CIP-2021 : B21J 9/02 : Realizaciones o estructuras especiales.
CIP-2021 › B › B21 › B21J › B21J 9/00 › B21J 9/02[1] › Realizaciones o estructuras especiales.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27).
B21J 9/00 Prensas para forjar.
B21J 9/02 · Realizaciones o estructuras especiales.
CIP2021: Invenciones publicadas en esta sección.
Cuña conformada por cabeceado en frío para el uso en hormigón postensado.
(18/03/2020). Solicitante/s: SORKIN, FELIX L.. Inventor/es: SORKIN, FELIX L..
Un método para conformar una cuña para hormigón postensado comprendiendo:
proporcionar un cable ;
alimentar una porción del cable en una máquina de cabeceado en frío;
cabecear en frío una porción del cable para conformar
al menos un patrón de cuña ;
y el acabado del patrón de cuña para conformar la cuña ;
donde el cabeceado en frío en una porción del cable para conformar al menos un patrón de cuña comprende:
alimentar una porción del cable entre un primer y un segundo troquel de conformación (109a, 109b); remodelar la porción del cable por el primer y segundo troquel de conformación (109a, 109b); y separar la porción remodelada del cable del primer cable para conformar al menos un patrón de cuña.
PDF original: ES-2790660_T3.pdf
Dispositivo para aplicar una fuerza de presión a un elemento de fijación.
(26/02/2020) Un dispositivo para actuar sobre un elemento de fijación con una fuerza aplicada, de modo que el elemento de fijación sufre deformación plástica debido a la aplicación de fuerza, que comprende:
a. una parte de cabeza montada de forma móvil que tiene un cabezal de procesamiento , en particular diseñado como un elemento de ariete o rodante para deformación rodante, en donde el cabezal de procesamiento está diseñado para contactar el elemento de fijación;
b. una primera unidad diseñada para impulsar la traducción de la parte de cabeza en el eje longitudinal de la parte de cabeza , en particular para conducirlo de modo que la fuerza aplicada se aplica al elemento de fijación por el cabezal de procesamiento ;
c. un segundo accionamiento diseñado para impulsar una rotación del cabezal de…
Prensa y procedimiento para deformar piezas metálicas.
(20/05/2019) Una prensa para deformar al menos una pieza metálica que tiene inicialmente la forma de palanquilla o de producto semiacabado similar, que comprende al menos un molde para dicha pieza metálica y al menos un pasador central deformante que puede ser insertado, al menos parcialmente y de forma reversible, en dicho molde para deformar de forma plástica dicha pieza metálica, estando dispuesto dicho pasador central en un pistón amovible a lo largo de un primer eje, estando conectado dicho pistón a través de una biela con un elemento de movimiento de vaivén al menos axialmente a lo largo de un segundo eje incidente con respecto a dicho primer eje, siendo accionado eléctricamente dicho elemento de movimiento, en la que un cigüeñal , restringido en un extremo a un cojinete respectivo , está restringido, al menos libremente, para girar…
Prensa para el trabajo en paralelo al tiempo útil.
(15/02/2019) Prensa con
- al menos un empujador de prensa, con el que en el caso de accionar la prensa puede realizarse una carrera (h) de prensa,
- al menos una primera estación de trabajo y una segunda estación de trabajo, presentando la primera y la segunda estación de trabajo en cada caso una pieza inferior de herramienta y una pieza superior de herramienta, estando formada mediante la pieza inferior de herramienta y la pieza superior de herramienta de la primera estación de trabajo una primera fase de deformación y mediante la pieza inferior de herramienta y la pieza superior de herramienta de la segunda estación de trabajo una segunda fase de deformación,
caracterizada porque la prensa presenta un elemento mecánico para la transmisión…
PRENSA PARA COMPACTACIÓN Y CONFORMACIÓN DE PIEZAS O PRODUCTOS ANGULARES.
