CIP-2021 : B23P 9/04 : Tratamiento o acabado por martillado o por presión repetida.
CIP-2021 › B › B23 › B23P › B23P 9/00 › B23P 9/04[1] › Tratamiento o acabado por martillado o por presión repetida.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23P OTROS PROCEDIMIENTOS PARA EL TRABAJO DEL METAL NO PREVISTOS EN OTRO LUGAR; OPERACIONES MIXTAS; MAQUINAS HERRAMIENTAS UNIVERSALES (dispositivos para el copiado o el control B23Q).
B23P 9/00 Tratamiento o acabado mecánico de superficies, con o sin calibrado, con el fin primordial de resistir mejor al desgaste o a los golpes, p. ej. tratamiento de aletas de turbina o de palieres para tornarlos lisos o rugosos (tratamiento cubierto por una sola de las otras subclases, ver la subclase en cuestión, p. ej. B24C, C21D 7/00, C22F 1/00 ); Características, no previstas en otro lugar, de tales superficies cuando su tratamiento no está precisado.
B23P 9/04 · Tratamiento o acabado por martillado o por presión repetida.
CIP2021: Invenciones publicadas en esta sección.
Procedimiento y dispositivo para el endurecimiento por choque de los radios de transición de un cigüeñal.
(08/07/2020). Solicitante/s: MASCHINENFABRIK ALFING KESSLER GMBH. Inventor/es: REEB,ALFONS, SCHMIDT,JOCHEN, GRIMM,KONRAD.
Dispositivo para el endurecimiento por choque de los radios de transición de un cigüeñal , en particular de los radios de transición entre los muñones de cojinete de biela y las gualderas de cigüeñal y/o los radios de transición entre los muñones de cojinete principal y las gualderas de cigüeñal del cigüeñal , que comprende al menos un dispositivo de percusión , para introducir una fuerza de percusión (Fs) en al menos un radio de transición , caracterizado por que el dispositivo de percusión presenta varias herramientas de percusión , donde los cabezales de percusión de al menos dos herramientas de percusión están asociados al mismo radio de transición y/o por que el dispositivo de percusión presenta al menos una herramienta de percusión con varios cabezales de percusión que están asociados al mismo radio de transición.
PDF original: ES-2823578_T3.pdf
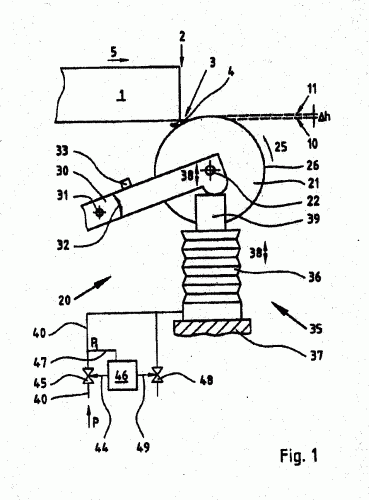
Dispositivo de martilleo para la influencia en piezas de trabajo y procedimiento correspondiente.
(04/06/2019). Solicitante/s: ECOROLL AG, WERKZEUGTECHNIK. Inventor/es: OSTERTAG, ALFRED, ZENK,STEFAN.
Dispositivo de martilleo para la influencia en zonas periféricas de piezas de trabajo , con
(a) un útil de percusión para la actuación sobre la pieza de trabajo ,
(b) un mecanismo de percusión , que presenta un percutor para la generación de un pulso de percusión sobre el útil de percusión , y
(c) un accionamiento para el accionamiento del mecanismo de percusión ,
(d) en donde el mecanismo de percusión presenta al menos un segundo percutor para la generación de un pulso de percusión sobre el útil de percusión ,
caracterizado porque
(e) el mecanismo de percusión
- presenta un árbol de accionamiento , que se extiende a lo largo de un eje de accionamiento (A), y
- un anillo oscilante para la conversión de un movimiento giratorio del árbol de accionamiento en un movimiento translativo y
(f) el primer percutor
y
el segundo percutor están accionados por el anillo oscilante.
