Procedimiento de fabricación de segmentos diamantados para herramientas de corte.
Procedimiento de fabricación por sinterización de un segmento diamantado para una herramienta decorte,
que consiste en realizar sucesivamente:
- una mezcla de polvos metálicos con partículas de diamante,
- una preconformación por compresión en frío de la mezcla para obtener una preforma manipulable,
- y una presinterización en caliente la preforma para eliminar los residuos de compactación y desoxidar la preformaal tiempo que se realiza un comienzo de la sinterización,
en el cual la preforma es objeto, después de la presinterización, de una operación de forja mediante la aplicación enmatriz cerrada de una presión mecánica comprendida entre 400 MPa y 700 MPa, siendo el tiempo de aplicación dela citada presión inferior a 5 segundos, y siendo la temperatura de forja inferior a 1000 °C.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2005/000035.
Solicitante: Klaus Eiche Diamantwerkzeuge GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Marie-Curie Str. 10 79211 Denzligen ALEMANIA.
Inventor/es: FALLYER,EMMANUEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/17 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › por forjado.
- B24D3/08 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24D HERRAMIENTAS PARA TRABAJAR CON MUELA, PULIR O AFILAR (cuerpos abrasivos especialmente concebidos para el trabajo en tambor, p. ej. bolas abrasivas B24B 31/14; herramientas de acabado B24B 33/08; herramientas de afinado B24B 37/11). › B24D 3/00 Propiedades físicas de los cuerpos u hojas abrasivas, p. ej. superficies abrasivas de naturaleza especial; Cuerpos u hojas abrasivos caracterizados por sus constituyentes. › con estructura granular fina, p. ej. utilizando un metal con bajo punto de fusión.
- C22C1/05 QUIMICA; METALURGIA. › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › C22C 1/00 Fabricación de aleaciones no ferrosas (por electrotermia C22B 4/00; por electrólisis C25C). › Mezclas de polvo metálico con polvo no metálico (C22C 1/08 tienen prioridad).
- C22C26/00 C22C […] › Aleaciones que contienen diamante.
PDF original: ES-2437994_T3.pdf
Fragmento de la descripción:
Procedimiento de fabricación de segmentos diamantados para herramientas de corte
Ámbito técnico de la invención La invención se refiere a un procedimiento de fabricación por sinterización de un segmento diamantado para una herramienta de corte, que consiste en realizar sucesivamente:
-una mezcla de polvos metálicos con partículas de diamante,
-una preconformación por compresión en frío de la mezcla para obtener una preforma manipulable,
-una presinterización en caliente la preforma para eliminar los residuos de compactación y desoxidar la preforma al 15 tiempo que se realiza un comienzo de la sinterización.
Estado de la técnica La fabricación de segmentos diamantados para herramientas de corte se basa en la metalurgia de polvos, que consiste en consolidar, mediante un efecto térmico y mecánico, polvos metálicos de composición predeterminada con granos de diamante natural o sintético. El producto obtenido es un cuerpo de metal sinterizado que presenta unas características que dependen de la naturaleza de los polvos metálicos de base y de las condiciones de sinterización.
Las diferentes técnicas comúnmente utilizadas para la fabricación de segmentos diamantados son las siguientes:
-Sinterización libre: la consolidación se lleva a cabo en un horno bajo una atmósfera neutra o reductora sin aporte de energía mecánica,
-Sinterización a presión: la consolidación se lleva a cabo en un horno bajo una atmósfera neutra o reductora con aporte de energía adicional por presión (gas o mecánica) .
La técnica de sinterización libre se lleva a cabo a una temperatura comprendida entre 900 °C y 1200 °C, y a presión atmosférica. La duración de los ciclos de fabricación es bastante larga (unas pocas horas) y la compacidad obtenida por el material sinterizado es del orden de entre el 92 % y el 95 %. Por otro lado, la porosidad residual de las piezas después de la sinterización podría degradar la resistencia mecánica del material sinterizado y del diamante. En efecto, la estabilidad térmica del diamante se ve muy afectada cuando la temperatura a presión baja supera los 1000 °C.
La técnica de sinterización con carga mecánica se lleva a cabo a una temperatura comprendida entre 700 °C y 1200 °C, y una presión comprendida entre 250 y 400 bar (25 a 40 MPa) . La duración del ciclo es del orden de 15 minutos y la compacidad se encuentra comprendida entre el 97 % y el 99 %. Esta técnica requiere una importante cantidad de mano de obra y la utilización de pistones de grafito para generar la carga mecánica aumenta el coste de los materiales.