(05/07/2018) En la presente invención se describe una prensa para compactación y conformación de piezas o productos angulares, la cual está comprendida por una estructura de sustento, un mecanismo de suministro y aplicación de fuerza en un solo eje y al menos dos placas de presión, en donde cada una de dichas placas de presión tienen sus superficies de presión anguladas, conformando una pieza angular en forma de "V". Asimismo, cada una de las superficies angulares de dichas placas de presión, pueden estar recubiertas por dos platos diagonales unidos en su vértice, conformando una pieza angular en forma de "V", de manera que mientras la primera de las placas de presión se encuentra…
DISPOSITIVO PARA ALIGERAR EL PESO DE COMPONENTES DE VEHÍCULOS.
(30/11/2017). Solicitante/s: CIE AUTOMOTIVE, S.A.. Inventor/es: LARRUCEA DE LA RICA,Francisco, MANSO RODRÍGUEZ,Virginia.
El dispositivo para aligerar el peso de componentes de vehículos comprende un utillaje provisto de una huella donde se forma el componente y una pluralidad de cuerpos desplazables (1a, 1b), que son desplazables entre una posición inicial y una posición final, de manera que en la posición final un extremo de cada cuerpo desplazable (1a, 1b) penetra en la huella del utillaje para formar una cavidad para aligerar el peso en un componente de vehículo , en el que al menos uno de dichos cuerpos desplazables (1b) es desplazable lateralmente. Permite realizar el aligeramiento del peso de una manera más sencilla y productiva que en los sistemas conocidos actualmente. Esto se consigue porque los cuerpos desplazables no interfieren entre sí durante su movimiento, de manera que se proceso de aligerado se puede realizar en un proceso de forjado de un solo golpe.
Útil para la transformación de una zona extrema de un casquillo rígido y articulación elástica.
(18/10/2017) Útil rotatorio para la transformación de una zona extrema de un casquillo rígido de una articulación elástica, que comprende:
- un cuerpo de moldeo con una superficie de moldeo, sobre la que se puede transmitir rodando a la zona extrema una fuerza de transformación,
- una instalación para la introducción dirigida de la fuerza de transformación en la zona extrema con al menos una componente de dirección no insignificante, que apunta radialmente hacia dentro con respecto al eje de rotación (R) del útil, y
- un limitador de transformación, que limita radialmente hacia dentro una transformación de la zona extrema del casquillo ,
caracterizado por que la instalación:
- presenta una estructura circundante para la introducción de la fuerza de transformación…
Procedimiento para la fabricación de elementos de cuerpo hueco así como útil compuesto consecutivo para la realización del procedimiento.
(26/04/2017) Procedimiento para fabricar elementos de cuerpo hueco (21, 21'), tales como elementos de tuerca, para el montaje en piezas constructivas que constan habitualmente de chapa , en particular para la fabricación de elementos de cuerpo hueco con un contorno externo al menos esencialmente cuadrado o rectangular, mediante el corte a medida de elementos individuales de un perfil que se presenta en forma de una barra perfilada o de una bobina tras el troquelado previo de agujeros en el perfil, dado el caso con configuración subsiguiente de un cilindro roscado Z r , empleando un útil compuesto consecutivo con varias…
Prensa de embutir con dos portamachos acoplables.
(04/03/2015) Prensa de embutir con un primer portamachos montado de manera desplazable por un primer accionamiento del portamachos en una dirección (A) de trabajo en un armazón de la prensa, con un segundo portamachos montado de manera desplazable por un segundo accionamiento en una dirección (A) de trabajo en un armazón de la prensa, caracterizada porque los dos accionamientos poseen cada uno un motor eléctrico y pueden ser accionados independientemente entre sí, porque se prevé una unidad de mando para la activación de los dos accionamientos de los portamachos y porque se prevé un medio de acoplamiento, que puede ser conmutado entre un estado de desacoplamiento, que permite movimientos independiente de los accionamientos de los portamachos y un estado de acoplamiento, que impide el movimiento relativo de los dos portamachos…
APARATO Y METODO PARA LA FABRICACION DE TERMINALES PARA BATERIAS.
(12/06/2014). Ver ilustración. Solicitante/s: KURT-MAYRL-Y-SANCHEZ-JUAREZ, Jose-Antonio. Inventor/es: MAYRL-SADA,Fernando.
