10 inventos, patentes y modelos de FINETTI, PRIMO
Tira continua de recipientes y uso de la misma.
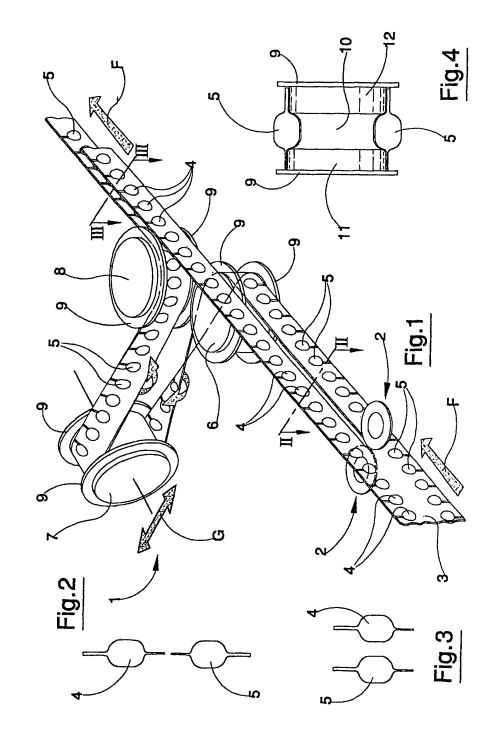
(23/10/2013) Tira continua de recipientes , en la que:
- los recipientes están distribuidos gradualmente uno después del otro según un eje longitudinal de la tira ;
- la tira de recipientes tiene al menos una zona de borde longitudinal desde la que sobresalen lateralmenteunas clavijas de tracción, estando previstas dichas clavijas para interactuar por contacto en uso con undispositivo de desplazamiento para desplazar la tira ;
- la tira comprende, para cada clavija de tracción, al menos un saliente opuesto correspondiente quesobresale desde el lado opuesto de la zona de borde longitudinal,
caracterizada por el hecho de que el borde de la tira está configurado de manera sinuosa,…
Aparato y procedimiento para el centrado de una impresión.
(11/04/2012) Aparato, que comprende unos medios de acumulación , para la formación de una pluralidad debucles en una banda de material en lámina, de tal modo que dicho material en lámina puede deslizaralejándose de dichos bucles durante la formación de cavidades; unos medios de movimiento dispuestospara mover un bloque en el cual se obtienen unas cavidades ; comprendiendo dichos medios de acumulaciónunos elementos laminares que son móviles entre una posición retraída (A), en la cual están contenidos en unosasientos respectivos y una posición avanzada (B), en la cual dichos elementos laminares emergenparcialmente de dichos asientos…
RECIPIENTE, APARATO Y MÉTODO PARA PRODUCIR UN RECIPIENTE.
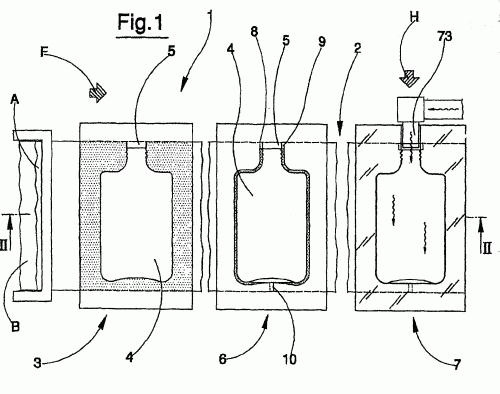
(05/12/2011) Aparato para envasar productos fluidos al menos inicialmente, que comprende medios de conformación por estiramiento dispuestos para estirar una primera banda de material laminar y una segunda banda de dicho material laminar, siendo deformable dicho material laminar por estiramiento y comprendiendo una película que es poco estirable, de forma específica, una película hecha de aluminio, medios de soldadura térmica dispuestos corriente abajo con respecto a dichos medios de conformación para soldar dicha primera banda a dicha segunda banda , caracterizado porque dichos medios de conformación comprenden una primera estación de conformación y una segunda estación de conformación una junto a la otra y dispuestas para conformar, por estiramiento, primeras cavidades y segundas cavidades en dicha primera…
PROCEDIMIENTO Y DISPOSITIVO PARA BASCULAR UNA BANDA CONTINUA DE CONTENEDORES REALIZADOS EN MATERIAL TERMOCONFORMABLE.
