CIP-2021 : C21D 9/08 : para cuerpos tubulares o tuberías.
CIP-2021 › C › C21 › C21D › C21D 9/00 › C21D 9/08[1] › para cuerpos tubulares o tuberías.
Notas[t] desde C21 hasta C30: METALURGIA
C QUIMICA; METALURGIA.
C21 METALURGIA DEL HIERRO.
C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B).
C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
C21D 9/08 · para cuerpos tubulares o tuberías.
CIP2021: Invenciones publicadas en esta sección.
Tubo de acero sin costuras para acumuladores de bolsa de aire y procedimiento para la producción del mismo.
(19/09/2012) Un tubo de acero sin costuras para un acumulador de bolsa de aire caracterizado por tener una composición deacero que consiste, en % en masa, en C: 0,08 - 0,20 %, Si: 0,1 - 1,0 %, Mn: 0,6 - 2,0 %, P: como máximo un0,025 %, S: como máximo un 0,010 %, Cr: 0,05 - 1,0 %, Mo: 0,05 - 1,0 %, Al: 0,002 - 0,10 %, por lo menos uno deentre Ca: 0,0003 - 0,01 %, Mg: 0,0003 - 0,0 1 % y REM (metales de tierras raras): 0,0003 - 0,01 %, por lo menos unode entre Ti: 0,002 - 0,1 % y Nb: 0,002 - 0,1 %, opcionalmente, uno o más de Cu: 0,05 - 0,5 % y Ni: 0,05 - 1,5 %,estando el Ceq, que se define mediante la siguiente ecuación , en el intervalo de 0,45 - 0,63, y un resto de Fe eimpurezas, siendo la estructura metalúrgica una estructura mixta de ferrita + bainita que tiene una fracción de áreade la bainita de, por lo…
Composición de acero para usos especiales, especialmente en el campo del automóvil.
(07/03/2012) Utilización de una composición de acero que presenta las siguientes cantidades, donde los porcentajes se expresan en peso:
Carbono: 0,04 a 0,20%
Silicio: 1,00 a 2,50%
Cromo: 16,0 a 25,0%
Níquel: 8,0 a 15,0%
Nitrógeno: 0,10 a 0,20%
Cerio: 0,03 a 0,08%
y las cantidades suplementarias eventuales siguientes:
Manganeso: 1,00% como máximo
Fósforo: 0,045% como máximo
Azufre: 0,030% como máximo
estando constituido el complemento por Fe e impurezas eventuales, para la fabricación de un tubo de circuito de reciclaje de gas de escape (circuito EGR), en el que el tubo presenta una resistencia elevada a la fatiga por calor que se expresa en número de ciclos que supera 1.000.000 de ciclos, a temperaturas de al menos 700°C, bajo tensiones de 300 MPa en estado recocido y 800 MPa en…
PROCEDIMIENTO DE FABRICACIÓN Y MONTAJE DE SERPENTINES DE RECALENTADOR DE GENERADORES DE VAPOR.
(10/05/2011) Procedimiento de fabricación de serpentines de recalentador y sus tubos de unión, así como de montaje de los mismos dentro de las paredes de tubos de un generador de vapor, en donde los serpentines están formados al menos por respectivos tubos rectos y codos y los tubos de unión están formados al menos con un respectivo casquillo montado sobre el lado exterior del tubo de unión , en donde el procedimiento comprende los pasos siguientes: a) preparación en fábrica de los tubos rectos , los tubos para los codos y los tubos para los tubos de unión , hechos de aleaciones a base de níquel que se endurecen por precipitación y en estado recocido…
PROCEDIMIENTO DE FABRICACION DE UN PERFIL TUBULAR RIGIDO EN FLEXION Y ELASTICO EN TORSION.
(09/03/2010) Procedimiento para la fabricación de un perfil tubular rígido a la flexión y elástico a la torsión como traviesa para un eje trasero de bielas acopladas de un automóvil de turismo, en el que un tubo de acero cementado se conforma, en primer lugar, elásticamente a la torsión en la sección (c) longitudinal media por medio de una conformación en frío en forma de U, asegurándose secciones (a) terminales rígidas a la torsión, después de lo cual el perfil tubular realizado de ese modo se somete a un endurecimiento de la capa superficial en las secciones (b) de transición, entre la sección (c) longitudinal media conformada en forma de…
PROCEDIMIENTO Y DISPOSITIVO PARA ENFRIAR RAPIDAMENTE PIEZAS DE TRABAJO.
(12/02/2010) Procedimiento para enfriar una pieza de trabajo , en el que se introduce la pieza de trabajo en una zona de refrigeración que limita con una caja fría , y en el que se alimenta un medio refrigerante a la caja fría , comprendiendo el medio refrigerante un gas licuado o una mezcla de gases licuados, cuyo calor de evaporación se emplea para refrigerar la caja fría y para refrigerar la superficie de la pieza de trabajo , caracterizado porque el medio refrigerante sale de la caja fría por una o varias boquillas y es conducido a la zona de refrigeración a través de dicha boquilla o boquillas
PROCEDIMIENTO Y DISPOSITIVO PARA EL TRATAMIENTO TERMICO DE UNA CAJA ENVOLVENTE PARA UN ELEMENTO DE COMBUSTIBLE, REALIZADA EN UNA ALEACION DE CIRCONIO.
