CIP-2021 : B21B 1/28 : por laminado en frío.
CIP-2021 › B › B21 › B21B › B21B 1/00 › B21B 1/28[3] › por laminado en frío.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21B LAMINADO DE METALES (operaciones auxiliares en relación con el trabajo de los metales previstos en la clase B21, ver B21C; curvado por pasado entre rodillos B21D; fabricación de objetos particulares, p. ej. tornillos, ruedas, anillos, cilindros o bolas, por laminado B21H; soldadura por presión por medio de un laminado B23K 20/04).
B21B 1/00 Métodos de laminado o laminadores para la fabricación de productos semiacabados de sección llena o de perfilados (B21B 17/00 - B21B 23/00 tienen prioridad; si dependen de la composición del material a laminar B21B 3/00; alargamiento de bandas de metal trabajadas en circuito cerrado, por laminación simultánea en varios puestos de laminado B21B 5/00; laminadores considerados en conjunto B21B 13/00; colada continua en moldes de paredes que se desplazan B22D 11/06 ); Secuencia de operaciones en los trenes de laminación; Instalaciones de una fábrica de laminación, p. ej. agrupamiento de cajas; Sucesión de pasadas o de alternancias de pasadas.
B21B 1/28 · · · por laminado en frío.
CIP2021: Invenciones publicadas en esta sección.
Acero inoxidable ferrítico que tiene excelente resistencia a la corrosión y conductividad eléctrica, método para producir el mismo, separador de celdas de combustible de polímero sólido y celda de combustible de polímero sólido.
(21/10/2019) Un método para fabricar acero inoxidable ferrítico, donde el método comprende someter una lámina de acero inoxidable laminada en frío o una lámina de acero inoxidable laminada en frío recocida que tiene la composición química que consiste, en % en masa, en C: 0.001% o más y 0.05% o menos, Si: 0.001% o más y 0.5% o menos, Mn: 0.001% o más y 1.0% o menos, Al: 0.001% o más y 0.5% o menos, N: 0.001% o más y 0.05% o menos, Cr: 17% o más y 23% o menos, Mo: 0.1% o menos; opcionalmente uno, o dos o más de Ti: 0.6% o menos, Nb: 0.6% o menos, Zr: 0.6% o menos, Cu: 1.00% o menos y Ni: 1.00% o menos, además opcionalmente uno, o dos o más de V: 1.0% o menos, W: 1.0% o menos, Ca: 0.1% o menos, Mg: 0.1% o menos, REM (Metales de Tierras Raras): 0.1% o menos y B: 0.1% o menos y el balance que es Fe e impurezas inevitables, para un tratamiento de inmersión a una temperatura…
Procedimiento para la fabricación de un producto plano de acero con elevada capacidad de reflexión, producto plano de acero y elemento de espejo para concentradores solares.
(24/08/2016) Procedimiento para la fabricación de un producto plano de acero con elevada capacidad de reflexión en el que al menos una superficie presenta un valor de rugosidad media aritmético Ra de menos de 0,03 μm, que comprende las siguientes etapas de trabajo:
a) facilitar un producto plano de acero en el que al menos una de las superficies presenta un valor de rugosidad media aritmético Ra de menos de 2,5 μm;
b) laminación en frío que se realiza en varias pasadas de laminación del producto plano de acero,
- ascendiendo el índice de conformación total conseguido a través de la laminación en frío al 75 - 90 %,
- disminuyendo el índice de conformación de pasada de laminación…
Método para producir una lámina de acero delgada.
(11/01/2016) Un método para producir una lámina de acero delgada , que comprende:
(a) proporcionar una lámina de acero con superficie de color negro laminada en caliente que se forma directamente a partir de un bloque de acero fundido,
(b) laminar en frío la lámina de acero con superficie de color para formar una lámina de acero laminada en frío después de la etapa (a), siendo la lámina de acero con superficie de color negro laminada en frío al menos dos veces de modo que la reducción total en espesor después de la laminación en frío no es menor del 50 por ciento; y
(c) templar la lámina de acero laminada en frío para formar…
Procedimiento para la producción de una pieza constructiva a partir de un producto aplanado de titanio para usos a altas temperaturas con aplicación de una capa de aluminio sobre por lo menos un lado del producto aplanado de titanio mediante chapado por laminación y laminación en frío.