Un método y aparato para la producción de terminales para baterías automotrices el cual incluye medios de prensa, medios punzonadores y medios perforadores en el mismo aparato.
Procedimiento para la fabricación de elementos de cuerpo hueco, elemento de cuerpo hueco, así como útil compuesto progresivo.
(25/09/2013) Procedimiento para la fabricación de elementos de cuerpo hueco , como elementos tipo tuerca, para el montaje en componentes hechos habitualmente de chapa, en particular para la fabricación de elementos de cuerpo hueco con un contorno exterior al menos sustancialmente cuadrado o rectangular, mediante el corte a medida de elementos individuales de un perfil que se presenta en forma de una barra perfilada o de una bobina tras un punzonado previo de agujeros en el perfil, dado el caso con posterior formación de un cilindro roscado aplicándose un útil compuesto progresivo con varias estaciones de trabajo (A, B, C, D), en las que se realizan mecanizados correspondientes, caracterizado por las siguientes etapas:
a) que en una primera etapa, partiendo de un perfil de sección transversal rectangular,…
Procedimiento y dispositivo para implantar en un componente mecánico, en particular en una pieza de chapa, un elemento de fijación.
(10/04/2013) Procedimiento para implantar un elemento de fijación en una pieza de chapa previamente perforada,cuyo elemento de fijación posee una cabeza , un vástago de remache tubular, que se disponeconcéntricamente a un eje de simetría del elemento de fijación o bien a un vástago de fijacióndel elemento de fijación y que se convierte en la cabeza a través de una superficie de apoyo, que seextiende en dirección radial, haciéndose pasar el vástago de remache a través del orificio de lachapa y abatiéndose los rebordes del vástago de remache, con lo cual se inmoviliza la pieza de chapa en lazona del orificio entre la superficie de apoyo y el vástago…
Método y un aparato para la producción de terminal para un acumulador de tipo plomo-ácido.
(09/05/2012) Un método para fabricar un terminal de plomo para un acumulador mediante deformación plástica en un aparato de trabajo en frío que tiene una estación formadora y al menos una estación de deformación, que comprende los pasos de:
a) formar, en la estación formadora, un vástago que tiene una extensión longitudinal a lo largo de un eje longitudinal suyo para proveer partes base y de contacto para el terminal y tiene un tamaño proporcionado con el tamaño de la pieza final terminal a ser fabricada;
b) transferir el vástago a dicha al menos una estación de deformación del aparato;
c) realizar una primera deformación del vástago para la formación interior y exterior de su parte base; y
d) realizar una segunda deformación del vástago para realizar…
PROCEDIMIENTOS PARA LA EXTRUSION EN FRIO DE ELEMENTOS METALICOS CON ORIFICIOS CIEGOS O PASANTES E INSTALACION PARA LLEVAR A CABO DICHOS PROCEDIMIENTOS.