(04/02/2010) Procedimiento para el tratamiento térmico de una caja para un elemento de combustible, de Zircaloy, en el que dicha caja es desplazada de forma continua con respecto al dispositivo de tratamiento térmico, y es calentada por secciones longitudinales con ayuda de una zona de calentamiento por inducción periférica en la región de fase beta, y en el que el tramo longitudinal calentado de este modo es enfriado a una temperatura de la zona de fase alfa en una zona de refrigeración , después de haber abandonado la zona de calentamiento , caracterizado porque el tratamiento térmico es efectuado con ayuda, como mínimo, de dos dispositivos…
PROCEDIMIENTO DE FABRICACION DE TUBOS SOLDADOS Y TUBO ASI OBTENIDO.
(16/06/2006) Procedimiento de fabricación de un tubo soldado, del tipo que comprende una etapa final de estirado o de hidroformado, caracterizado porque: - se procede a la elaboración de una aleación de composición, expresada en porcentajes ponderales: - C < 2%; - Mn comprendido entre 10 y 40%, con Mn% > 21, 66 9, 7 C%; - Si < 5%, preferentemente < 1%, óptimamente < 0, 5%; - S < 0, 3%, preferentemente < 0, 05%, óptimamente < 0, 01%; - P < 0, 1%, preferentemente < 0, 05%; - Al < 5%, preferentemente < 0, 1%, óptimamente < 0, 03%; - Ni < 5%, preferentemente < 2%; - Mo < 5%, preferentemente < 1%; - Co < 3%, preferentemente < 1%; - W < 2%, preferentemente < 0, 5%; - Cr < 5%, preferentemente < 1%; - Nb < 1%, preferentemente < 0, 1%; - V < 1%, preferentemente < 0, 1%; - Cu < 5%, preferentemente < 1%; - N < 0, 2%, preferentemente < 0, 1%,…
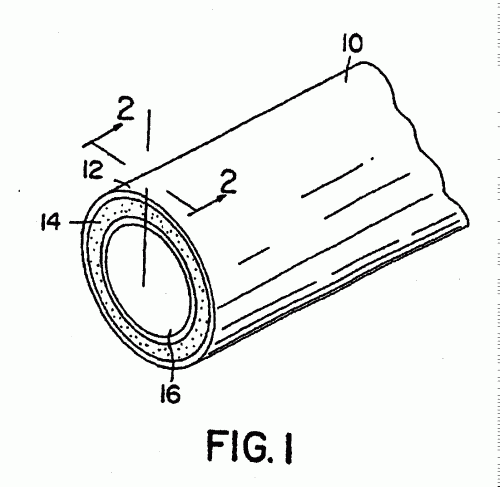
ESTRUCTURA TUBULAR COMPUESTA Y MULTICAPAS Y METODO PARA SU FABRICACION.
(16/05/2006). Ver ilustración. Solicitante/s: STENT TECHNOLOGIES, INC. Inventor/es: ECKERT, JOHN, K., FARINA, JEFFREY, M., GADDA, JOSEPH, P., KELLY, JEFFREY, C., THOMAS, JOHN, G.
Estructura tubular, compuesta y multicapas para usar como endoprótesis en intervenciones quirúrgicas, que comprende una capa interior , una capa media y una capa exterior , caracterizada porque: (a) la capa exterior comprende un material biocompatible; (b) la capa media comprende un material radiopaco; y (c) la capa interior comprende un material biocompatible. y en la que la capa media , (i) se deposita sobre la superficie exterior de la capa interior y se une metalúrgicamente a la capa exterior ; o (ii) se deposita sobre la superficie interior de la superficie exterior y se une metalúrgicamente a la capa interior , o (iii) se une metalúrgicamente a la capa interior y a la capa exterior.
UTILIZACION DE UNA ALEACION DE ACERO PARA LA FABRICACION DE TUBOS DE ACERO SIN COSTURA, DE ALTA RESISTENCIA.
(01/03/2004). Ver ilustración. Solicitante/s: V & M DEUTSCHLAND GMBHH. Inventor/es: VON HAGEN, INGO, NIEDERHOFF, KURT, KOSCHLIG, BERNHARD, PARDUN, MARKUS.
Utilización de una aleación de acero que contiene (% en peso) C 0, 12-0, 25 % Si = 0, 40 % Mn 1, 20-1, 80 % P = 0, 025 % S = 0, 010 % Al 0, 01-0, 06 % Cr 0, 20-0, 50 % Mo 0, 20-0, 50 % V 0, 03-0, 10 % Cu = 0, 20 % N = 0, 02 % resto hierro e impurezas habituales como material para la producción de tubos de acero sin costura, soldables, de alta resistencia, como tubos para construcción, por laminación en caliente y subsiguiente bonificado, con la condición de que la aleación de acero contenga adicionalmente 0, 30-1, 00% de W y un contenido en Ni, eventualmente presente, que no sea superior al 0, 20%.
METODO DE FABRICACION DE CAMISAS DE PASADORES DE EYECTORES.