(28/08/2013) Procedimiento para la producción de una pieza constructiva para usos a altas temperaturas, a partir de unproducto aplanado de titanio producido a partir de una aleación de titanio, tal como una chapa o banda de titanio producida a partir de una aleación de titanio, caracterizado por las siguientes etapas de trabajo y condiciones:
a) aplicación de una capa de Al sobre por lo menos un lado del producto aplanado de titanio mediante chapadopor laminación del producto aplanado de titanio con una lámina de Al , que ha sido producida a partir de unaaleación de Al,
b) laminación en frío del producto aplanado de titanio , cubierto con la capa de Al ,
c) estando situados el espesor de partida de la lámina de Al en el intervalo de 0,03-0,3 mm, y el espesor departida del producto aplanado…
Método para manufacturar de forma continua acero laminado en frío.
(28/03/2012) Método para manufacturar acero laminado en frío de forma continua, que incluye los siguientes pasos: proporcionar bobinas de acero ; desbobinar y soldar las bobinas de acero en una instalación para desbobinado y soldadura , donde las bobinas de acero se aplanan en un dispositivo desbobinador y se sueldan en un dispositivo soldador ; pasar el acero , aplanado y soldado, por un conjunto de rodillos tensores que se encuentran en un primer acumulador de tiras ; trasladar el acero del primer acumulador de tiras a un dispositivo de laminado en frío donde se lamina en frío el acero , lo que da como resultado acero laminado en frío con un grosor predeterminado; trasladar el acero laminado en frío del dispositivo de laminado en frío a un dispositivo desengrasante para eliminar la grasa del acero blanco laminado en frío; trasladar…
METODO PARA FABRICACION DE BANDAS Y LINEA DE TREN DE LAMINACION.
(01/11/2006) Método para la fabricación de bandas de acero inoxidable, que comprende el laminado en frío de una banda que en un anterior proceso (A) se ha fabricado a través del moldeo de un material fundido para formar una banda moldeada y/o se ha laminado en caliente, caracterizado porque el laminado en frío se efectúa en una línea (B) de tren de laminado que comprende, en la parte inicial de la línea, al menos dos trenes iniciales de laminado en frío en serie, después de dichos trenes iniciales de laminado en frío al menos un horno de recocido y al menos una sección de desoxidación y, en una parte terminal de la línea, al menos uno o varios trenes de laminado en frío, porque la banda fundida o laminada en caliente, que tiene un color oscuro por los óxidos existentes sobre las superficies de la banda,…
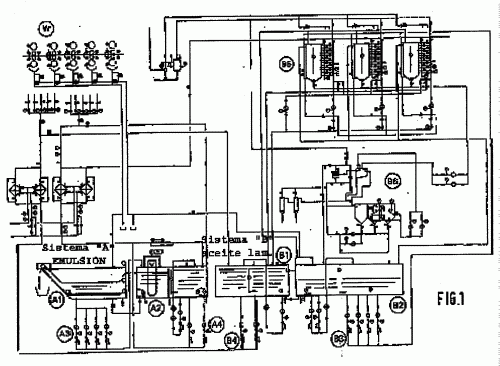
USO COMBINADO DE ACEITE Y EMULSION EN EL LAMINADO EN FRIO DE BANDAS.
(01/12/2005). Ver ilustración. Solicitante/s: SMS DEMAG AKTIENGESELLSCHAFT. Inventor/es: BINTEN, ROLF, EFFERTZ, RAINER.
Procedimiento para el laminado en frío de bandas, entre otras, de acero fino y / o metales no ferrosos, en un tren en tándem con varias cajas de laminación, de modo que la primera o las primeras cajas de laminación producen disminuciones relativamente grandes y la última o las últimas cajas de laminación determinan, con una disminución relativamente reducida, la calidad de la superficie de la banda, caracterizado porque par el primer paso de la banda a través del tren en tándem con una reducción relativamente baja se utiliza como medio de refrigeración y lubricación una emulsión, se separa por aplastamiento la película de medio de refrigeración y lubricación que se adhiere tras la salida fuera del intersticio de laminación y, para especialmente el último o los últimos pasos de la banda a través del tren en tándem con una reducción relativamente escasa, se utiliza aceite de laminación como medio lubricante.
PROCEDIMIENTO E INSTALACION DE LAMINADO EN FRIO.
