Método y un aparato para la producción de terminal para un acumulador de tipo plomo-ácido.
Un método para fabricar un terminal de plomo para un acumulador mediante deformación plástica en un aparato de trabajo en frío que tiene una estación formadora y al menos una estación de deformación,
que comprende los pasos de:
a) formar, en la estación formadora, un vástago que tiene una extensión longitudinal a lo largo de un eje longitudinal suyo para proveer partes base y de contacto para el terminal y tiene un tamaño proporcionado con el tamaño de la pieza final terminal a ser fabricada;
b) transferir el vástago a dicha al menos una estación de deformación del aparato;
c) realizar una primera deformación del vástago para la formación interior y exterior de su parte base; y
d) realizar una segunda deformación del vástago para realizar al menos otra formación interior y exterior de su parte base, y en donde los pasos c) y d) son realizados secuencialmente como pasos de deformación progresiva, y comprenden formar, en una región de superficie exterior de la parte base del vástago, una configuración de laberinto constituida por aristas que sobresalen de dicha superficie exterior de la parte base, y formar una cavidad que tiene una extensión dentro de dicha parte base encontrándose a lo largo de dicho eje longitudinal del vástago, dichas aristas estando formadas con un perfil de corona con cúspides que son prensadas más con el fin de formar las aristas provistas de porciones raíz rebajadas.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2005/012176.
Solicitante: ACCUMA PLASTICS LIMITED.
Nacionalidad solicitante: Reino Unido.
Dirección: 26 PRINCEWOOD ROAD EARLSTREES INDUSTRIAL ESTATE CORBY, NORTHAMPTONSHIRE NN17 4 REINO UNIDO.
Inventor/es: GIBELLINI,Folco.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21J9/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21J FORJADO; MARTILLADO; PRENSADO DE METALES; REMACHADO; HORNOS DE FORJA (laminado de metales B21B; fabricación de productos particulares por forjado o prensado B21K; chapeado B23K; tratamiento o acabado de superficies por martillado B23P 9/04; aumento de la compacidad de superficies por chorro de materiales en partículas B24C 1/10; características generales de las prensas, prensas para compactar los residuos B30B; hornos en general F27). › B21J 9/00 Prensas para forjar. › Realizaciones o estructuras especiales.
- B21K21/08 B21 […] › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 21/00 Fabricación de artículos huecos, no comprendida en uno solo de los grupos B21K 1/00 - B21K 19/00 (principalmente a partir de chapas o de tubos con paredes delgadas de espesor uniforme B21D, p. ej. B21D 41/00, B21D 51/00). › Formación de artículos huecos, con secciones diferentes en sentido longitudinal, p. ej. surtidores, lámparas de alumbrado.
- B21K21/10 B21K 21/00 […] › de artículos en forma de cono o de campana, p. ej. capuchones aislantes.
- H01M2/30
PDF original: ES-2380140_T3.pdf
Fragmento de la descripción:
Campo técnico La presente invención hace referencia a un método y un aparato para la producción de un llamado poste terminal o terminal para un acumulador de tipo plomo-ácido.
Estado de la técnica Actualmente, los postes para acumuladores están hechos de plomo, generalmente en formas estandarizadas, al menos en cuanto al extremo de contacto. Son conocidos postes que tienen una parte de contacto decreciente y una parte base. Esta última puede estar provista con elementos de saliente que sobresale, laberinto y/o tipo rosca que mejoran la incrustación sellante de tal parte base en el material plástico de la tapa del acumulador. Las dos partes son obtenidas bien separadamente y luego juntadas mediante soldadura, bien por otros métodos adecuados, o como un elemento monolítico. Finalmente, un poste terminal debería tener una estructura compacta sin poros que pudieran permitir la fuga o el ventilado del contenido del acumulador. Los poros también promueven la temprana corrosión y oxidación del poste, limitando así su conductividad.
Los terminales ordinarios están hechos principalmente con los métodos conocidos como moldeo por goteo, moldeo de molde, formación de rodillo o prensado.