(16/05/2006) Procedimiento para el proceso en frío de elementos tubulares metálicos u otros elementos con orificios ciegos o pasantes, tuercas o similares, que tienen un diámetro superior a 30 mm, comprendiendo las siguientes etapas de mecanización: - disponer y preparar una pieza en bruto en forma de bobinas o varillas de material macizo; - enderezar en el caso de una pieza en bruto en forma de bobina y cortar el material metálico en piezas de una longitud determinada; - prensar de forma continuada por el paso de dichas piezas de forma secuencial por una serie de estaciones de trabajo de un centro de mecanización que consiste en varias prensas hidráulicas…
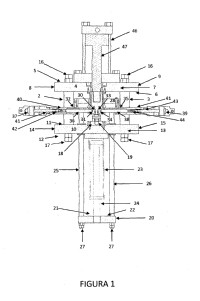
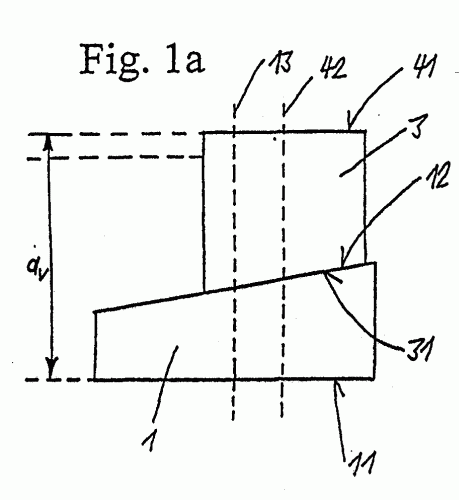
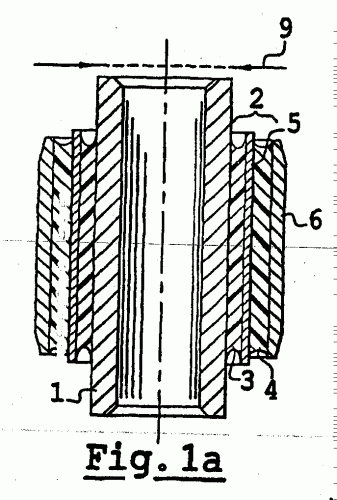
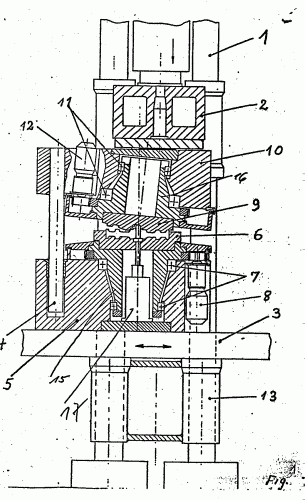
MAQUINA DE CONFORMACION CON DISCO BISELADO GIRATORIO.
(01/08/2005). Ver ilustración. Solicitante/s: HATEBUR UMFORMMASCHINEN AG. Inventor/es: MULLER, FRANCOIS, STEINHAUSER, ULRICH.
Máquina de conformación que comprende por lo menos una estación de conformación con un punzón y una matriz como herramientas y un dispositivo para el ajuste de la posición axial de una de las dos herramientas, de manera que el dispositivo comprende una cuña de ajuste con una superficie de apoyo , la cual está en contacto con un cuerpo de base , caracterizada porque la cuña de ajuste es un disco biselado giratorio que puede girar alrededor de un eje de giro , que presenta sobre uno de los lados del disco la superficie de apoyo y sobre el otro lado del disco un plano inclinado, y el dispositivo presenta además un elemento de presión con una superficie frontal , la cual está en contacto de tal manera con el plano inclinado, que en caso de un giro del disco biselado giratorio se desplaza excéntricamente respecto de éste hacia el eje de giro , en el que al mismo tiempo varía la distancia axial entre el elemento de presión y el cuerpo de base.
PROCEDIMIENTO PARA LA ESTAMPACION DE UN CASQUILLO, PRINCIPALMENTE DE UN CASQUILLO QUE FORMA UNA ARTICULACION ELASTICA Y CASQUILLO Y ARTICULACION ELASTICOS OBTENIDOS SEGUN ESTE PROCEDIMIENTO.
(16/07/2005). Ver ilustración. Solicitante/s: MICHELIN AVS S.A.S. Inventor/es: GAUTHERON, MICHEL.
Procedimiento para la estampación de un casquillo en el que - se realiza un casquillo , - se somete una extremidad del casquillo a una estampación para formar sobre un borde de extremidad en este casquillo, dientes en relieve, caracterizado por que - se forman cavidades en el transcurso de esta estampación sobre este borde de extremidad de este casquillo.
PRENSA DE FORJA CON DISPOSITIVO DE AJUSTE EN EL LADO DE LA MATRIZ.
(01/05/2005) Prensa de forja con · un lado de apoyo fijo durante el proceso de conformación, que comprende una matriz , · un lado de impacto que, durante el proceso de conformación, comprende un carro móvil en dirección longitudinal con un punzón , · un primer dispositivo de ajuste para la regulación de la altura de cierre (h), · un tope para el extremo posterior de la pieza y · un segundo dispositivo de ajuste (5') para la regulación de la posición longitudinal del tope respecto de la superficie de impacto delantera (2a) de la matriz , donde · el primer dispositivo de ajuste se encuentra dispuesto sobre el lado de apoyo de la prensa de forja, caracterizada porque el acoplamiento del primer y segundo…
DISPOSITIVO Y PROCEDIMIENTO PARA CONFORMACION, EN PARTICULAR CON DISPOSITIVO DE CIERRE HIDRAULICO.