Sección de la CIP Técnicas industriales diversas y transportes
(01/12/2008). Ver ilustración. Solicitante/s: SARONG S.P.A.. Clasificación: B65B9/04, B65B47/00.
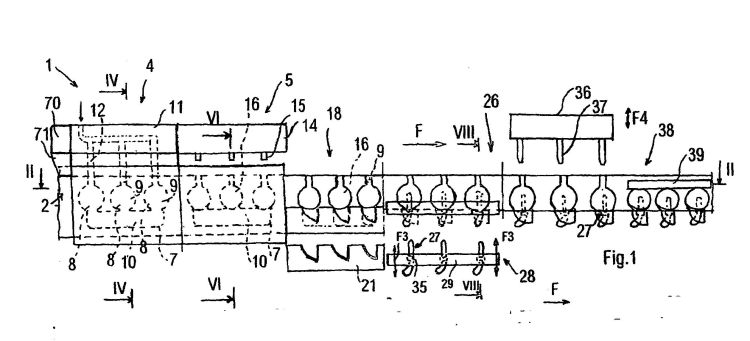
Procedimiento de basculación de una banda continua de contenedores realizados en un material termoconformable, en el que por lo menos una primera banda continua de contenedores posicionados uno detrás de otro es alimentada a lo largo de una línea de avance (F) hacia por lo menos una estación de llenado, siendo cambiada, antes de la estación de llenado, la orientación de la primera banda de contenedores, caracterizado porque la primera banda de contenedores es guiada para seguir una trayectoria desviada que comprende en primer lugar una desviación en una dirección transversal con respecto a la línea de avance (F) y regresa a continuación hacia la línea; siendo la orientación de la primera banda de contenedores cambiada cuando es desviada.
APARATO PARA TERMOCONFORMAR CONTENEDORES CON UN FLUJO DE FLUIDO ESTERIL GUIADO ALREDEDOR DE ESTACIONES DE TRABAJO.
Sección de la CIP Técnicas industriales diversas y transportes
(16/04/2008). Ver ilustración. Solicitante/s: SARONG SOCIETA'PER AZIONI. Clasificación: B29C49/00, B29C49/46.
Aparato para termoconformar unos contenedores mediante la inyección de un fluido de conformación, que comprende una pluralidad de estaciones de trabajo a través de las cuales avanza un material en hoja que se va a termoconformar, unos medios de generación de flujo para generar un flujo de fluido estéril previstos para esterilizar dichas estaciones de trabajo , caracterizado porque comprende asimismo unos medios de difusión dispuestos para guiar las líneas de circulación de dicho flujo a lo largo de unas trayectorias preestablecidas.
PROCEDIMIENTO Y APARATO DE ENVASADO Y UNIDAD DE ENVASADO.
Secciones de la CIP Necesidades corrientes de la vida Técnicas industriales diversas y transportes
(01/04/2008). Ver ilustración. Solicitante/s: SARONG SOCIETA'PER AZIONI. Clasificación: A23G7/00, A23G9/26, A23G3/02, B65D85/78, B65B3/02, A23G9/22.
Procedimiento de envasado de un producto, que comprende la realización de una cavidad (16a) destinada a contener el producto al inyectar un fluido de conformación a través de una abertura de unos medios a modo de receptáculo , proporcionando un asa que se extiende parcialmente en dicha cavidad (16a), caracterizado porque, dicha provisión comprende la realización de una abertura adicional en dichos medios a modo de receptáculo y la introducción de dicho asa a través de dicha abertura adicional.
PROCEDIMIENTO DE FORMACION DE TIRAS DE ENVASES.
(16/12/2007) Procedimiento de formación de tiras de envases, en el que: por lo menos dos bandas continuas, enfrentadas entre sí, se alimentan de forma intermitente, a lo largo de una dirección de avance (F) y con un paso de avance preestablecido a lo largo de una línea de alimentación a través de una o más estaciones de funcionamiento que transforman las bandas en por lo menos una sola tira continua de envases (A), estando cada uno de los envases provistos de por lo menos una boca; los envases (A) son formados sobre la tira en dos hileras paralelas que son opuestas con respecto a una zona media longitudinal, estando las bocas de los envases de una primera hilera dispuestas en un primer borde longitudinal de la tira y orientada en dirección opuesta a la de dicha zona…
MAQUINA PARA CONFORMAR CONTENEDORES.