En el primer método de moldeo por goteo el plomo es derretido y vertido en moldes que producen postes con la forma final deseada. Procediendo de esta manera, los terminales son obtenidos sin embargo con poca resistencia a la corrosión y proclives a causar el filtrado del ácido desde el interior del acumulador hacia el exterior debido a la porosidad y la presencia de sopladuras dañinas en la estructura del poste. De este modo, el sellado eficiente, entre la tapa de plástico y el poste, a menudo no es obtenible.
El segundo método el plomo es sometido, en el estado derretido, a un proceso de moldeo de molde. En este caso, el moldeo de molde a alta presión asegura ligeras mejorías relativas a la porosidad de superficie y a la velocidad de producción. Los defectos típicos del anterior método sin embargo no están completamente eliminados.
En el tercer método de formación de rodillo formado, se utilizan rodillos de formación para obtener terminales con buenas características de compactación. Generalmente tal método y dispositivos usados se utilizan como una operación de trabajo final adicional del método de moldeo de molde. El proceso resultante por lo tanto es complicado, involucra sistemas y pasos de método adicionales complejos y tiene una productividad bastante baja.
En el cuarto método el poste es fabricado mediante prensado, empezando desde un elemento de plomo generalmente cilíndrico previamente calibrado que por lo tanto siempre necesita procesamiento preliminar y equipo para obtener un diámetro y longitud en la tolerancia requerida. Este elemento es colocado en un molde de prensa, que da un producto semiacabado que tiene una forma similar a la forma final, pero que ha de ser acabado con más operaciones en las que partes finales del producto semiacabado son eliminadas. El grado de compactación satisfactorio, es decir la ausencia de poros, es conseguido pero el método asegura una productividad bastante baja y requiere dispositivos muy robustos debido a la elevada tensión de trabajo involucrada por el proceso de deformación.
Además, diferentes operaciones son realizadas en diferentes máquinas y el porcentaje de material que resulta al final como desecho de fabricación es elevado, estando en el ámbito del 20-25% del total del material empleado.
Consiguientemente, los costes de producción son bastante elevados.
Los documentos US 5 349 840 y US 6 688 148 muestran respectivamente un dispositivo de formación en frío de una sola operación/un solo dispositivo de terminales de plomo y un proceso de formación en frío multietapa realizado en un molde único en cooperación con una pluralidad de clavijas formadoras.
Explicación de la invención El objetivo de la presente invención es proveer un método y un aparato para realizar el método que están adaptados para la producción, mediante deformación plástica, de postes terminales para acumuladores de alta calidad, tanto en cuanto a la compactación del producto acabado como a las tolerancias dimensionales requeridas.
Dentro de este objetivo, un objeto importante de la invención es proveer un método y aparato relacionado con elevada productividad y capaz de recortar los tiempos y costes de producción, eliminar la necesidad de transformaciones preliminares y reducir a un mínimo porcentaje, preferiblemente en el ámbito del 3-4%, más preferiblemente inferior al 3% y posiblemente tan bajo como el 0% del total del material empleado, el material resultante como desecho de fabricación, tal desecho siendo en cualquier caso reutilizable para su reprocesamiento.
Otro objeto de la invención es proveer un método y aparato relacionado que sean adecuados para fabricar cualquier tipo de poste terminal estandarizado, e incluso postes con formas particulares, bien monolíticas bien multipartes.
Otro objeto de la invención es proveer un método y un aparato relacionado, con estructura ligera, bajo consumo de potencia y bajo desgaste en las partes activas, que necesiten poca supervisión y operaciones de mantenimiento, adecuadas para realizar y respectivamente operar de una forma respetuosa con el medio ambiente.
Aún otro objeto de la invención es proveer un método y un aparato particularmente adecuado para una elevada velocidad operativa, sin tiempos de parada, y adecuados para producir postes con tamaños diferentes y seleccionados, independientemente de las dimensiones de la materia prima de inicio.
Este objetivo y estos y otros objetos que resultarán aparentes de mejor modo a continuación se consiguen mediante un método para fabricar un terminal de plomo para un acumulador, según la presente invención y tal y como se establece en la reivindicación 1, mediante deformación plástica en un aparato de trabajo en frío que tiene una estación formadora y al menos una estación de deformación. El método comprende los pasos de: a) formar, en la estación formadora, un vástago que tiene una extensión longitudinal a lo largo de un eje longitudinal suyo para proveer partes de base y de contacto para el terminal y tiene un tamaño proporcionado con el tamaño de la pieza final terminal a ser fabricada; b) transferir el vástago a dicha al menos una estación de deformación del aparato; c) realizar una primera deformación del vástago para la formación interior y exterior de su parte base; y d) realizar al menos una segunda deformación del vástago para realizar al menos otra formación interior y exterior de su parte base, y en donde los pasos c) y d) son realizados secuencialmente como pasos de deformación progresiva.