(01/05/2005). Ver ilustración. Solicitante/s: SCHULER PRESSEN GMBH & CO. KG. Inventor/es: KNODLER,RICHARD.
Dispositivo y procedimiento para conformación, en particular con dispositivo de cierre hidráulico. El dispositivo comprende al menos una pieza superior de herramienta, al menos una matriz superior y al menos una matriz interior y al menos una pieza interior de herramienta y al menos un primer dispositivo de cierre y al menos un segundo dispositivo de cierre.
METODO PARA LA FORMACION DE PIEZAS A PARTIR DE MATERIA PRIMA CONTINUA.
(16/02/2005) Método para la formación de una serie de piezas a partir de materia prima de tipo continuo, cuyo método comprende: conducir el avance intermitente de la materia prima de tipo continuo a lo largo de una trayectoria predeterminada de manera tal que la materia prima avanza longitudinalmente en la dirección de avance o dirección descendente; y formar una zona de la materia prima de tipo continuo en una primera forma predeterminada en una estación de formación después de como mínimo un avance intermitente de la materia prima de tipo continuo , en el que el avance intermitente de la materia prima de tipo continuo comprende: empujar de forma intermitente…
DISPOSITIVO DE TRANSFORMACION PARA LA LAMINACION Y PERFILADO DE PIEZAS EN FORMA DE DISCO O DE ANILLO.
(16/12/2004). Ver ilustración. Solicitante/s: VSG ENERGIE- UND SCHMIEDETECHNIK GMBH. Inventor/es: STEINMETZ, ROLF DR.-ING., HARABASZ, WOJCIECH DR.-ING., GRINE, SIEGFRIED.
Dispositivo de transformación para la laminación y perfilado de piezas en forma de disco y en forma de anillo, estando dispuesto de forma substituible un dispositivo de laminación con estampa sin accionamiento de laminación axial propio para la laminación axial como unidad estructural portátil y substituible en una prensa de forja habitual entre un punzón de la prensa y una mesa de la prensa , aplicando la prensa la fuerza de laminación axial.
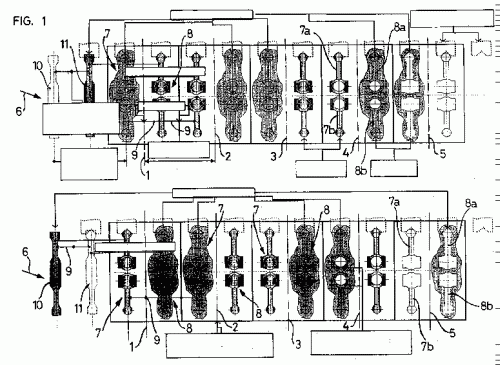
PROCEDIMIENTO PARA FABRICAR PIEZAS ALARGADAS FORJADAS EN ESTAMPA.
(01/07/2004). Ver ilustración. Solicitante/s: SMS EUMUCO GMBH. Inventor/es: STAMM,DETLEF.
Procedimiento para fabricar piezas alargadas forjadas en estampa, mediante conformación en caliente en una prensa vertical de forja, que trabaja de forma totalmente automática con varias etapas de mecanizado (1 a 5) dispuestas sucesivamente o bien de forma adyacente, a la que se conduce el material de partida mediante un sistema de transferencia (ciclo 1, ciclo 2), en cada una de las etapas de mecanizado (1 a 5) situadas de forma adyacente se ocupan alternativamente de grabados (7,8; 7a, 7b; 8a 8b) previstos a una distancia entre centros , que corresponde exactamente a la mitad del paso de transferencia, conduciéndose el material de partida hasta el sistema de transferencia en la entrada de la prensa, alternativamente a la distancia entre centros de los grabados , y transportándose el material de partida en ciclos alternos (ciclo 1, ciclo 2) del sistema de transferencia con un paso de transferencia correspondiente respectivamente al doble de la distancia entre grabados.