(01/03/2003). Solicitante/s: D-M-E COMPANY. Inventor/es: LAWRENCE, DAVID, E.
Un método para fabricar una camisa de eyector a partir de un material tubular preformado que tiene un diámetro exterior ligeramente mayor que un diámetro acabado y un diámetro interior ligeramente menor que un diámetro de ajuste preciso, que comprende las etapas de: cortar el material tubular en una camisa de una longitud predeterminada; agrandar una parte de la longitud del diámetro interno de la camisa para proporcionar un diámetro con huelgo, dejando la parte restante del diámetro interno ligeramente menor que el diámetro de ajuste preciso; ejecutar una operación de endurecimiento de la camisa tubular; mecanizar el diámetro exterior para generar el diámetro de acabado; ejecutar el acabado de la cara terminal de la camisa adyacente al diámetro interno menor; y mecanizar el diámetro interno menor para generar el diámetro de ajuste preciso.
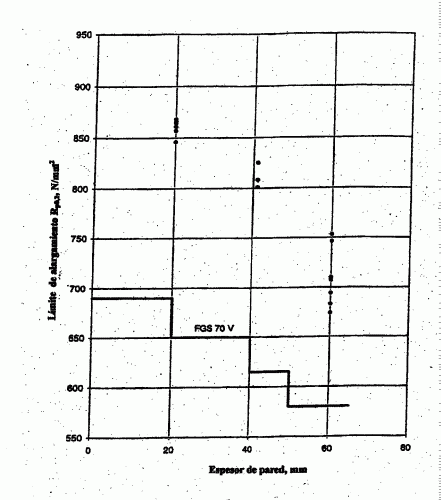
TUBOS PARA LA FABRICACION DE ESTABILIZADORES Y FABRICACION DE ESTABILIZADORES A PARTIR DE DICHOS TUBOS.
(16/10/2001) LA INVENCION TRATA DE LA UTILIZACION DE UNA ALEACION DE ACERO PARA TUBOS PARA LA FABRICACION DE ESTABILIZADORES PARA VEHICULOS, UN ESTABILIZADOR HECHO DE ESTA ALEACION DE ACERO Y PROCEDIMIENTO PARA LA FABRICACION DE ESTABILIZADORES. PARTIENDO DE LO QUE HACE FALTA QUE TENGA DE PROPIEDADES MECANICAS, TENIENDO QUE TENER UNA RESISTENCIA A LA TRACCION (R{SUB,M}) ENTRE 1100 N/MM{SUP,2} A 1600 N/MM{SUP,2}, UN LIMITE A LA DILATACION DE 0,2 % R{SUB,P0,2} ENTRE 900 N/MM{SUP,2} A 1300 N/MM{SUP,2} Y UN ALARGAMIENTO DE ROTURA A{SUB,5} ENTRE 6 % Y 15 %, Y TENIENDO TAMBIEN EN CUENTA LA NECESIDAD DE UNA FABRICACION ECONOMICA DE ESTABILIZADORES, SE PROPONE LA UTILIZACION DE UNA ALEACION DE ACERO PARA TUBOS PARA FABRICAR ESTABILIZADORES, CON LAS SIGUIENTES…
TRATAMIENTO TERMICO Y FORJA DE ACEROS INOXIDABLES MARTENSITICOS DE MUY ALTO CONTENIDO EN CARBONO, PARA LA OBTENCION DE ESTRUCTURAS ANFIBRADAS.
(01/05/2000) Tratamiento térmico y forja de aceros inoxidables martensíticos de muy alto contenido en carbono, para la obtención de estructuras enfibradas. La presente invención se refiere a un proceso para la forma en caliente de aceros inoxidables martensíticos con altos contenidos en carbono, que oscilan entre el ,2 y el 2,1 % en masa de este elementos y en cromo que superan el 12 % en masa para la obtención de estructuras enfibradas. El procedimientos propuesto se realiza en seis etapas: 1) Fabricación y corte de la pletina, chapa o redondo. 2) Calentamiento a muy alta temperatura seguido de enfriamiento lento, en atmósfera protegida de argón, o con la pieza introducida en un crisol de alúmina refractaria sellado,…
PROCEDIMIENTO PARA LA COCHURA DE TUBOS Y DISPOSITIVO PARA LA REALIZACION DEL PROCEDIMIENTO.
(01/07/1999). Solicitante/s: STROBEL, KLAUS, DIPL.-ING. Inventor/es: STROBEL, KLAUS.
PARA EL RECOCIDO DE TUBOS , QUE SON PRESIONADOS DE FORMA ISOSTATICA A PARTIR DE UNA MASA CERAMICA, SE HA PREVISTO PARA LA REDUCCION DE LA CONFORMACION PREVIA O DEL DOBLADO DE ESTOS TUBOS , QUE EL TUBO A SER RECOCIDO ESTE SUJETO SOBRE UN RODILLO ACCIONADO DE FORMA GIRATORIA Y APOYADO EN VOLADIZO CON UN DIAMETRO MENOR QUE EL DIAMETRO INTERIOR DEL TUBO, Y QUE SE GIRE MEDIANTE ROTACION DEL RODILLO DE FORMA QUE LA UNIDAD DE ROTACION SE ELEVE EN UNA RANURA LATERAL EN EL HORNO DE RECOCIDO, EN DONDE SE SUJETA DURANTE LA DURACION DEL PROCESO DE RECOCIDO.