Un aparato, según la presente invención, para realizar el método de fabricar un terminal de plomo para un acumulador mediante trabajo de deformación plástica en frío se establece en la reivindicación 11. El aparato comprende: una estación formadora para formar un vástago que tiene una extensión longitudinal a lo largo de un eje longitudinal suyo para proveer partes de base y de contacto para el terminal y un tamaño proporcionado con el tamaño de la pieza final terminal a ser fabricada; al menos una estación de deformación adaptada para realizar deformaciones progresivas y secuenciales del vástago mediante la formación interior y exterior realizada en sus partes de contacto y de base; y medios de transferencia para transferir el vástago a ser trabajado entre dichas estaciones.
Detalles ventajosos de la invención se establecen en las subreivindicaciones Breve descripción de los dibujos.
Otras características y ventajas de la presente invención resultarán aparentes de mejor modo a partir de la siguiente descripción detallada de un ejemplo de realización preferido pero no exclusivo de un método y de un aparato para la fabricación de un terminal de plomo para un acumulador, ilustrado mediante ejemplo no limitador en los dibujos que acompañan, en los que:
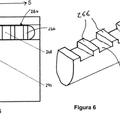
La figura 1 es una vista frontal de sección transversal de una estación de deformación del aparato según la invención;
Las figuras 2A y 2B son vistas frontales de sección transversal de dos ejemplos de realización, primero y segundo, de postes terminales para acumuladores obtenibles con el método y aparato según la invención;
La figura 2C es una vista parcial ampliada de sección transversal de un detalle del poste terminal de la... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar un terminal de plomo para un acumulador mediante deformación plástica en un aparato de trabajo en frío que tiene una estación formadora y al menos una estación de deformación, que comprende los pasos de:
a) formar, en la estación formadora, un vástago que tiene una extensión longitudinal a lo largo de un eje longitudinal suyo para proveer partes base y de contacto para el terminal y tiene un tamaño proporcionado con el tamaño de la pieza final terminal a ser fabricada;
b) transferir el vástago a dicha al menos una estación de deformación del aparato;
c) realizar una primera deformación del vástago para la formación interior y exterior de su parte base; y d) realizar una segunda deformación del vástago para realizar al menos otra formación interior y exterior de su parte base, y en donde los pasos c) y d) son realizados secuencialmente como pasos de deformación progresiva, y comprenden formar, en una región de superficie exterior de la parte base del vástago, una configuración de laberinto constituida por aristas que sobresalen de dicha superficie exterior de la parte base, y formar una cavidad que tiene una extensión dentro de dicha parte base encontrándose a lo largo de dicho eje longitudinal del vástago, dichas aristas estando formadas con un perfil de corona con cúspides que son prensadas más con el fin de formar las aristas provistas de porciones raíz rebajadas.
2. El método de la reivindicación 1, comprendiendo además un paso e) para realizar una tercera deformación del vástago para la formación interior y exterior de la parte de contacto y para otra formación interior de su parte base.
3. El método de la reivindicación 1, en el que la segunda deformación del vástago realizada en el paso d) comprende además una formación exterior del vástago para la formación de la parte de contacto del terminal.
4. El método de cualquiera de las reivindicaciones 1 a 3, en el que el paso d) comprende formar en una región exterior del vástago, entre dichas partes base y contacto, una corona que está constituida por un saliente que sobresale que tiene un borde que lleva una pluralidad de muescas, y aumentar la extensión de dicha cavidad a lo largo de dicho eje longitudinal del vástago.
5. El método de las reivindicaciones 1 o 4, en el que el paso e) comprende formar la superficie exterior de la parte de contacto para tener una configuración de cono truncado con la base mayor conectando a dicha parte base y aumentando la extensión de dicha cavidad a lo largo de dicho eje longitudinal del vástago para extenderse desde dicha parte base dentro de dicha parte de contacto para sustancialmente toda la extensión longitudinal suya pero para una porción final inferior.