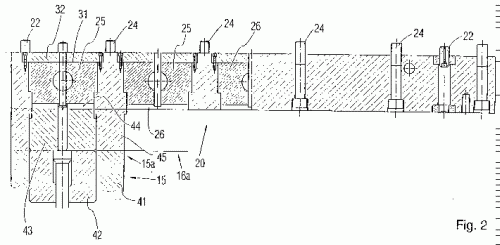
PLACA DE REGULACION PARA UNA PRENSA.
(01/04/2004). Ver ilustración. Solicitante/s: SCHULER PRESSEN GMBH & CO. KG. Inventor/es: KNODLER,RICHARD, KORNER,EKKEHARD.
Placa de regulación para una prensa de escalones presenta varios puntos de sujeción de herramientas (dispositivos de apoyo) ajustables individualmente. Cada punto de sujeción (15a, 16a, 17a, 18a) tiene asignado un dispositivo de regulación ajustable individualmente. Dispositivos sensores dan señales de aviso sobre la posición de regulación ajustada. Igualmente, los dispositivos de regulación están unidos con dispositivos de bloqueo individuales. La regulación y el bloqueo se realizan por medio de los correspondientes accionamientos hidráulicos o bien puede realizarse a mano.
PROCEDIMIENTO PARA LA FABRICACION DE UN PIÑON DE CAMBIO DE VELOCIDADES, DISPOSITIVO PARA LA PUESTA EN PRACTICA DE ESTE PROCEDIMIENTO Y PIÑON DE CAMBIO DE VELOCIDADES REALIZADO SEGUN ESTE PROCEDIMIENTO.
(01/08/2002). Solicitante/s: HIRSCHVOGEL UMFORMTECHNIK GMBH GESENKSCHMIEDE UND PRESSWERK HEINRICH SCHMID MASCHINEN UND WERKZEUGBAU AG. Inventor/es: MILLER, OSKAR, KETTNER, PETER, NIGELE, HUBERT, HIRSCHVOGEL, MANFRED, GIGER, ALBIN, HONEGGER, HANS-RUEDI.
La invención se refiere a un procedimiento para la fabricación de un piñón de cambio de velocidades que comprende dientes de cambio de velocidades dispuestos coaxialmente y axialmente en voladizo, los cuales presentan una contra-despulla axial. Con este fin, una preforma de piñón de cambio de velocidades provista de dientes preformados y una herramienta de formación dotada de cavidades que corresponden a los dientes se engranan y se les proporciona un movimiento circular oscilante uno respecto de otro. La invención se refiere también a un dispositivo para la puesta en práctica de este procedimiento y un piñón de cambio de velocidades que puede realizarse con este procedimiento. Este piñón se caracteriza porque los flancos de los dientes presentan una configuración cóncava a la terminación del procedimiento de fabricación, lo que desemboca en una contra-despulla.
PROCEDIMIENTO PARA LAMINAR RUEDAS CONICAS EN UNA MAQUINA DE LAMINACION POR ESTAMPA EN SENTIDO AXIAL Y DISPOSICION DE HERRAMIENTAS PARA SU REALIZACION.
(01/03/2002) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA CILINDRADO ANULAR DE DIENTES DE ENGRANAJES CONICOS, CON PREFERENCIA ENGRANAJES CONICOS CON DENTADO HIPOIDEO, EN UNA MATRIZ CERRADA, EN DONDE SE HACE USO DE UNA PIEZA EN BRUTO PREVIAMENTE TRATADA, DE LA QUE EN LA PARTE EXTERIOR DE LA ZONA DE PERFILADO DE LAS HERRAMIENTAS PERFILADAS LA DISPOSICION CORRESPONDE YA SUSTANCIALMENTE AL PERFIL DE ACABADO. EL CONTORNO A SER PERFILADO ESTA DENTADO ANTES DEL CILINDRADO, LA HERRAMIENTA DE PERFILADO CONJUNTAMENTE CON AL MENOS UN DISPOSITIVO DE CIERRE ROTATIVO, CON EL QUE FORMA UN ESPACIO CERRADO CON RESPECTO AL CONTORNO CALENTADO…
PRENSA, EN ESPECIAL PARA LA CONFORMACION MACIZA.
