CIP-2021 : B22F 3/17 : por forjado.
CIP-2021 › B › B22 › B22F › B22F 3/00 › B22F 3/17[1] › por forjado.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B22 FUNDICION; METALURGIA DE POLVOS METALICOS.
B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS.
B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación.
B22F 3/17 · por forjado.
CIP2021: Invenciones publicadas en esta sección.
Método para fabricar un material compuesto de matriz de metal.
(11/12/2019) Un método para fabricar un material compuesto de matriz de metal que comprende:
(a) formar una caja de metal que comprende una placa que forma la parte inferior que tiene una longitud y una anchura, un primer par de placas que forman lados que tienen una longitud y una altura, y un segundo par de placas que forman lados que tienen una longitud y una altura;
(b) mezclar un polvo de metal y un polvo de cerámica para preparar un polvo mezclado;
(c) llenar en exceso la caja de metal con el polvo mezclado, en donde antes de dicho llenado en exceso se coloca un marco o una manga de mazarotaje sobre y/o alrededor de la caja de metal para contener el sobrante de polvo mezclado;
(d) después de dicho llenado en exceso, compactar el polvo mezclado en la caja de metal aplicando presión o fuerza de al menos 13,8 MPa (1 T/in2)…
Procedimiento para la fabricación de una pieza de metal.
(12/09/2018). Solicitante/s: Metec Powder Metal AB. Inventor/es: SLUND, CHRISTER.
Un procedimiento para la fabricación de una pieza de metal, comprendiendo el procedimiento las etapas:
a. compactar polvo de acero esférico aglomerado 5 a una preforma,
b. desbarbar y sinterizar la preforma a una pieza a una temperatura que no exceda de 1275 ºC,
c. realizar una de las siguientes etapas
i. compactar la pieza a una densidad de más del 95 % de la densidad teórica, o
ii. compactar la pieza a una densidad de menos del 95 % de la densidad teórica y sinterizar la pieza a una temperatura que no exceda 1275 ºC a una densidad de más del 95 % de la densidad teórica, y
d. someter la pieza a prensado isostático en caliente a una temperatura que no exceda los 1200 ºC, en el que la compactación en la etapa c) se realiza con compactación a alta velocidad con una velocidad de pistón superior a 2 m/s.
PDF original: ES-2681206_T3.pdf
Boquilla para una válvula de combustible en un motor diésel.
(07/06/2017) Una boquilla para una válvula de combustible para un motor de combustión interna, en particular un motor de cruceta de dos tiempos, boquilla para una válvula de combustible que comprende una cabeza de válvula con una parte central de un acero aleado, y un revestimiento exterior que forma la superficie de la boquilla hacia una cámara de combustión, revestimiento exterior que se ha formado a partir de material de partida particulado de una aleación resistente a la corrosión en caliente que tiene base de níquel, base de cromo o base de cobalto, donde dicho material de partida particulado se ha unido a una capa uniforme, caracterizada…
Un husillo de válvula de escape para un motor de combustión interna y método para su fabricación.
(03/05/2017). Solicitante/s: MAN DIESEL & TURBO, FILIAL AF MAN DIESEL & TURBO SE, TYSKLAND. Inventor/es: HOEG, HARRO, ANDREAS.
Un husillo de válvula de escape para un motor de combustión interna, en particular, un motor de cruceta de dos tiempos, cuyo husillo de válvula de escape comprende una cabeza de válvula con una parte de base de un acero aleado, y un revestimiento externo que forma la superficie del husillo de la válvula hacia una cámara de combustión, cuyo revestimiento externo se ha formado a partir de material de partida particulado de una aleación resistente a la corrosión en caliente que tiene base de níquel, base de cromo o base de cobalto, donde dicho material de partida particulado se ha unido a una capa coherente, caracterizado por que, al menos en la zona de transición hacia la parte de base, las partículas del material particulado del revestimiento externo se han deformado hasta formas ovaladas o alargadas debido al esfuerzo de cizalla provocado al forjar el revestimiento externo y la parte de base, y por qué el revestimiento externo forjado tiene una densidad de al menos 98,0 %.
PDF original: ES-2651311_T3.pdf
Procedimiento de fabricación de piezas metálicas o de material compuesto de matriz metálica resultantes de la fabricación aditiva seguida de una operación de forjado de dichas piezas.
(08/03/2017). Solicitante/s: SAINT JEAN INDUSTRIES. Inventor/es: PERRIER, FREDERIC, DI SERIO,EMILE THOMAS, DUPERRAY,LIONEL, DESRAYAUD,CHRISTOPHE.
Procedimiento de fabricación de una pieza de aleación metálica o de material compuesto de materia metálica, según el cual:
- se realiza una preforma por fabricación aditiva por añadido de material por apilamiento de capas sucesivas,
- se somete la preforma a una operación de forjado en una sola etapa entre dos matrices de cara a la obtención de la forma final de la pieza que se va a obtener,
caracterizado por que la preforma contiene zonas en donde el polvo no está soldado o parcialmente consolidado.