6. El método de la reivindicación 3 comprendiendo además un paso adicional f) que consiste en recortar dicha porción final inferior de dicha cavidad para formar un orificio de paso dentro de dicho vástago.
7. El método según cualquiera de las anteriores reivindicaciones, en el que dichos pasos de deformación son realizados en estaciones de deformación separadas del aparato y en el que entre cada dos pasos de deformación consecutivos está provisto un paso de transferencia adicional respectivo.
8. El método de la reivindicación 4 o de la reivindicación 5 cuando depende de la reivindicación 7, en el que el paso adicional f) comprende la expulsión de la porción final inferior recortada del vástago.
9. El método según la reivindicación 7, en el que dichos pasos de deformación son realizados en dichas estaciones de deformación del aparato simultáneamente, cada paso de deformación siendo realizado en una respectiva estación de deformación en un diferente vástago que está en una fase de deformación diferente de deformación progresiva obtenida después de un paso de deformación previo, los pasos de transferencia estando coordinados con los pasos de deformación progresiva.
10. El método según cualquiera de las anteriores reivindicaciones, en el que dicho paso de formación a) comprende un calibrado del vástago.
11. Un aparato para fabricar un terminal de plomo para un acumulador mediante trabajo de deformación plástica en frío caracterizado por el hecho de que comprende: una estación formadora (2) para formar un vástago (7) que tiene una extensión longitudinal a lo largo de un eje longitudinal suyo para proveer partes base (9) y de contacto (8) para el terminal y un tamaño proporcionado con el tamaño de la pieza final terminal a ser fabricada; al menos una estación de deformación (30, 40, 50, 60, 80) adaptada para realizar deformaciones progresivas y secuenciales del vástago mediante la formación interior y exterior realizada en partes de contacto (8) y base (9) suyas; y medios de transferencia (12) para transferir el vástago a ser trabajado entre dichas estaciones (2, 30, 40, 50, 60, 80) , dicha al menos una estación de deformación (30, 40, 50, 60, 80) siendo adecuada para formar en una región de superficie
exterior de la parte base (9) del vástago (7) una configuración de laberinto constituida por aristas (9a) que sobresalen de la superficie exterior de la parte base (9) y tienen un perfil de corona con cúspides (9c) ;
en el que dicha al menos una estación de deformación (30, 40, 50, 60, 80) comprende una parte fija (20) y una parte móvil (21) alineadas a lo largo de un eje de trabajo Y, dicha parte móvil siendo movible a lo largo de dicho eje de trabajo Y;
en el que dicha parte fija (20) comprende: una sujeción de molde (26) ; un molde de segmento (27) incluido deslizantemente dentro de dicha sujeción de molde (26) ; y un punzón de molde (28) que está acomodado de forma móvil en dicha sujeción de molde (26) para moverse respecto a dicho molde de segmento (27) y dentro de él, dicha sujeción de molde (26) , molde de segmento (27) y punzón de molde (28) estando montados coaxialmente a lo largo de dicho eje de trabajo (Y) , dicho molde de segmento (27) estando formado como un casquillo formado por una pluralidad de segmentos (29) que son adecuados para presionar sobre los cúspides (9c) de las aristas (9a) con el fin de formar las aristas (9a) provistas de porciones raíz rebajadas (9b) .
12. El aparato de la reivindicación 11, en el que dicha estación formadora (2) comprende medios de desenrollado (3) para desenrollar un cable de plomo (4) de un carrete de cable (5) , medios de estirado y enderezado (6) para estirar y enderezar el cable, y medios de corte (13) para cortar el cable a longitudes deseadas.
13. El aparato de la reivindicación 12, en el que dichos medios de corte (13) comprenden: una matriz fija (13a) para permitir alimentar cable a través de ella; una matriz móvil (13b) para recibir una longitud preestablecida de cable (4) alimentada a través de dicha matriz fija (13a) , dicha matriz móvil (13a) estando adaptada para moverse respecto a dicha matriz fija (13a) para proveer el recorte de un vástago (7) con una longitud que se corresponde con dicha longitud preestablecida de cable (4) ; un punzón de detención (13c) adaptado para detener el avance del cable (4) en dicha matriz móvil (13b) al acomodarse allí dicha longitud preestablecida de cable (4) ; y un punzón expulsador (13d) para expulsar el vástago recortado (7) de dicha matriz móvil (13b) .