(01/09/2001). Solicitante/s: SCHULER PRESSEN GMBH & CO. KG. Inventor/es: BRAUN, RAINER, AUGST, RUDOLF.
EN UN PRENSA , QUE ESTA PREVISTA PARA APLICACION DE PRENSA DE EXTRUSION EN FRIO DE MULTIPLES ETAPAS, EL EMPUJADOR ACCIONADO A TRAVES DE UNA EXCENTRICA SE CONDUCE EN UNA GUIA DE RODILLO DISPUESTA EN EL LADO DE LOS BORDES, ES DECIR POR ENCIMA Y POR DEBAJO DE ELLA MISMA. PARA EL APOYO Y PARA COMPENSACION LATERAL DEL EMPUJADOR CON REFERENCIA A LA GUIA DE RODILLOS SE HA PREVISTO UN OTRO EQUIPO DE GUIA, QUE ESTA DISPUESTO A UNA DISTANCIA PARALELA CON RESPECTO A LA GUIA DE RODILLOS. LA GUIA DE RODILLOS APOYA EL EMPUJADOR DE FORMA POBRE DE ROZAMIENTO Y CON DISPOSICION RIGIDA. LA DURACION DE VIDA DE LA GUIA DE RODILLOS ES ALTA, DONDE NO ES NECESARIO NINGUN AJUSTE POSTERIOR.
PROCEDIMIENTO PARA FABRICAR LAS PARTES EXTERIORES DE JUNTAS HOMOCINETICAS.
(01/07/2000). Ver ilustración. Solicitante/s: FORD GLOBAL TECHNOLOGIES, INC.. Inventor/es: NOLDEN, REINER.
UN PROCEDIMIENTO PARA FABRICAR LAS PARTES EXTERNAS DE JUNTAS HOMOCINETICAS MEDIANTE LA DEFORMACION PLASTICA DE UN ELEMENTO PREFORMADO QUE TIENE UNA CAVIDAD ABIERTA EN UN LADO PARA PRODUCIR ANILLOS DE RODADURAS DE BOLAS AXIALES, TALLADAS Y SUPERFICIES DE GUIA DE JAULA , EN DONDE EL ELEMENTO PREFORMADO ES RECIBIDO EN UNA HERRAMIENTA EXTERIOR Y LA HERRAMIENTA INTERIOR FORMA PLASTICAMENTE LAS ZONAS DE PAREDES INTERIORES DE LOS ANILLOS DE RODADURAS DE BOLAS Y LAS SUPERFICIES DE GUIA DE LA JAULA MEDIANTE LA APLICACION DE PRESION, LA HERRAMIENTA INTERIOR COMPRENDE UNA MATRIZ DESVIADA DE UNA PIEZA QUE TIENE SEGMENTO CON CURVATURA CONVEXA DISTINTA QUE EN PRIMER LUGAR SE INTRODUCEN CENTRALMENTE EN LA CAVIDAD DEL ELEMENTO PREFORMADO , DESPUES DE LO CUAL SE PRODUCEN LOS CONTORNOS FINALES DESEADOS DE LOS ANILLOS DE RODADURAS DE BOLAS Y LAS SUPERFICIES DE GUIA DE LA JAULA UTILIZANDO MOVIMIENTOS OSCILANTES MULTIPLES CON UN CORRESPONDIENTE ANGULO ORBITAL AL.