PDF original: ES-2715554_T3.pdf
HERRAMIENTA DE BRUÑIDO CON BOLA ASISTIDA POR VIBRACIONES ULTRASÓNICAS.
(27/09/2018). Solicitante/s: UNIVERSITAT POLITECNICA DE CATALUNYA. Inventor/es: TRAVIESO RODRÍGUEZ,José Antonio, JEREZ MESA,Ramón, GÓMEZ GRAS,Giovanni, LLUMÀ I FUENTES,Jordi.
La herramienta de bruñido con bola asistida por vibraciones ultrasónicas comprende un cabezal de bruñido que incluye una bola bruñidora soportada en un cuerpo de cabezal y una unidad de transmisión de vibraciones ultrasónicas que incluye uno o más cuerpos cerámicos piezoeléctricos alojados en una carcasa que tiene un extremo distal fijado a un extremo proximal del cuerpo de cabezal . Entre el extremo distal del cuerpo de cabezal y la bola bruñidora están interpuestas una pluralidad de esferas de apoyo insertadas en un surco anular formado en una superficie perpendicular al eje central (E) del cuerpo de cabezal . La unidad de transmisión de vibraciones ultrasónicas , el cuerpo de cabezal y la bola bruñidora están alineados a lo largo de un eje central (E).
Procedimiento para la elevación de la tenacidad a la rotura de la capa marginal de un corte de metal duro de una broca.
(22/10/2014) Procedimiento para la elevación de la tenacidad a rotura de la capa marginal de un corte de metal duro de una broca para la mecanización de perforación por percusión de materiales duros, con preferencia de piedra u hormigón, caracterizado por la combinación de las siguientes etapas del procedimiento:
- reparación de una broca, que dispone de un corte de metal duro perfilado acabado,
- tratamiento de al menos una zona parcial del corte de metal duro perfilado acabado por medio de una entrada de energía mecánica superficial, de tal manera que se utiliza una pluralidad de herramientas sin aristas vivas, respectivamente, con un diámetro de la herramienta de hasta 6mm, que se dirige con un impulso propio ajustado dosificado sobre al menos una zona parcial del corte de metal duro ejecutando trabajo de deformación en la capa…
Tubería y su procedimiento asociado.
(25/02/2013) Tubería, del tipo que comprende:
- un cuerpo de base de metal, que define una superficie exterior del cuerpo de base y una superficieinterior de cuerpo de base, y
- un revestimiento interior aplicado a la superficie interior del cuerpo de base, comprendiendo elrevestimiento interior una materia termoplástica a base de poliolefinas o a base de poliamida, caracterizadapor el hecho de que el cuerpo de base es de fundición
Herramienta de tratamiento de superficie de un tubo.
(26/09/2012) Herramienta de tratamiento de la superficie interior de un cuerpo de base de un tubo, definiendo la herramienta un eje central (Y-Y) y comprendiendo un tramo axial de martilleo provisto por lo menos de un primerelemento de martilleo radialmente móvil con respecto al eje central (Y-Y) de la herramienta y libre en rotaciónalrededor de un eje propio (Z-Z) que se extiende paralelamente al eje central de la herramienta, caracterizadoporque la herramienta comprende un tramo axial de mandrilado provisto de por lo menos una cuchilla demandrilado radialmente móvil con respecto al eje central (Y-Y) de la herramienta.
PROCEDIMIENTO PARA EL MICROFORJADO EN FRIO DE CUALESQUIERA SUPERFICIES TRIDIMENSIONALES DE FORMA LIBRE.