PROCEDIMIENTO DE TEMPLE BETA MEJORADO PARA REVESTIMIENTO DE COMBUSTIBLE NUCLEAR.
(16/10/1998). Solicitante/s: SIEMENS POWER CORPORATION. Inventor/es: BUSCH, RAYMOND, A.
UN PROCESO DE AMORTIGUACION DE FASE BETA Y APARATO PARA TRATAMIENTO EN CALIENTE DE ENCAMISADO TUBULAR PARA COMBUSTIBLE NUCLEAR QUE EMPLEA LOS PASOS DE APLICAR CALOR A AL MENOS UNA PORCION DE LA SUPERFICIE EXTERIOR DEL REVESTIMIENTO PARA ELEVAR LA TEMPERATURA SOBRE EL NIVEL DE LA TRANSFORMACION DE LA FASE BETA MIENTRAS SUMINISTRA UN MEDIO DE REFRIGERACION QUE COMPRENDE UNA CANTIDAD CONTROLADA DE GOTITAS DE AGUA EN UN GAS FLUYENTE (TAL COMO NITROGENO) A UNA PORCION DE LA SUPERFICIE INTERIOR DEL REVESTIMIENTO PARA MANTENER LA SUPERFICIE INTERIOR A UNA TEMPERATURA POR DEBAJO DE UNA TEMPERATURA EN LA QUE SE PRODUCE OXIDACION O CRECIMIENTO DE GRANO INDESEADOS. DESPUES DE ESTO, LA PORCION CALENTADA DE LA SUPERFICIE EXTERNA ES AMORTIGUADA APLICANDO UN FLUIDO DE REFRIGERACION PARA REDUCIR LA TEMPERATURA RAPIDAMENTE A UN NIVEL PARA MANTENER LA ESTRUCTURA DE GRANO METALURGICO DESEADA QUE RESULTA DE LA TRANSICION DE FASE BETA.
DISPOSITIVO PARA TEMPLAR TUBOS DE ACERO.
(16/06/1997). Solicitante/s: MANNESMANN S.A. Inventor/es: DREISTEIN, WERNER FRIEDRICH, ALENCAR, PAULO FERREIRA, LOUZADA, EDESIO EDMUR DUARTE, TITZE, EBERHARD ERWIN.
SE DESCRIBE UN APARATO PARA TEMPLAR TUBOS DE ACERO COMPUESTO POR UN TANQUE DE INMERSION PARA LIQUIDO REFRIGERANTE, UN CHASIS PARA SOPORTAR EL TUBO A TEMPLAR EN EL TANQUE , MEDIOS PARA DESPLAZAR EL CHASIS DESDE UNA POSICION SUSPENDIDA POR ENCIMA DEL TANQUE A OTRA EN LA QUE TUBO ESTA DEBAJO DEL TANQUE, MEDIOS (3I, 4I) PARA MANTENER EL TUBO EN EL CHASIS, DE FORMA QUE NO FLOTE Y UNA TOBERA DE INYECCION DE LIQUIDO REFRIGERANTE AJUSTABLE A UN EXTREMO DEL TUBO PARA INYECTAR EL LIQUIDO REFRIGERANTE EN EL TUBO. EL INVENTO PROPORCIONA UN SOPORTE DEL INYECTOR ACCIONABLE PARA ACOPLAR LA TOBERA AL EXTREMO DEL TUBO EN LA POSICION SUPERIOR Y QUE LE PERMITE ACOMPAÑAR AL TUBO A LA SEGUNDA POSICION. EL INVENTO ADEMAS SE REFIERE A UN METODO PARA TEMPLAR TUBOS DE ACERO, EN EL QUE LA INMERSION Y LA INYECCION DE LIQUIDO REFRIGERANTE SE EFECTUAN DE MANERA SIMULTANEA.
DISPOSITIVO PARA ENFRIAR PIEZAS TRATADAS TERMICAMENTE.
(01/12/1994). Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: AUTENRIETH, HEINZ.
DISPOSITIVO PARA ENFRIAR PIEZAS TRATADAS TERMICAMENTE, CON UN ESPACIO DE DISTRIBUCION DE REFRIGERANTE DEL QUE BIFURCAN CONDUCTOS DE DISTRIBUCION, CARACTERIZADO PORQUE LOS ELEMENTOS ANULARES QUE PRESENTAN CONDUCTOS DE DISTRIBUCION SE PUEDEN INSERTAR EN LA CARCASA QUE CIRCUNDA AL MENOS PARCIALMENTE AL ESPACIO DE DISTRIBUCION DE REFRIGERACION.
PROCESO PARA TRATAMIENTO TERMICO DE UN TUBO DE UN CAMBIADOR DE CALOR RODEADO POR UNA PLACA SOPORTE.
(16/05/1993). Solicitante/s: WESTINGHOUSE ELECTRIC CORPORATION. Inventor/es: CHENG, WENCHE WAYNE, ELDER, GEORGE GARY.