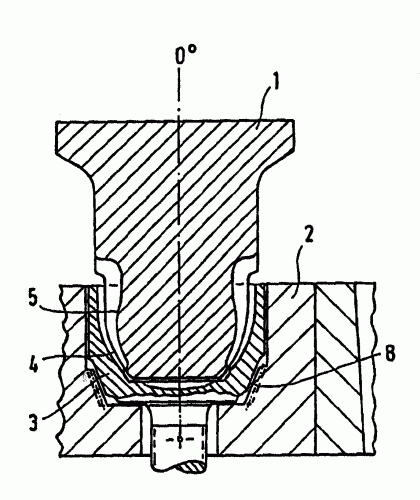
PROCESO DE FORMACION DE UN SOBREESPESOR EN LOS EXTREMOS DEL CASQUILLO INTERNO DE UNA ARTICULACION, TRAS EL MOLDEADO Y SUS APLICACIONES.
(16/07/1995). Solicitante/s: CAOUTCHOUC MANUFACTURE ET PLASTIQUES. Inventor/es: GAUTHERON, MICHEL.
PROCESO DE FORMACION TRAS EL MOLDEADO DE AL MENOS UNO DE LOS EXTREMOS DEL CASQUILLO INTERNO RIGIDO, CARACTERIZADO EN QUE UN SOBREESPESOR ANULAR ESTA FORMADO POR FLUENCIA LOCAL ENTRE SEMIMATRICES QUE IMPONEN LA FORMA EXTERIOR Y POR BUTEROLA QUE BASCULA ALREDEDOR DE UN EJE OBLICUO, DE TRAYECTORIO CONICA DE POCO ANGULO ALREDEDOR DEL EJE DE LA PIEZA, Y EN QUE LA REACCION SE EJERCE SOBRE LA CARA PLANA OPUESTA DEL CASQUILLO INTERNO RIGIDO , SIN SOLICITAR PARTICULARMENTE LA COMPOSICION ELASTOMERICA DEL MANGUITO ELASTICO , SIENDO UNA DE LAS CARAS PLANAS DE EXTREMO DE DICHO CASQUILLO INTERNO RIGIDO SUSCEPTIBLE DE COMPRENDER AL MENOS UN ELEMENTO EN VOLADIZO COMO UN NERVIO CILINDRICO O RANURAS RADIALES . ARTICULACIONES ELASTICAS REALIZADAS SEGUN ESTE PROCESO.
"PERFECCIONAMIENTOS EN LAS MAQUINAS DE FORJAR Y SIMILARES CON MATRICES EXCENTRICAS".
(16/05/1986). Solicitante/s: HEINRICH SCHMID MASCHINEN- UND WERKZEUGBAU AG.
MAQUINA DE FORJAR Y SIMILARES CON MATRICES EXCENTRICAS, CUYA MATRIZ INFERIOR ESTA SOPORTADA EN EL BASTIDOR DE LA MAQUINA Y ES DESPLAZABLE HACIA ARRIBA CONTRA LA MATRIZ SUPERIOR, POR MEDIO DE UN SISTEMA HIDRAULICO DE PRESION POR PISTON0CILINDRO Y CUYA MATRIZ SUPERIOR ESTA CONSTITUIDA POR UNA MONTURA EN FORMA DE CAMPANA, SOPORTADA EN UN ALOJAMIENTO ESFEROIDAL SITUADO EN EL BASTIDOR DE LA MAQUINA. CONSTA DE UN PERMIER MANGUITO EXCENTRICO QUE SE HALLA EN ACOPLAMIENTO DE ACCIONAMIENTO A TRAVES DE UNOS MEDIOS DE ACOPLAMIENTO CON EL ARBOL DE UN PRIMER MOTOR ; Y DE UN SEGUNDO MANGUITO EXCENTRICO QUE SE HALLA EN ACOPLAMIENTO DE ACCIONAMIENTO A TRAVES DE UNOS MEDIOS DE RUEDA DENTADA, CON EL ARBOL DE UN SEGUNDO MOTOR . AMBOS MOTORES SON REGULABLES CON RESPECTO A LA VELOCIDAD DE ROTACION Y A LA DIRECCION DE ROTACION, A TRAVES DE UN EQUIPO COMUN DE CONTROL.
MAQUINA DE FORJAR HIDRAULICA PARA EL FORJADO DE PALANQUILLAS O SIMILARES.
(01/02/1976). Solicitante/s: SCHLOEMANN AKTIENGESELLSCHAFT.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}