(16/10/2007) Máquina para conformar contenedores que comprende una línea de alimentación dispuesta para indexar por lo menos una banda continua , según una dirección de avance (F), una pluralidad de estaciones de funcionamiento dispuestas a lo largo de dicha línea de alimentación y funcionalmente asociadas con la banda para conformar por lo menos una tira continua de contenedores (C) y unos medios de posicionamiento para ajustar la posición de una o más estaciones de funcionamiento de dicha pluralidad de estaciones de funcionamiento de acuerdo con una dirección de posicionamiento que es paralela a dicha dirección de avance (F) caracterizada porque dichos medios de posicionamiento desplazan, de un modo controlado, dos o más estaciones de funcionamiento, o grupos de estaciones de funcionamiento en la dirección…
PROCEDIMIENTO Y MAQUINA PARA LA FORMACION DE RECIPIENTES.
Sección de la CIP Técnicas industriales diversas y transportes
(16/09/2004). Ver ilustración. Solicitante/s: SARONG S.P.A.. Clasificación: B29C49/00.
Procedimiento para la formación de recipientes realizados en un material soldable, que comprende las siguientes etapas: proporcionar por lo menos dos bandas de material soldable, orientadas mutuamente (A y B) en un sentido de avance (F); soldar las bandas en una zonas de soldadura predeterminadas para crear unas celdas ; e introducir cada una de las celdas en una cavidad formadora y provocar la expansión de la celda en el interior de la cavidad formadora ; caracterizado porque antes de provocar la expansión de la celda , por lo menos una parte de la zona de soldadura en un borde de por lo menos una celda se troquela, se dobla y se introduce en la cavidad formadora.
APARATO PARA LA FORMACION DE CELDAS EN TIRAS CONTINUAS, PARTICULARMENTE PARA EL ENVASADO DE SUPOSITORIOS O SIMILARES.
Sección de la CIP Técnicas industriales diversas y transportes
(01/11/1994). Solicitante/s: SARONG S.P.A.. Clasificación: B29C49/00, B65B9/04.
EL APARATO INCLUYE UNAS ABRAZADERAS DE AVANCE (2A, 2B) QUE MUEVEN DOS PELICULAS QUE SE MIRAN MUTUAMENTE (4A, 4B) A LO LARGO DE UNA DIRECCION DE AVANCE SOBRE LA CUAL SE ENCUENTRAN DISPUESTOS EN SECUENCIA LOS SIGUIENTES DISPOSITIVOS: DOS MEDIOS MOLDES (5A), LOS CUALES SUELDAN MUTUAMENTE LAS DOS PELICULAS EN ZONAS PRESELECCIONADAS PARA DEFINIR CELDAS QUE ESTAN ABIERTAS HACIA UN BORDE LONGITUDINAL DE LAS PELICULAS; DOS MEDIOS MOLDES (6A, 6B) PARA CALENTAR LAS PELICULAS SOLDADAS; UNA ZONA DE FORMACION DE LAS CELDAS . UNAS BOQUILLAS PARA LA INYECCION DE AIRE, INSERTADAS ENTRE LAS DOS SOLAPAS DE LAS PELICULAS EN EL LADO DEL BORDE LONGITUDINAL ANTES MENCIONADO, Y DOS MEDIOS MOLDES CONFORMADORES, EN LOS CUALES SE DEFINEN LAS CAVIDADES EN LAS CELDAS, FUNCIONAN EN LA MENCIONADA ZONA DE CONFORMACION. UNOS BIFURCADORES PARA SEPARAR LAS DOS LENGUETAS DE LAS PELICULAS SE ENCUENTRAN EN UN LUGAR PROXIMO A LA ZONA DE CONFORMACION PARA FACILITAR LA INSERCION DE LAS BOQUILLAS DE INYECCION DE AIRE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}