La técnica de sinterización con carga por presión de gas se lleva a cabo a una temperatura comprendida entre 700 °C y 1000 °C, y una presión comprendida entre 2000 y 2500 bar (200 a 250 MPa) . La compacidad obtenida se encuentra entre el 99 % y el 100 %, con duraciones de ciclo de unas pocas horas. Esta técnica también requiere mucha mano de obra, además de cuantiosas inversiones para la instalación de fabricación.
Cualquiera que sea la técnica de sinterización utilizada, las etapas convencionales de fabricación de segmentos diamantados por sinterización son las siguientes:
-mezcla de polvos metálicos con los granos de diamante,
-preconformación de los productos por prensado en frío que provoca la compactación de la mezcla, -ensamblaje de las celdas de sinterización, -sinterización libre o con carga -recuperación de los productos sinterizados, -acabado de los productos sinterizados.
La presencia de diamante en los segmentos diamantados obliga a los fabricantes a trabajar a temperaturas tan bajas como sea posible con el fin de evitar la degradación del diamante. Además, con el objetivo de lograr una vida útil y unas cualidades de corte correctas, la porosidad residual debe ser pequeña, en particular inferior al 2 %.
Estos dos requisitos conducen a las siguientes limitaciones:
• utilización de un procedimiento de sinterización con aplicación de presión;
• utilización de polvos finos y costosos que presenten una granulometría inferior a 50 micrómetros, lo que permite 10 reducir las condiciones de sinterización.
El resultado es un coste adicional muy significativo de la fabricación de segmentos diamantados en comparación con la sinterización libre.
Existen polvos metálicos que se utilizan habitualmente en la metalurgia de polvos, baratos pero más gruesos, en particular por encima de 50 micrómetros. Estos materiales no se pueden utilizar para las herramientas de corte diamantadas, fabricados de acuerdo con una de las técnicas de sinterización descritas anteriormente, dado que la temperatura y la presión utilizadas resultan demasiado bajas para lograr reducir adecuadamente la porosidad de la estructura sinterizada.
El documento CH 471 641 describe un procedimiento de fabricación de herramientas diamantadas que utiliza un polvo comprimido en frío y que contiene un carburo duro y un metal ferroso, siendo la temperatura de impregnación al menos igual a la temperatura de fusión del cobre y como máximo igual a 1130 °C.
El documento FR 1438728 da a conocer un procedimiento de fabricación que consiste en sinterización, forja y tratamiento térmico.
Objeto de la invención Un primer objeto de la invención consiste en desarrollar un procedimiento de fabricación de segmentos diamantados para herramientas de corte, a base de polvos metálicos sinterizados, que permita obtener una estructura homogénea con baja porosidad residual y con propiedades mecánicas mejoradas.
De acuerdo con la invención, este objetivo se logra con el procedimiento de la reivindicación 1, en el cual la preforma es objeto, después de la presinterización, de una operación de forja mediante la aplicación en matriz cerrada de una presión mecánica comprendida entre 400 MPa y 700 MPa, siendo el tiempo de aplicación de la citada presión inferior a 5 segundos, y siendo la temperatura de forja inferior a 1000 °C. La porosidad residual de la pieza forjada es inferior al 2 %.
La matriz se calienta previamente a una temperatura comprendida entre 200 °C y 450 °C, y la presión mecánica de forja se aplica a la preforma por medio del punzón de una prensa. Preferentemente, la preforma es objeto, antes de la presinterización, de un desparafinado entre 420 °C y 560 °C, seguido por un enfriamiento bajo una corriente de nitrógeno.
Un segundo objeto de la invención consiste en la utilización de un polvo metálico barato que contenga hierro como aglutinante en la fabricación de segmentos diamantados por sinterización en caliente, que permita eliminar la porosidad con el fin de aumentar la densidad de la estructura.
Para este fin, el aglutinante comprende una mezcla de entre el 50 % y el 100 % en peso de un polvo de acero que 50 contiene Fe, C, Ni y Mo, con una granulometría inferior a 300 micrómetros, y entre el 0 % y el 50 % en peso un elemento A que puede ser bronce, carburo de wolframio o cualquier otro elemento o compuesto destinado a modificar las características del aglutinante.
