástico incluye la fusión del material o, si se trata de una mezcla, la fusión de suficiente material del mismo.
55 Preferiblemente, dicho elemento alargado es preferiblemente un elemento parecido a un cordel. Preferiblemente, dicho elemento alargado se forma al menos sustancialmente de un material de plástico adecuado.
Preferiblemente, dicho material de plástico adecuado es de al menos un 50 % de PP (polipropileno) .
Preferiblemente,... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de una cuerda de limpieza por tracción, comprendiendo o incluyendo dicha cuerda de limpieza por tracción:
un filamento (1) que tiene al menos una superficie de material termoplástico; y una masa de material termoplástico moldeado (2) alrededor de dicho filamento que define un perfil de cuerda de limpieza por tracción adaptado para el fin de la cuerda de limpieza por tracción, comprendiendo dicho procedimiento:
proporcionar una alimentación por bobina o carrete de un monofilamento que tiene al menos una superficie de material termoplástico; estando el procedimiento caracterizado por que éste además comprende o incluye:
acondicionar el filamento de alimentación por bobina o carrete a una temperatura elevada a la vez que se somete a una tensión axial con el fin de reducir la memoria de bobina o carrete en el filamento; y moldear por inyección un perfil de cuerda de limpieza por tracción de material termoplástico alrededor de al menos una zona axial de dicho filamento, siendo dicho moldeo por inyección con un material termoplástico fundido capaz de “ponerse en conformidad” con la superficie del monofilamento a una temperatura por debajo del punto de fusión del filamento.
2. El procedimiento de la reivindicación 1, en el que el moldeo por inyección se realiza sobre el filamento (1) a la vez 25 que su superficie se encuentra a una temperatura elevada.
3. El procedimiento de la reivindicación 1 o la reivindicación 2, en el que dicho monofilamento (1) es de un material de plástico único.
4. El procedimiento de la reivindicación 3, en el que dicho material de plástico único es polipropileno.
5. El procedimiento de cualquier reivindicación anterior, en el que la masa de material termoplástico moldeado (2) es de polietileno y un elastómero de poliolefina.
7. El procedimiento de cualquier reivindicación anterior, en el que dicha masa de material termoplástico moldeado (2) se encuentra adyacente a un extremo de dicho filamento. 8. El procedimiento de cualquier reivindicación anterior, en el que dicha masa de material termoplástico moldeado (2) se ha moldeado por inyección alrededor de dicho filamento (1) sólo una vez que la superficie de material termoplástico de dicho filamento (1) sobre la que éste ha de moldearse por inyección se ha ablandado y/o acondicionado por calentamiento. 10. El procedimiento de cualquier reivindicación anterior, en el que dicho filamento (1) es un monofilamento de polipropileno que se ha calentado hasta de 91 a 95 º C. 11. El procedimiento de la reivindicación 9 o la reivindicación 10, en el que dicho calentamiento se realiza durante un periodo de 8 a 15 segundos. 12. El procedimiento de cualquiera de las reivindicaciones 9 a 11, en el que a la vez que se calienta dicho filamento 55 (1) se ha estirado de forma axial de un 1 a un 5 % de su longitud a partir de un carrete o bobina de alimentación. 13. El procedimiento de cualquier reivindicación anterior, en el que dicho filamento (1) es un monofilamento de polipropileno (1) que se extruye a la vez que incluye un agente de generación de gas que expandirá la región central del mismo tras la salida de la boquilla. 14. El procedimiento de la reivindicación 13, en el que dicho agente de generación de gas libera CO2. 15. El procedimiento de la reivindicación 13 o de la reivindicación 14, en el que dicha inclusión de agente de generación de gas ha potenciado la circularidad de la sección transversal del monofilamento (1) a partir de la 65 boquilla de extrusión. 16. El procedimiento de cualquier reivindicación anterior, en el que dicha masa (2) es de un perfil que es preferiblemente simétrico de forma lateral alrededor de dicho filamento (1) . 17. El procedimiento de cualquier reivindicación anterior, en el que dicho filamento (1) es un elemento parecido a un 5 cordel. 18. El procedimiento de la reivindicación 17, en el que dicho filamento (1) se forma al menos sustancialmente de un material de plástico. 