UN PROCESO PARA TRATAR T/ERMICAMENTE COPN RAPIDEZ Y UNIFORMIDAD UNA SECCION DE TUBERIA DE UN TUBO DE UN CAMBIADOR DE CALOR QUE TIENE UN DISIPADOR DE CALOR TAL COMO UNA PLACA SOPORTE. EL PROCEDIMIENTO UTILIZA UN CONJUNTO DE CALENTADOR RADIANTE CAPAZ DE DIRIGIR EL CALOR DESDE UNA ZONA CUYA LONGITUD ES MENOR QUE LA LONGITUD DE LA SECCION DE LA TUBERIA QUE SE HA DELIBERAR DE TENSIONES, Y GENERALMENTE COMPRENDE LA ETAPA DE ACTUACION DEL CONJUNTO DEL CALENTADOR Y DESLIZAMIENTO DEL MISMO ETAPA POR ETAPA ENTRE LOS EXTREMOS DE LA SECCION DEL TUBO DURANTE INTERVALOS DE TIEMPO CONOCIDOS CON EL FIN DE CALENTAR LA SECCION DE TUBO CON CONDUCTIVIDAD TERMICA NO HOMOGENEA HASTA UNA TEMPERATURA QUE ES SUSTANCIALMENTE UNIFORME A LO LARGO DE SU LONGITUD A PESAR DE PERDIDAS DECALOR CONDUCTOR A TRAVES DE LAPLACA SOPORTE. EL PROCEDIMIENTO PERMITE LIBERAR DE TENSIONES FACIL Y RAPIDAMENTE A LOS TUBOS DE LOS CAMBIADORES DE CALOR EN UN GENERADOR DE VAPOR NUCLEAR.
PROCESO DE ENDURECIDO DE UN CUERPO HUECO CILINDRICO DE ACERO.
(16/06/1992). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: VON HAGEN, INGO, DR.-ING., PRASSER, CHRISTOPH, DR.-ING., HENGSTENBERG, WOLFGANG, DIPL.-ING., LUDECKE, WILHELM, PROCHASKA, KLAUS, DR. ING.
LA PATENTE AFECTA A UN PROCESO DE ENDURECIDO DE UN CUERPOO CILINDRICO HUECO DE ACERO, EN ESPECIAL DE UN TUBO DE ACERO, EN EL MARCO DE UN TRATAMIENTO DE MEJORA, EN EL QUE SE ENFRIA EL CUERPO HUECO DE LA TEMPERATURA DE AUSTENITIZACION EN UNA BARRA DE REFRIGERANTE, EN ESPECIAL EN UN BAÑO DE AGUA,DE FORMA QUE SE DISPONGA EL CUERPO HUECO CON SU EJE LONGITUDINAL PARALELO AL NIVEL DE BAÑO DEL REFRIGERANTESD, SIENDO SUMERGIDA SOLO UNA PARTE DE LA SUPERFICIE. EL CUERPO HUECO SE GIRA ENTONCES ALREDEDOR DE SU EJE LONGITUDINAL. PARA CITAR UN PROCESO Y UNA INSTALACION PARA LA EJECUCION DEL MISMO, CON EL QUE SE INTENSIFICA Y HOMOGENIZA SENSIBLEMENTE EL ENFRIAMIENTO DE CUERPOS HUECOS POR INMERSION GIRATORIA, SE PROPONE QUE EL REFRIGERANTE INMEDIATAMENTE POR DEBAJO DEL CUERPO HUECO SE AGITE AL MENOS TEMPORALMENTE.
PROCEDIMIENTO PARA ENDURECER UN CUERPO HUECO.
(01/02/1992). Solicitante/s: MANNESMANN AKTIENGESELLSCHAFT. Inventor/es: VON HAGEN, INGO, DR.-ING., PRASSER, CHRISTOPH, DR.-ING., NICKEL, WILHELM, DIPL.-ING.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA ENDURECER UN CUERPO CILINDRICO HUECO, EN ESPECIL UN RECIPIENTE. PARA ABREVIAR LOS TIEMPOS DE ENFRIAMIENTO SE VARIA EL NUMERO DE REVOLUCIONES DE LA ROTACION DURANTE EL TRATAMIENTO DE ENDURECIMIENTO DE MODO QUE DICHO NUMERO DE REVOLUCIONES DESPUES DE ALCANZAR LA TEMPERATURA DE RIGIDEZ MARTENSITICA EN LA SONA SUPERFICIAL EXTERIOR DEL CUERPO SEA NOTABLEMENTE SUPERIOR AL NUMERO DE REVOLUCIONES ANTES DE ALCANZAR LA TEMPERATURA DE RIGIDEZ MARTENSITICA.
DISPOSITIVO PARA EL TEMPLE INTERIOR Y EXTERIOR DE PIEZAS TUBULARES.
(16/04/1991). Solicitante/s: STEIN HEURTEY. Inventor/es: BRAUD, YVES, FROMENTIN, JEAN, SIMONNOT, MAURICE.