La composición del polvo de acero es la siguiente, en % en peso:
-90% -97% de Fe, -0, 01% -0, 1% de C, -1%-3% de Ni, -0, 1% -0, 8% de Mo, -Opcionalmente otros elementos tales como cromo, vanadio o manganeso.
En el caso de que el elemento A sea bronce, la composición del polvo de acero es, preferentemente, en % en peso:
-1, 8%-2% de Ni, -contenido de C inferior al 0, 06 %, -0, 5% -0, 6% de Mo, -0, 15 % -0, 25 % de Mn, -el resto Fe
con el 20 % de bronce. El bronce del elemento A puede ser, ventajosamente, bronce irregular 90/10 con una granulometría inferior a una malla de 400.
En el caso de que el elemento A sea carburo de wolframio, la composición del polvo de acero es, preferentemente, 15 en % en peso:
- 1, 5% -2% de Ni, -1, 35 % -1, 65 % de Cu, -contenido de C inferior al 0, 01 %,
-0, 45%-0, 6% de Mo,
con el 10 % de carburo de wolframio. El carburo de wolframio del elemento A presenta una granulometría inferior a 35 micrómetros.
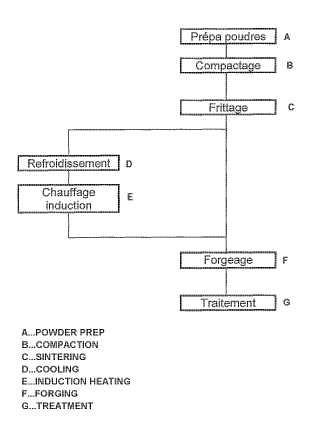
Breve descripción de los dibujos Otras ventajas y características se extraerán más claramente de la descripción que viene a continuación de las formas particulares de realización de la invención, dadas a título de ejemplos no limitativos y representadas en los dibujos anexos, en los que:
La figura 1 es un diagrama sinóptico de las etapas del procedimiento de fabricación de acuerdo con la invención; La figura 2 muestra una vista en sección esquemática de la etapa de forja en matriz cerrada y en caliente.
Descripción detallada de la invención... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación por sinterización de un segmento diamantado para una herramienta de corte, que consiste en realizar sucesivamente:
- una mezcla de polvos metálicos con partículas de diamante, -una preconformación por compresión en frío de la mezcla para obtener una preforma manipulable, -y una presinterización en caliente la preforma para eliminar los residuos de compactación y desoxidar la preforma al tiempo que se realiza un comienzo de la sinterización,
en el cual la preforma es objeto, después de la presinterización, de una operación de forja mediante la aplicación en matriz cerrada de una presión mecánica comprendida entre 400 MPa y 700 MPa, siendo el tiempo de aplicación de la citada presión inferior a 5 segundos, y siendo la temperatura de forja inferior a 1000 °C.
2. Procedimiento de fabricación de acuerdo con la reivindicación 1, caracterizado porque la matriz se calienta previamente una temperatura comprendida entre 200 °C y 450 °C.
3. Procedimiento de fabricación de acuerdo con la reivindicación 1, caracterizado porque la presión mecánica de forja se aplica a la preforma por medio de un conjunto de matriz-punzón. 20
4. Procedimiento de fabricación de acuerdo con la reivindicación 1, caracterizado porque la preforma es objeto, antes de la presinterización, de un desparafinado entre 420 °C y 560 °C.
5. Procedimiento de fabricación de acuerdo con la reivindicación 4, caracterizado porque la preforma se 25 recubre después de su enfriamiento con una capa de grafito para protegerla contra la oxidación.
6. Procedimiento de fabricación de acuerdo con la reivindicación 4, caracterizado porque la preforma se manipula en un flujo de gas para protegerla contra la oxidación.
7. Procedimiento de fabricación de acuerdo con una cualquiera de las reivindicaciones 1 a 6, caracterizado porque la mezcla de polvos metálicos contiene:
-entre el 50 % y el 100 % en peso de un polvo de acero que contiene Fe, C, Ni y Mo, con una granulometría inferior a 300 micrómetros.
35. y entre el 0 % y el 50 % en peso de un elemento A que puede ser bronce, carburo de wolframio o cualquier otro elemento destinado a modificar las características de la matriz metálica.
8. Procedimiento de fabricación de acuerdo con la reivindicación 7, caracterizado porque la composición del polvo de acero es, en % en peso:
- 90% -97% de Fe, -0, 01% -0, 1% de C, -1%-3% de Ni, -0, 1% -0, 8% de Mo.