PDF original: ES-2668373_T3.pdf
Polvo de acero de baja aleación.
(19/10/2016). Solicitante/s: HOGANAS AB (PUBL). Inventor/es: BENGTSSON,SVEN, LARSSON,ANNA.
Una composición de polvo a base de hierro que comprende un polvo de acero a base de hierro prealeado que comprende en % en peso:
0,2-1,5 de Cr,
0,05-0,4 de V,
más de 0,15 -0,6 de Mn,
menos de 0,1 de Mo,
menos de 0,1 de Ni,
menos de 0,2 de Cu,
menos de 0,1 de C,
menos de 0,25 de O,
menos de 0,5 de impurezas inevitables,
siendo el resto hierro,
polvo de acero que se mezcla con un 0,35-1% en peso de la composición de grafito y con un 0,05-2% en peso de la composición de lubricantes.
PDF original: ES-2606386_T3.pdf
Procedimiento de fabricación de segmentos diamantados para herramientas de corte.
(15/01/2014) Procedimiento de fabricación por sinterización de un segmento diamantado para una herramienta decorte, que consiste en realizar sucesivamente:
- una mezcla de polvos metálicos con partículas de diamante,
- una preconformación por compresión en frío de la mezcla para obtener una preforma manipulable,
- y una presinterización en caliente la preforma para eliminar los residuos de compactación y desoxidar la preformaal tiempo que se realiza un comienzo de la sinterización,
en el cual la preforma es objeto, después de la presinterización, de una operación de forja mediante la aplicación enmatriz cerrada de una presión mecánica comprendida entre 400 MPa y 700 MPa, siendo el tiempo de aplicación…
Agente para soldadura que contiene fundente soldado a baja temperatura.
(22/08/2012) Un material de soldadura que contiene fundente en forma tridimensional adaptado para soldarse a bajastemperaturas, que se usa para soldar los mismos o diferentes tipos de miembros metálicos entre sí, que comprende:
100 partes en peso de polvo de aleación de Zn que tiene un punto de fusión de 450-500 º5 C, que comprende - 40% de peso de Al, Al+Si, Al+Ag, Al+Cu, Al+Ni, Al+Mn o Al+Sn, y Zn como el resto; y
10-40 partes en peso de polvo de fundente con base de fluoruro de cesio que tiene un punto de fusión de 440-500 ºC, en el que el polvo de fundente comprende 90% en peso o más de CsAlF4 y 10% en peso o menos deLiF o KAlFF4 mezclado entre sí,
en el que los polvos de aleación y de fundente se mezclan entre sí, y después se procesan en una
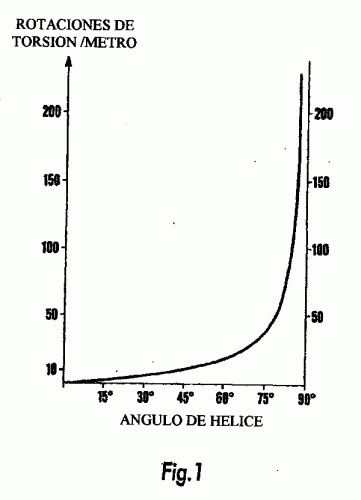
PIEZA BRUTA PARA CAÑONES DE ARMAS, METODO PARA PRODUCIR DICHO CAÑON DE ARMA, Y CAÑON DE ARMA.
(01/10/2005). Ver ilustración. Solicitante/s: DAMASTEEL AKTIEBOLAG. Inventor/es: BILLGREN, PER.
Método para la producción de un cañón para armas, a partir de una barra de acero, caracterizado porque dicha barra de acero es retorcida en una o más etapas de trabajo en caliente, alrededor de su propio eje longitudinal, a un ángulo de paso de 45-90o, después de lo cual la barra es perforada o batida a lo largo de su eje longitudinal.
HERRAMIENTA DE CONFORMACION.
(16/06/2003) Una herramienta de formación del tipo de las que incorporan una matriz con un asiento para el material a formar, un punzón superior axialmente desplazable hacia dentro y hacia fuera de dicho asiento desde un lado de la matriz, un punzón inferior axialmente desplazable hacia dentro y hacia fuera de dicho asiento desde el lado opuesto de la matriz, medios de carga desplazables para introducción de un material en dicho asiento, una prensa de impacto dispuesta para someter el punzón superior a una serie de impactos de compactación, una unidad para suministro de fuerza de accionamiento a la herramienta y un dispositivo de control para controlar el movimiento de las partes desplazables de la herramienta, caracterizada porque la herramienta de formación incorpora…
{kind=link}