(01/09/2005) Procedimiento de laminado continuo en frío de un producto en banda metálica arrollado en bobinas por paso de la banda (M) por una instalación en línea continua que comprende sucesivamente, en el sentido de paso de la banda: - una sección de entrada que comprende por lo menos unos medios de desarrollado de bobinas una después de la otra y un dispositivo de soldadura del extremo corriente abajo, en el sentido de paso, de una primera bobina con el extremo corriente arriba de una bobina siguiente para la formación de una banda continua, - una sección de tratamiento por paso de la banda (M) en contacto con un fluido de tratamiento que tiene una composición…
METODO PARA FABRICAR BANDAS DE ACERO INOXIDABLE Y TREN DE LAMINACION INTEGRADO.
(16/03/2005) Método para la fabricación de bandas de acero inoxidable, consistente en laminar en frío una banda que en un proceso precedente ha sido fabricada mediante colada de una masa fundida para formar una banda colada y/o ha sido laminada en caliente y en el que la banda colada y/o laminada en caliente, que es de color oscuro debido a los óxidos presentes en las superficies de las bandas, que quedan de la fabricación precedente de la citada banda colada y/o laminada en caliente, es laminada en frío en una o más pasadas consecutivas de laminación en frío reduciendo el espesor de la banda en un 10-75% y agrietando…
PROCEDIMIENTO DE FABRICACION, EN CONTINUO, DE UNA BANDA METALICA.
(01/05/2004) Procedimiento de fabricación de una banda metálica a partir de una banda elaborada en caliente, por paso de ésta, en continuo, por una línea de tratamiento que comprende sucesivamente, en un sentido de paso, unos medios (B) de eliminación de la calamina, unos medios de acumulación , unos medios (C) de laminado en frío, un órgano de cizallado y unos medios de bobinado , caracterizado porque, para adaptarse a un cambio de las obligaciones de explotación tal como el cambio de bobina, se hace variar la velocidad de laminado en una gama muy amplia, que puede ir de menos de 1 m/mn a más de 1.000 m/mn y que el laminado en frío se realiza en como máximo tres pasadas, entre unos cilindros de trabajo cuyo diámetro está determinado de manera que, en…
PROCEDIMIENTO PARA REDUCIR LA LONGITUD DE LA CHATARRA AL LAMINAR BANDAS METALICAS UNIDAS POR MEDIO DE COSTURAS DE SOLDADURA Y TREN TANDEM PARA REALIZAR EL PROCEDIMIENTO.
(16/03/2004) Procedimiento para reducir la longitud de la chata rra al laminar bandas metálicas unidas por medio de costuras de soldadura , especialmente al laminar en frío bandas de acero fino austenítico y ferrítico, en un tren tándem continuo con al menos dos cajas de laminación , según el cual - se detiene, o se transporta en marcha muy lenta, la costura de soldadura correspondiente delante de la primera caja de laminación , mientras que la segunda caja de laminación sigue laminando la banda metálica (7b) adelantada con respecto a la costura de soldadura y recibe la banda metálica - a seguir laminando - de un acumulador de banda dispuesto entre ambas cajas de laminación , - se abre la primera caja de laminación y se trans porta la costura de soldadura a través de la primera caja de laminación , - a continuación,…
PROCEDIMIENTO DE ELABORACION, EN UNA LINEA, EN CONTINUO, DE UNA BANDA DE CHAPA LAMINADA DE ACERO INOXIDABLE QUE PRESENTA UN ESTADO SUPERFICIAL MEJORADO.
(01/08/2002). Solicitante/s: USINOR SACILOR. Inventor/es: VEYER, JEAN, TAGALIAN, JOEL, MALINGRIAUX, JEAN-PIERRE, VIALLATTE, BERNARD, TERNISIEN, MICHEL, TETU, BERNARD, GIRAUD, HENRI.
PROCEDIMIENTO DE ELABORACION CONTINUA SOBRE UNA LINEA DE UNA BANDA DE CHAPA LAMINADA INOXIDABLE QUE PRESENTA UN ESTADO DE SUPERFICIE MEJORADO CARACTERIZADO PORQUE LA CHAPA ELABORADA EN CALIENTE ES SOMETIDA PRINCIPALMENTE A: - UN REFRENTADO BAJO TRACCION QUE PRODUCE UN ALARGAMIENTO RESIDUAL DE 1 A 5% PARA FISURAR LA CAPA DE OXIDO Y REFRENTAR LA CHAPA, - UN DECAPADO PRIMARIO QUE ASEGURA LA RETIRADA DE LA CASCARILLA, - UN LAMINADO EN FRIO EN A LO SUMO TRES PASES DE LAMINADO, - UN RECOCIDO FINAL, - UN DECAPADO FINAL, - UN LAMINADO EN FRIO DE TIPO "SKIN PASS".