9. Procedimiento de fabricación de acuerdo con la reivindicación 8, caracterizado porque el polvo de acero contiene además entre el 0, 1 % y el 0, 8 % de Mn.
10. Procedimiento de fabricación de acuerdo con la reivindicación 9, caracterizado porque la 50 composición del polvo de acero es, en % en peso:
- 1, 8% -2% de Ni, -contenido de C inferior al 0, 06 %, -0, 5% -0, 6% de Mo,
-0, 15%-0, 25% de Mn, -el resto Fe con el 20 % de bronce.
11. Procedimiento de fabricación de acuerdo con la reivindicación 8, caracterizado porque la composición del polvo de acero contiene entre el 1 % y el 2 % de Cu.
12. Procedimiento de fabricación de acuerdo con la reivindicación 11, caracterizado porque la 5 composición del polvo de acero es, en % en peso:
- 1, 5% -2% de Ni, -1, 35 % -1, 65 % de Cu, -contenido de C inferior al 0, 01 %,
-0, 45%-0, 6% de Mo,
con el 10 % de carburo de wolframio.
13. Procedimiento de fabricación de acuerdo con la reivindicación 10, caracterizado porque el bronce del 15 elemento A es bronce irregular 90/10.
14. Procedimiento de fabricación de acuerdo con la reivindicación 12, caracterizado porque el carburo de wolframio del elemento A presenta una granulometría inferior a 35 micrómetros.
15. Procedimiento de fabricación de acuerdo con la reivindicación 1, caracterizado porque la temperatura de forja se encuentra comprendida, preferentemente, entre 750 °C y 900 °C.
16. Procedimiento de fabricación de acuerdo con la reivindicación 1, caracterizado porque la porosidad
residual de la pieza forjada es inferior al 2 %. 25
Patentes similares o relacionadas:
Un cuerpo de borocarburo de tungsteno de hierro para aplicaciones de blindaje nuclear, del 8 de Enero de 2020, de Hyperion Materials & Technologies (Sweden) AB: Un cuerpo que consiste en los siguientes elementos en porcentaje atómico (en %): Boro 21 - 41; Hierro 25 - 35; Cromo 2 - 4; […]
Carburo cementado de peso ligero para componentes con erosión por flujo, del 18 de Septiembre de 2019, de Hyperion Materials & Technologies (Sweden) AB: Un carburo cementado para componentes de manipulación de fluidos y anillos de sellado, teniendo el carburo cementado una composición que comprende: […]
Polvo y recubrimiento resistentes a la corrosión, del 17 de Abril de 2019, de PRAXAIR S.T. TECHNOLOGY, INC.: Un polvo resistente a la corrosión útil para su deposición a través de dispositivos de pulverización térmica, consistiendo el polvo, en porcentaje en peso, en 30 a 50 % de […]
Método de preparación de un material compuesto de tipo cermet usando una resina de intercambio de iones, del 27 de Febrero de 2019, de COMMISSARIAT A L'ENERGIE ATOMIQUE ET AUX ENERGIES ALTERNATIVES: Metodo de preparacion de un cermet que comprende un oxido ceramico que comprende uno o varios elemento(s) quimico(s), y que comprende al menos […]
Un componente absorbente de neutrones y un método para producir un componente absorbente de neutrones, del 21 de Enero de 2019, de WESTINGHOUSE ELECTRIC SWEDEN AB: Componente absorbente de neutrones , que comprende un núcleo que consiste en un primer material y una capa que consiste en un segundo material, […]
Componente combustible y procedimiento de producción de un componente combustible, del 4 de Octubre de 2017, de WESTINGHOUSE ELECTRIC SWEDEN AB: Componente combustible adaptado para ser utilizado en reactores de fisión, que comprende un núcleo que consiste en un primer material, y una capa […]
Componente de reactor, del 5 de Abril de 2017, de WESTINGHOUSE ELECTRIC SWEDEN AB: Componente de reactor adaptado para ser utilizado en reactores de fisión, que comprende un núcleo que consiste en un primer material y una capa que consiste […]
Método para producir un polvo de carburo cementado o de metal cerámico usando un mezclador acústico resonante, del 4 de Enero de 2017, de SANDVIK INTELLECTUAL PROPERTY AB: Un método para producir una pieza de carburo cementado o de metal cerámico, que comprende las etapas de: - formar una mezcla de polvo que comprende polvos que forman […]