DISPOSITIVO DESTINADO A ASEGURAR EL TEMPLE INTERIOR Y EXTERIOR DE PIEZAS METALICAS TUBULARES Y MAS ESPECIALMENTE DE TUBOS EN ACERO CARACTERIZADO PORQUE COMPRENDE SUCESIVAMENTE EN EL SENTIDO DEL AVANCE: -UNA SERIE DE NILLOS DE TEMPLE PRIMARIO (12A, 12B, 12C, 12D) A TRAVES DE LOS CUALES PASA EL TUBO (T) A TEMPLAR; -UN LLENO DE UN LIQUIDO DE TEMPLE Y CON UN ORIFICIO DE ENTRADA PARA EL TUBO A TEMPLAR, ESTANDO DOTADO ESTE ORIFICIO DE UNA VALVULA DE OBTURACION ESTANCO Y DE AL MENOS UN ANILLO DE TEMPLE A ALTA PRESION -UNA VARIEDAD DE RODILLOS (10' Y DE GUIA (29 DISPUESTOS EN EL PARA LA TRAYECTORIA GIRANDO DEL TUBO (T') QUE ATRAVIESA DICHO , QUE ASEGURAN EL TEMPLE INTERNO BAJO PRESION DEL TUVO QUE ATRAVIESA - QUE ASEGURAN LA RECUPERACION DEL LIQUIDO EVACUANDO DEL SU FILTRACION, RECOGIDA Y ELEVACION EN PRESION, PARA POR UNA PARTE, LA ALIMENTACION DEL, Y POR OTRA PARTE LA LIMENTACION BAJO ESTA PRESION DE LOS ANILLOS DE TEMPLE Y LOS DE TEMPLE INTERNO BAJO PRESION.
DISPOSITIVO DE CALENTAMIENTO EN PARTICULAR PARA EL TRATAMIENTO TERMICO DE UN TUBO DE PEQUEÑO DIAMETRO Y DE FORMA CURVA Y UTILIZACION DE ESE DISPOSITIVO.
(01/01/1991). Solicitante/s: FRAMATOME. Inventor/es: JACQUIER, PAUL.
EL ELEMENTO DE CALENTAMIENTO COMPORTA UN ENRROSCAMIENTO HECOIDAL CONSTITUIDO A PARTIR DE UN HILO DE RESISTENCIA DE CALENTAMIENTO. EL HILO DE CALENTAMIENTO CONSTIUYE EL ALMA CENTRAL DE UN CABLE COAXIL Y COMPORTA UN DESARROLLO ESTERNO TUBULAR METALICO Y UN AISLANTE INTERCALADO ENTRE EL ALMA CENTRAL Y EL DESARROLLO EXTERNO. EL CABLE COAXIAL CONSTITUYE UN ENRROSCAMIENTO HELICOIDAL . ELDISPOSITIVO PUEDE UTILIZARSE EN PARTICULAR PARA EL TRATAMIENTO TERMICO DE PEQUEÑAS CIMBRAS DE UN HAZ DE UN GENRADOR DE VAPOR DE UN REACTOR NUCLEAR DE AGUA BAJO PRESION.
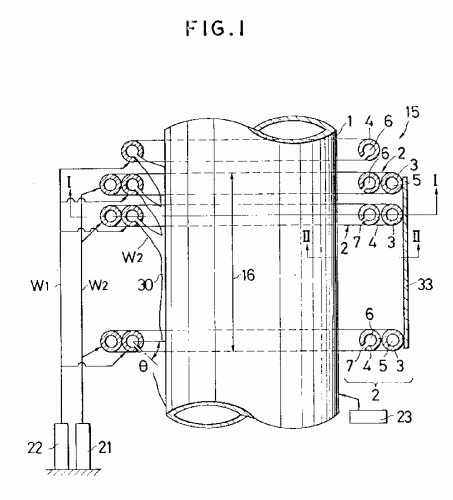
BOBINA DE CALENTAMIENTO POR INDUCCION PARA EL TRATAMIENTO TERMICO DE TUBOS METALICOS.
(16/03/1989). Ver ilustración. Solicitante/s: ISHIKAWAJIMA-HARIMA HEAVY INDUSTRIES CO., LTD.. Inventor/es: TANAKA, YASUHIRO, UMEMOTO, TADAHIRO, FUKAZAWA, CHIYOMITSU.
BOBINA DE CALENTAMIENTO POR INDUCCION PARA EL TRATAMIENTO TERMICO DE TUBOS METALICOS. SE DESCRIBE UNA BOBINA DE CALENTAMIENTO POR INDUCCION PARA EL TRATAMIENTO TERMICO DE TUBOS METALICOS MEDIANTE LA CREACION DE ESFUERZOS RESIDUALES DE COMPRESION EN LA SUPERFICIE EXTERNA DEL TUBO METALICO. LA BOBINA DE CALENTAMIENTO POR INDUCCION ESTA ADAPTADA PARA RODEAR EL TUBO METALICO A UNA CIERTA DISTANCIA DEL MISMO, E INCLUYE UNA PLURALIDAD DE ELEMENTOS CONDUCTORES ELECTRICOS HUECOS DE FORMA TOROIDAL PARA CALENTAR POR INDUCCION EL TUBO METALICO ASI COMO UNA PLURALIDAD DE TUBOS DE AGUA HUECOS DE FORMA TOROIDAL QUE INCLUYEN UN NUMERO CONSIDERABLE DE BOQUILLAS PARA PROYECTAR AGUA DE REFRIGERACION HACIA EL TUBO METALICO FORMANDO EN EL UNA PELICULA DE AGUA UNIFORME, ESTANDO LAS BOQUILLAS INCLINADAS RESPECTO A LA DIRECCION LONGITUDINAL DEL TUBO METALICO.