(29/07/2010) Procedimiento electromagnético para el tratamiento, el pulido y el endurecimiento en frío de la superficie de herramientas, partes de máquinas y otras partes por el martilleado de una cabeza de impacto (1a) sobre la superficie de dichas partes por medio del alojamiento de las mismas en un maquina de elaboración o en un robot caracterizado porque la cabeza de impacto (1a) sin corriente magnética se mantiene en una posición de descanso por un fluido magnético (B1) y la frecuencia de impacto y la amplitud de impacto por el flujo de una corriente alternativa o de una corriente magnética pulsada , con o sin un componente de corriente continua variable a través de las espiras de al menos una bobina ubicada dentro del mismo flujo magnético (B1) o de un diferente flujo magnético (B2), se producen en tal forma variable que la distancia del punto instantáneo…
GRUA CON CHAPA DE REFUERZO.
(12/05/2010) Grúa, especialmente grúa de carga transportable en camiones, que está provista en al menos una zona sometida a cargas altas con una chapa de refuerzo , que está soldada sobre el componente correspondiente de la grúa, caracterizada porque la costura de soldadura y la zona de la chapa de refuerzo , adyacente a la costura de soldadura , es rectificada y conformada en frío, al menos por secciones, especialmente a través de martilleo o punzonado, en la que secciones terminadas en punta de la chapa de refuerzo están rectificadas
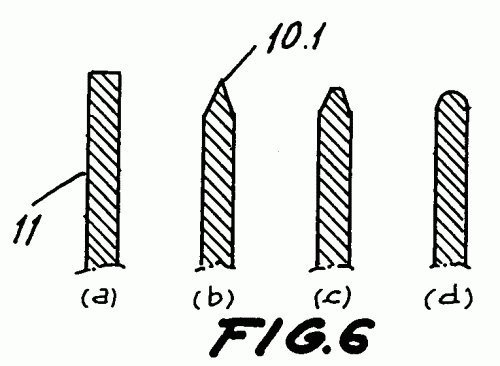
PROCEDIMIENTO PARA LA FABRICACION DE UN FLEJE PARA TROQUEL.
(16/11/2005). Ver ilustración. Solicitante/s: SERVITROQUEL, S.A. Inventor/es: LORENTE NEIRA,JOAN.
"Procedimiento para la fabricación de un fleje para troquel". Se realiza a partir de un fleje sin mecanizar en cuyo borde superior existen zonas de cortado y zonas de doblado adoptando las primeras una forma de filo y las segundas una configuración semicircular irregular, con una desviación según una distancia "d". Comprende la producción del citado filo según la zona de cortado ; el cortado del vértice hasta formar en el borde superior una sección transversal a modo de trapecio isósceles y la producción de la zona de doblado mediante un único golpe con la ayuda de un útil que en planta presenta una configuración en "T" cuya base se prolonga en forma de trapecio y presenta en la parte central de la base menor una hendidura de configuración circular abierta.
DISPOSITIVO Y PROCEDIMIENTO PARA LA ELIMINACION DE UNA REBABA DE UN BORDE DE CORTE DE UN SEMIPRODUCTO COLADO EN CONTINUO.
(01/07/2005). Ver ilustración. Solicitante/s: CONCAST STANDARD AG. Inventor/es: SCHMID, MARKUS.
EL DISPOSITIVO PARA ELIMINACION DE UNA REBABA EN UN CANTO DE CORTE DE UN SEMIPRODUCTO DE FUNDICION DE COLADA EN CUERDA ABARCA UN CUERPO DE ROTACION , QUE ES GIRATORIO ALREDEDOR DE UN EJE DE GIRO MODIFICABLE EN SU POSICION Y CUYA SUPERFICIE PUEDE SER PUESTA EN CONTACTO CON LA REBABA . SE HA PREVISTO UN MEDIO PARA PRESIONADO DE LA SUPERFICIE CON UNA FUERZA DE PRESIONADO (P 1 ) PREVIAMENTE DADA EN EL CANTO DE CORTE CON LA REBABA . EL MEDIO PERMITE UN PRESIONADO CONTROLADO. A TRAVES DEL CONTROL DE LA FUERZA DE PRESIONADO SE PERMITE UNA ELIMINACION DE REBABA COMODA TANTO PARA EL DISPOSITIVO DE DESBARBADO, COMO TAMBIEN PARA EL SEMIPRODUCTO.
{kind=link}
{kind=link}