Procedimiento para la fabricación de un recipiente de pared delgada, y un procedimiento para la presurización de dicho recipiente.
(25/03/2015) Un procedimiento para producir, llenar y presurizar un recipiente de plástico de pared delgada que posea una relación de peso del material / superficie de la pared que se encuentre en el rango de entre 150 g/m2 y 250 g/m2, destinado a contener un líquido plano, en cuyo caso el procedimiento incluye los siguientes pasos:
- Producción de un recipiente
- Llenado del recipiente, el cual posee tensiones residuales, bajo condiciones de frío con el líquido plano,
- Sellado del recipiente después del llenado y
- Calentamiento de la pared del recipiente, sin que se eleve la temperatura del líquido, con el fin de alcanzar el punto de transición vítrea del recipiente y de alcanzar la…
Procedimiento de tratamiento de un contenedor de plástico de pared delgada llenado en caliente y dispositivo asociado.
(19/08/2013) Procedimiento de tratamiento de un contenedor de pared delgada de material plástico, presentando dicho contenedor tensiones residuales fruto de su fabricación a partir de una preforma, habiendo sido este llenado y taponado en caliente con el contenido líquido y después enfriado una vez llenado y taponado, y estando destinado a sufrir una relajación de tensiones mediante un tratamiento térmico, caracterizado por que incluye una etapa previa a la del tratamiento térmico que consiste en ejercer fuerza mecánica sobre la superficie externa de la pared delgada del contenedor, deformado por el llenado en caliente, para generar una presión interna con el fin de compensar al menos la depresión…
Procedimiento de llenado de un contenedor con un líquido.
(13/06/2013) Procedimiento de llenado de un contenedor con un líquido que conste de las siguientes etapas:
a. Realizar un contenedor de material plástico que incluya un gollete, un cuerpo que consista en un fondo abombadohacia el gollete, y una pared lateral que se extienda desde la base hasta el gollete, presentando el contenedortensiones residuales,
b. Rellenar en caliente dicho contenedor con un líquido esterilizado,
c. Obturar el gollete con un tapón inmediatamente después del llenado,
d. Enfriar el contenedor a una temperatura por debajo de la temperatura de fijación del contenedor tras la etapa (c)
e. Permitir la formación de una depresión o de un vacío en el contenedor durante el enfriado previo a la etapa (f) y,
f. Justo después de que el líquido interior se sitúe por debajo de la temperatura de transición…
PROCEDIMIENTO DE LLENADO EN CALIENTE DE UN CONTENEDOR DE PARED DELGADA.
(20/08/2010) Procedimiento de llenado en caliente de un contenedor con un líquido esterilizado, generalmente a una temperatura situada entre 60 y 95ºC, procedimiento que consiste en realizar las etapas siguientes:
a. disponer de un contenedor realizado en un material y según un procedimiento apropiado para hacerlo resistente al llenado en caliente de dicho líquido, teniendo dicho contenedor unas tensiones residuales procedentes de su fabricación,
b. llenar dicho contenedor con dicho líquido caliente,
c. obturar enseguida después del llenado este contenedor lleno,
d. dejar enfriar por lo menos por debajo de una temperatura de fijación del contenedor, provocando una deformación por formación de una depresión en el interior del contenedor, y
e. calentar el contenedor para provocar una relajación de las…
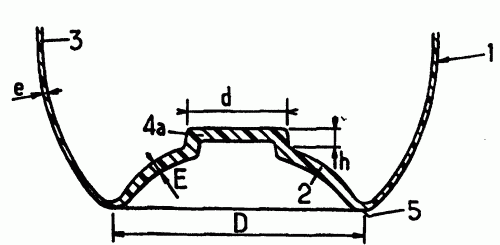
PROCEDIMIENTO PARA LA FABRICACION DE RECIPIENTES, TALES COMO BOTELLAS, CON FONDO AUTOESTABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(16/01/1999). Ver ilustración. Solicitante/s: SIDEL. Clasificación: B65D1/02.
RECIPIENTE, TAL COMO UNA BOTELLA, FRASCO O SIMILAR, CONSTITUIDO EN UN MATERIAL TERMOPLASTICO CON ORIENTACION BIAXIAL Y APTO PARA EXPERIMENTAR, SIN DEFORMACIONES NOTABLES, CONDICIONES DE UTILIZACION RELATIVAMENTE SEVERAS, PRESENTANDO DICHO RECIPIENTE UN FONDO QUE ESTA CURVADO HACIA DENTRO CON UNA CONVEXIDAD ORIENTADA HACIA EL INTERIOR (COMO EL FONDO DE UNA BOTELLA DE CHAMPAÑA) Y QUE POSEE UN ESPESOR SENSIBLEMENTE SUPERIOR AL DE LA PARED LATERAL DEL RECIPIENTE, CARACTERIZADO PORQUE EL FONDO PRESENTA UNA ZONA CENTRAL DESPROVISTA DE CONVEXIDAD ORIENTADA HACIA EL EXTERIOR.
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE RECIPIENTES, EN PARTICULAR DE BOTELLAS, DE MATERIAL TERMOPLASTICO.
Sección de la CIP Técnicas industriales diversas y transportes
(01/10/1998). Solicitante/s: SIDEL. Clasificación: B29K67/00, B29C49/48, B29C49/16.
LA INVENCION SE REFIERE A LA FABRICACION DE UN RECIPIENTE APTO PARA SER SOMETIDO POSTERIORMENTE, SIN DEFORMACIONES NOTABLES, A CONDICIONES TERMICAS SEVERAS, SEGUN LA CUAL SE MOLDEA, POR SOPLADO O ESTIRADO-.SOPLADO, A PARTIR DE UNA PREFORMA CUYO CUERPO ES CALENTADO A AL MENOS LA TEMPERATURA DE ABLANDAMIENTO DEL MATERIAL TERMOPLASTICO, UN RECIPIENTE INTERMEDIO QUE POSEE DIMENSIONES SUPERIORES A LAS DEL RECIPIENTE DEFINITIVO Y A PARTIR DEL CUAL SE PRODUCE UNA PIEZA DE CUERPO ESTRECHADO CALIENTE CON UN CUERPO DE LONGITUD PREDETERMINADA SUPERIOR A LA DEL CUERPO DEL RECIPIENTE DEFINITIVO Y A PARTIR DE LA CUAL POR SOPLADO O MOLDEADO SE MOLDEA EL CUERPO CON EXCEPCION DE LA ZONA DE FONDO DEL RECIPIENTE DEFINITIVO, SIENDO LA LONGITUD DEL RECIPIENTE DE ZONA DE FONDO NO MOLDEADA SENSIBLEMENTE LA DEL RECIPIENTE DEFINITIVO , Y POR FIN POR SOPLADO FINAL SE MOLDEA EL CUERPO Y LA ZONA DE FONDO A LOS QUE SE LES DA SUS FORMAS Y DIMENSIONES DEFINITIVAS, PARA OBTENER EL RECIPIENTE DEFINITIVO.
{kind=link}