UN METODO DE CALENTAMIENTO PARA EFECTUAR UN TRATAMIENTO DE ATENUACION DE TENSION RESIDUAL DE JUNTAS SALDADAS EN UNA TUBERIA.
(01/05/1987). Solicitante/s: DAIICHI KOSHUHA KOGYO KABUSHIKI KAISHA ISHIKA-WAJIMA-HARIMA JUKOGYO KABUSHIKI KAISHA.
METODO DE CALENTAMIENTO PARA EFECTUAR UN TRATAMIENTO DE ATENUACION DE TENSION RESIDUAL DE JUNTAS SOLDADAS EN UNA TUBERIA. CONSISTE EN SELECCIONAR UNA PLURALIDAD DE BOBINAS CALENTADORAS POR INDUCCION, CADA UNA DE LAS CUALES ESTA DIVIDIDA EN SECCIONES ; UNIR DICHAS BOBINAS A MEDIOS ESPACIADORES COMUNES DE MODOS QUE PUEDA SER VARIADA UNA DISTANCIA ENTRE UNA SUPERFICIE EXTERNA DE UNA JUNTA SOLDADA Y A CADA UNA DE LAS BOBINAS SELECCIONADAS; E INTERCONECTAR LAS BOBINAS CALENTADORAS DE MODO QUE ESTAS, UNIDAS A LOS MEDIOS ESPACIADORES RODEAN LA JUNTA SOLDADA Y UNA PORCION ADYACENTE A LA MISMA Y LA JUNTA SOLDADA SON CALENTADAS DE MANERA UNIFORME HASTA UNA TEMPERATURA DESEADA.
UN METODO PARA TRATAMIENTO TERMICO DE UN CONDUCTO DE TUBO METALICO.
(01/12/1986). Solicitante/s: ISHIKAWAJIMA-HARIMA JUKOGYO KABUSHIKI KAISHA.
METODO PARA EL TRATAMIENTO TERMICO DE TUBOS METALICOS. COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE CALIENTA EL TUBO METALICO MIENTRAS SE DEJA AGUA DE REFRIGERACION EN Y JUNTO A UNA PORCION DE DIAMETRO ENSANCHADO, ENTRE UNA SECCION DE TUBO DE PARED DOBLE Y UNA SECCION DE TUBO DE PARED SENCILLA; SEGUNDA, SE PRODUCE EBULLICION NUCLEADA Y EBULLICION DE PELICULA EN DICHA PORCION DE DIAMETRO ENSANCHADO, MEDIANTE LO CUAL SE DESCARGA EL AIRE RETENIDO EN ELLA; TERCERA, SE PRODUCE UNA DIFERENCIA DE TEMPERATURA ENTRE LAS SUPERFICIES DE PARED EXTERIOR E INTERIOR DEL TUBO DE PARED SENCILLA, ADYACENTES A LA PORCION DE DIAMETRO ENSANCHADO, DE MODO QUE SE ORIGINEN UNOS ESFUERZOS TERMICOS SUPERIORES A UN LIMITE DE ELASTICIDAD; CUARTA, A CONTINUACION SE CALDEA DURANTE UN CORTO PERIODO DE TIEMPO; Y POR ULTIMO, SE INTERRUMPE EL CALDEO DE LA SECCION DE TUBO DE PARED SENCILLA, DESPUES DE UN INTERVALO DE TIEMPO PREDETRMINADO.
UN METODO DE ENFRIAR RAPIDAMENTE UNA PIEZA DE ACERO.
(16/10/1985). Solicitante/s: KRUPPERT ENTERPRISES, INC.
METODO PARA ENFRIAR UNA PIEZA DE ACERO ESPECIALMENTE TUBOS DE ACERO. CONSISTE EN DIRIGIR SEPARADAMENTE UN MEDIO REFRIGERANTE SEGUN UN ESQUEMA DE CIRCULACION CIRCUNFERENCIAL EN TORNO A SEGMENTOS EXTERIORES SEPARADOS DE LA PIEZA DE ACERO A LA VEZ QUE SE PONE CONTINUAMENTE UNA PARTE DE REFRIGERACION EN EL ESQUEMA DE CIRCULACION CIRCUNFERENCIAL Y SE EVITA UNA INMERSION COMPLETA Y PERMANENTE DE LA PIEZA DE ACERO. SE INYECTA SIMULTANEAMENTE UN GAS EN EL REFRIGERANTE PARA ASEGURAR UNA TURBULENCIA DE ESTE SIENDO LA TEMPERATURA DEL MISMO DE 27JC O INFERIOR.
UN APARATO PARA ENFRIAR RAPIDAMENTE UNA PIEZA DE ACERO.
(01/12/1984). Solicitante/s: KRUPPERT ENTERPRISES, INC.