19. El procedimiento de la reivindicación 18, en el que dicho material de plástico es de al menos un 50 % de PP (polipropileno) . 20. El procedimiento de cualquiera de las reivindicaciones 17 a 19, en el que dicho monofilamento (1) es de un 100 % de polipropileno si bien opcionalmente se sopla por un agente de soplado para asumir de ese modo una mejor 15 redondez en sección transversal. 21. El procedimiento de la reivindicación 18, en el que dicho material de plástico para el filamento (1) es de un 50 % de HDPE y un 50 % de polipropileno en peso como una mezcla o un elemento coaxial compuesto por un único monofilamento. 22. El procedimiento de cualquiera de las reivindicaciones 17 a 21, en el que dicha forma moldeada por inyección es de un material termoplástico que tiene un punto de fusión menor que el del material de plástico del filamento (1) o proporcionando el material al menos la región de resistencia axial de dicho filamento (1) . 23. El procedimiento de la reivindicación 22, en el que los dos materiales de plástico son tal como para permitir un cierto grado de combinación, prestando el diferencial de punto de fusión entre los dos materiales de plástico a los mismos a este desenlace. 24. El procedimiento de cualquiera de las reivindicaciones 17 a 23, en el que la forma moldeada por inyección es un 30 elastómero con LLDPE. 25. Una cuerda de limpieza por tracción que se fabrica de acuerdo con el procedimiento de cualquier reivindicación anterior. 26. Una cuerda de limpieza por tracción tal como se reivindica en la reivindicación 25, en la que la cuerda de limpieza por tracción es una cuerda de limpieza por tracción de endoscopio. 35 6. El procedimiento de cualquier reivindicación anterior, en el que dicho filamento (1) es de sección redonda.
45 9. El procedimiento de cualquier reivindicación anterior, en el que dicho filamento (1) se acondiciona por calentamiento antes de que dicha masa (2) se moldee por inyección.
Patentes similares o relacionadas:
Método implementado por ordenador de provisión de una representación digital de una plantilla ortodóntica para la colocación de un objeto en un diente de un paciente, del 1 de Abril de 2020, de ALIGN TECHNOLOGY, INC.: Método implementado por ordenador de provisión de una representación digital de una plantilla ortodóntica para colocar un objeto en un diente de un […]
Combinación de un instrumento de terapia y formación de imagen, del 26 de Febrero de 2020, de ETHICON, INC.: Un instrumento combinado de terapia y formación de imágenes, comprendiendo el instrumento: una sonda de terapia para producir energía para alterar el tejido; […]
 Localizador de profundidad de punción vascular, del 26 de Junio de 2019, de Terumo Puerto Rico L.L.C: Conjunto de inserción vascular, que comprende:
una vaina de inserción ;
un dilatador ;
la vaina de inserción […]
Localizador de profundidad de punción vascular, del 26 de Junio de 2019, de Terumo Puerto Rico L.L.C: Conjunto de inserción vascular, que comprende:
una vaina de inserción ;
un dilatador ;
la vaina de inserción […]
Sistemas y métodos para la fabricación de una plantilla dental, del 28 de Mayo de 2019, de ALIGN TECHNOLOGY, INC.: Método para fabricación de una plantilla dental para posicionar un objeto en un diente de un paciente, que comprende: crear un modelo de diente […]
Endoscopio y dispositivo de tratamiento de accesorios integrado, del 4 de Marzo de 2019, de C.R. BARD, INC.: Endoscopio integrado que comprende un vástago que tiene extremos proximal y distal, y un dispositivo de aposición de tejido en el extremo distal […]
Microscopio quirúrgico y sensor de frente de onda integrados, del 7 de Marzo de 2018, de ALCON RESEARCH, LTD.: Un dispositivo para medir propiedades de un ojo , comprendiendo el dispositivo : un microscopio quirúrgico , un sensor de frente de […]
Fuente de alimentación para la identificación y control de herramientas quirúrgicas eléctricas, del 10 de Enero de 2018, de MICROLINE SURGICAL, INC: Un sistema para llevar a cabo cauterización térmica, que comprende: al menos un dispositivo de cauterización térmica, y una fuente de […]
Instalación para utilizar una plantilla con el fin de formar orificios para implantes en un maxilar, del 15 de Noviembre de 2017, de NOBEL BIOCARE SERVICES AG: Una instalación para formar orificios para implantes en un maxilar , comprendiendo la instalación una plantilla que se adapta a la forma […]