14. El aparato de la reivindicación 12, en el que dicha estación formadora (2) comprende adicionalmente un dispositivo calibrador (100) para calibrar una longitud de cable recortado.
15. El aparato de la reivindicación 11, en el que dicha parte móvil (21) comprende: una funda de punzón (22) ; una sujeción de punzón (23) envuelta por dicha funda de punzón (22) , un punzón martillo (24) acomodado en dicha sujeción de punzón (23) ; y una inserción de punzón (25) que está envuelta por dicha sujeción de punzón (23) y envuelve parcialmente dicho punzón martillo (24) para ser deslizable allí, con dicha funda de punzón, sujeción de punzón, punzón martillo e inserción de punzón estando montados coaxialmente a lo largo de dicho eje de trabajo (Y) .
16. El aparato de cualquiera de las reivindicaciones 11-15, caracterizado por el hecho de que comprende primeras (30) y segundas (40) estaciones de deformación y preferiblemente terceras (50) y cuartas (60) estaciones de deformación.
17. El aparato de la reivindicación 16, en el que dichas estaciones de deformación están constituidas por: la primera estación de deformación (30) en la que una primera deformación para la formación interior y exterior de la parte base del vástago (7) es realizada; la segunda estación de deformación (40) en la que una segunda deformación para otra formación interior y exterior de la parte base del vástago (7) , y opcionalmente una formación exterior de la parte de contacto (8) del vástago (7) , es realizada; una tercera estación de deformación (50) en la que una tercera deformación para la formación interior y exterior de la parte de contacto (8) y para otra formación interior de la parte de base (9) del vástago (7) son realizadas y en donde una cavidad interior es formada que se extiende longitudinalmente en dicho vástago (7) a través de dicha parte de base (9) y dicha parte de contacto para sustancialmente toda la extensión longitudinal de la parte de contacto (8) excepto para una porción final inferior (38) suya; y una cuarta estación de deformación (60) en la que un orificio de paso (11) es eventualmente formado dentro de dicho vástago (7) recortando dicha porción final inferior.
18. El aparato según la reivindicación 17, en la que dicha primera estación de deformación (30) está provista de un molde de segmento (27) que está formado sustancialmente como un casquillo de cono truncado con una superficie inclinada exterior y un orificio interior con una superficie de molde formadora, dicho casquillo estando formado por una pluralidad de dichos segmentos (29) y siendo deslizable en dicha sujeción de molde (26) con su superficie exterior inclinada en contacto deslizante con una superficie inclinada complementariamente de la sujeción de molde (26) entre una posición sobresaliente en la que dichos segmentos están separados con el fin de recibir la parte base (9) de un casquillo (7) a ser trabajado y una posición insertada en la que dichos segmentos están cerrados entre sí para formar un primer semi-molde adaptado para formar mediante deformación plástica dicha parte base del vástago (7) .
19. El aparato según la reivindicación 18, en el que dicho punzón de molde (28) tiene un extremo empujador (31) que está formado para empujar, al cerrarse dichos segmentos (29) , en dicha parte base del vástago (7) para formar allí una cavidad interior.
20. El aparato de cualquiera de las reivindicaciones 15-19, caracterizado por el hecho de que dicha inserción de punzón (25) está formada como una camisa que tiene una inclinación interior adaptada para formar una correspondiente inclinación de la parte de contacto (8) del terminal acabado, dicha inclinación interior formando un segundo semi-molde que coopera con dicho primer semi-molde formado por el molde de segmento (27) para la deformación plástica del vástago (7) .
21. El aparato de cualquiera de las reivindicaciones 17 a 20, en el que dicha parte fija (20) está provista de al menos un primer muelle regulador (32) y al menos un segundo muelle regulador (33) que están montados para influir 5 dicho molde de segmento (27) en dicha posición sobresaliente en la que dichos segmentos (29) están separados.