APARATO Y METODO PARA LA FABRICACION DE LAMINA DE ACERO DE LD.
(01/01/1998). Solicitante/s: HOOGOVENS STAAL B.V.. Inventor/es: VAN KUIJEREN, HERMAN CORNELIS PAULUS, VAN DER LEE, JACOBUS WILHELMUS MARIA, VINK, KLAAS.
APARATO Y METODO PARA LA FABRICACION DE LAMINA DE ACERO DE LD (LAMINADO DOBLE) EN LA QUE HAY DISPUESTO UN HORNO DE RECOCIDO CONTINUO PARA EL RECOCIDO DE LAMINA DE ACERO REDUCIDA EN FRIO QUE PASA CONTINUAMENTE A TRAVES DE DICHO HORNO, Y UNA FRESADORA DE LAMINADO PARA EL LAMINADO EN FRIO DE LA LAMINA DE ACERO DISPUESTA PARA RECIBIR EN LINEA LA SALIDA DE LA LAMINA DE ACERO RECOCIDO DE DICHO HORNO. LA FRESADORA TIENE AL MENOS UN SOPORTE LAMINADOR QUE TIENE AL MENOS UN PAR DE LAMINADORES DE TRABAJO DE LOS CUALES UNO SE ACCIONA EXTERNAMENTE. UN LIQUIDO DE LAMINADO, PREFERIBLEMENTE LIBRE DE ACEITE MINERAL, ES SUMINISTRADO A LA LAMINA QUE SE ESTA LAMINANDO EN LA FRESADORA DE LAMINADO, Y ES RETIRADO DE LA LAMINA ANTES DE LA ENTRADA DE LA LAMINA A ELEMENTOS DE APLICACION DE TENSION HACIA ABAJO.
PROCEDIMIENTO PARA EL ENDURECIMIENTO CONTROLADO POR LAMINADO DE BANDAS DE ACERO DULCE RECOCIDAS BAJO CAMPANA.
(16/06/1982). Solicitante/s: SOCIETE DES FORGES DE BASSE-INDRE.
PROCEDIMIENTO DE ENDURECIMIENTO DE BANDAS PROCEDENTES DE ACERO DE TIPO PREVISTO PARA COLADA EN CONTINUO. LAS CHAPAS DE BOBINA PROCEDENTES DE ACERO DE TIPO PREVISTO PARA COLADA EN CONTINUO SE LLEVAN A ESPESORES DE BANDA POR UNA PRIMERA LAMINACION EN FRIO, RECOCIDAS PARA HACER DESAPARECER LAS ANISOTROPIAS ESTRUCTURALES ENGENDRADAS POR DICHA PRIMERA LAMINACION, ENDURECIDAS A CONTINUACION POR UNA SEGUNDA LAMINACION CON PEQUEÑO ALARGAMIENTO. ESTE ALARGAMIENTO SE REGULA A UN VALOR ENTRE EL 4 Y EL 20 POR 100, REALIZANDOSE LA LAMINACION A TRAVES DE LOS CAJAS SUCESIVAS, DE FORMA QUE DICHO ALARGAMIENTO SE VERIFICA CASI EN SU TOTALIDAD EN LA PRIMERA CAJA. LA BANDA CONFORME ENTRA EN LAS CAJAS Y SE LUBRICA POR PROYECCION DE UNA EMULSION DE ACEITE EN AGUA, SE LAVA CON AGUA Y SE SECA POR INSUFLADO DE AIRE A LA SALIDA DE LA SEGUNDA CAJA.
UN METODO PARA HACER FUNCIONAR UN TREN LAMINADOR Y SU CORRESPONDIENTE TREN LAMINADOR.
(01/11/1976). Solicitante/s: WEAN UNITED, INC..
Resumen no disponible.
APARATO DESTINADO A SER UTILIZADO PARA REDUCIR EL ESPESOR DE UN FLEJE METALICO.
(16/10/1976). Solicitante/s: MARGARDSHAMMAR AB.
Resumen no disponible.
{kind=link}