APARATO PARA ENFRIAR RAPIDAMENTE UNA PIEZA DE ACERO.COMPRENDE UN RECEPTACULO CON UNA PLURALIDAD DE ORIFICIOS, DIVIDIDO EN COMPARTIMIENTOS Y DESTINADO A RECIBIR UN TUBO EN COMUNICACION CON ELEMENTOS DE ENFRIAMIENTO RAPIDO EXTERIOR , PARA DIRIGIR POR SEPARADO Y CON CAUDALES VARIABLES, UN ORGANO DE REFRIGERACION , COMO AGUA A DETERMINADA PRESION, SEGUN UN ESQUEMA DE CIRCULACION SUSTANCIALMENTE CIRCUNFERENCIAL EN TORNO A SEGMENTOS EXTERIORES SEPARADOS DEL TUBO; Y ELEMENTOS DE ENFRIAMIENTO RAPIDO INTERIOR PARA HACER PASAR UN ORGANO DE REFRIGERACION A TRAVES DEL TUBO, ESTANDO DESTINADOS ESTOS ELEMENTOS PARA INYECTAR UN GAS EN EL ORGANO DE REFRIGERACION Y ASEGURAR ASI UNA TURBULENCIA EN EL ELEMENTO DE REFRIGERACION, SUFICIENTE PARA FACILITAR LA TRANSFERENCIA DE CALOR DESDE EL TUBO AL ORGANO DE REFRIGERACION.
UN METODO PARA RECOCER UNA PORCION DE UN TROZO DE TUBERIA MOVIL O SIMILAR.
(16/11/1984). Solicitante/s: UOP INC..
METODO PARA RECOCER SELECTIVAMENTE UNA PORCION DE TUBERIA MOVIL O SIMILAR.CONSISTE EN: A) MONTAR UNA CAMARA DE RECOCIDO CON ABERTURAS (32K, 34K) DE RECEPCION DEL TUBO EN SUS EXTREMOS EN UN CARRO , PARA SU MOVIMIENTO EN VAIVEN CON RELACION A SU BASE DE MONTAJE EN LA DIRECCION DEL EJE DEL TUBO, DE MODO QUE LA PARTE DEL TROZO DE TUBERIA ESTE DENTRO DE LA CAMARA; B) SUJETAR LA PARTE DE LA TUBERIA CON RELACION A LA CAMARA DE RECOCIDO EN SUE XTREMO AGUAS ARRIBA DE MODO QUE EL CARRO Y LA CAMARA DE RECOCIDO EN SU EXTREMO AGUAS ARRIBA DE MODO QUE EL CARRO Y LA CAMARA DE RECOCIDO SE MUEVAN CON LA TUBERIA MOVIL EN DIRECCION AGUAS ABAJO; C) CALENTAR LA PARTE DE LA TUBERIA A UNA TEMPERATURA DE RECOCIDO MIENTRAS ESTA SUJETA; D) SOLTAR LA TUBERIA; E) ENFRIAR LA PARTE CALENTADA DE LA TUBERIA; Y F) DEVOLVER EL CARRO Y LA CAMARA DE RECOCIDO A SU POSICION ORIGINAL DE AGUAS ARRIBA CON RELACION A SU BASE DE MONTAJE.
UN HORNO CON TRANSPORTADOR.
(01/09/1982). Solicitante/s: DELTA CAPILLARY PRODUCTS LIMITED.
UN HORNO CON TRANSPORTADOR. CONSTA DE UN TRANSPORTADOR FORMADO POR UN PORTADOR GIRATORIO QUE DEFINE TRAYECTOS CIRCULARES ALREDEDOR DE SU EJE GEOMETRICO, Y CONSTA ASIMISMO DE MEDIOS DE GUIA ESTACIONARIOS QUE SE EXTIENEDEN OBLICUAMENTE A TRAVES DE DICHOS TRAYECTOS ENTRE LA ENTRADA Y LA DESCARGA. EL PORTADOR ES DE CONFIGURACION CIRCULAR, COMPRENDIENDO ELEMENTOS EN FORMA DE SEGMENTOS INDIVIDUALES COLOCADOS LADO A LADO. LA ENTRADA COMPRENDE UN CANALON DISPUESTO CON SU EXTREMO INFERIOR ADYACENTE AL EXTREMO INTERIOR DE LA GUIA ESPIRAL.
PERFECCIONAMIENTOS EN DISPOSITIVOS DE ALIMENTACION DE HORNOS DE TRATAMIENTO EN TUBOS METALICOS.
(16/11/1977). Solicitante/s: HEURTEY IBERICA.
Resumen no disponible.
PERFECCIONAMIENTOS EN DISPOSICIONES PARA CAMBIAR INDUCTORES REFRIGERADOS POR LIQUIDO DESPLAZABLES TRANSVERSALMENTE A SU EJE LONGITUDINAL.
(16/04/1976). Solicitante/s: SIEMENS AKTIENGESELLSCHAFT.
Resumen no disponible.
UN DISPOSITIVO DIFUSOR DE SOPORTE DE CARGA, PARA SOPORTAR ROLLOS APILADOS EN UN HORNO RECOCIDO.
(16/02/1976). Solicitante/s: CORBETT,ROBERT L.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}