22. El aparato de la reivindicación 21, en el que dicho punzón martillo (24) es accionable para moverse a lo largo de dicho eje de trabajo (Y) para empujar sobre dicho vástago para sobreponerse a la influencia ejercida por dichos primer y segundos muelles reguladores (32, 33) y mover dicho molde de segmento (27) en dicha posición insertada, en donde dichos primer y segundo semi-moldes forman juntos un molde formador (34) adaptado para envolver y formar dicho vástago (7) con una forma deseada mediante la presión ejercida por dicho punzón martillo (24) en un extremo del vástago.
23. El aparato de cualquiera de las reivindicaciones 15 o 22, caracterizado por el hecho de que dicho punzón martillo (24) tiene un extremo activo (37) provisto de un perfil cortante adaptado para recortar dicha porción final inferior de la cavidad para formar en dicho vástago (7) dicho orificio de paso (11) y un canal interior (36) con una abertura de salida (39) adaptada para permitir la expulsión de la porción final inferior recortada (38) , y por el hecho de que dicho punzón de molde (28) está provisto de un orificio interior (35) conectable a un alimentador de aire presurizado (41) para empujar la porción final inferior recortada (38) a través de dicho canal interior (36) .
24. El aparato de las reivindicaciones 12 o 16, caracterizado por el hecho de que dichas estaciones formadora y de deformación (2, 30, 40, 50, 60, 80) están montadas sobre un marco (70) provisto de medios de activación de 20 movimiento (71) para activar dicha parte móvil (21) y dicho punzón de molde (28) .
Patentes similares o relacionadas:
Paquete de recarga para un cigarrillo electrónico, del 27 de Mayo de 2020, de Nicoventures Holdings Limited: Un paquete para sostener y recargar un cigarrillo electrónico que tiene un conector de punta con un primer y segundo contactos de carga, comprendiendo el paquete: un cuerpo […]
Conjunto de capa para batería secundaria, batería secundaria y módulo de batería, del 22 de Abril de 2020, de Contemporary Amperex Technology Co., Limited: Un montaje de tapa para una batería secundaria, caracterizado por comprender una placa de tapa , un primer terminal de electrodo , un miembro […]
 Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Aparato para el moldeo de componentes de batería, del 25 de Marzo de 2020, de TBS ENGINEERING LIMITED: Un aparato [1] para el moldeo de componentes de batería que comprende:
un bloque de molde [200] que tiene una pluralidad de cavidades de molde […]
Fuente de energía eléctrica, juego de herramientas y procedimiento para la inserción de una fuente de energía en una herramienta, del 5 de Febrero de 2020, de Medartis Holding AG: Fuente de energía eléctrica para una herramienta que puede accionarse eléctricamente, en particular una herramienta quirúrgica que puede accionarse eléctricamente, […]
Barras colectoras para bloques de baterías, del 9 de Octubre de 2019, de Atieva, Inc: Un bloque de baterías , que comprende: un soporte de células ; una pluralidad de barras colectoras (214, 216, 218, 222, 404, 406, 602, 604, […]
Un tipo de cuerpo de sellado de batería electroquímica secundaria con luz indicadora de carga, del 11 de Septiembre de 2019, de Fujian Nanping Nanfu Battery Co., Ltd: Un tipo de cuerpo de sellado de batería electroquímica secundaria con luz indicadora de carga , dicho cuerpo de sellado se utiliza para […]
 Conjunto de baterías secundarias del tipo respetuoso con los tejidos, del 28 de Agosto de 2019, de Jenax Inc: Un conjunto de baterías , que está unido a un elemento externo que comprende un circuito electrónico y terminales de suministro de potencia conectados […]
Conjunto de baterías secundarias del tipo respetuoso con los tejidos, del 28 de Agosto de 2019, de Jenax Inc: Un conjunto de baterías , que está unido a un elemento externo que comprende un circuito electrónico y terminales de suministro de potencia conectados […]
Módulo de batería, del 14 de Agosto de 2019, de Contemporary Amperex Technology Co., Limited: Un módulo de batería, caracterizado porque comprende: una carcasa que tiene dos aberturas dispuestas en sentido opuesto y una cámara hueca que se comunica con […]