Tubo de acero sin costuras para acumuladores de bolsa de aire y procedimiento para la producción del mismo.
Un tubo de acero sin costuras para un acumulador de bolsa de aire caracterizado por tener una composición deacero que consiste,
en % en masa, en C: 0,08 - 0,20 %, Si: 0,1 - 1,0 %, Mn: 0,6 - 2,0 %, P: como máximo un0,025 %, S: como máximo un 0,010 %, Cr: 0,05 - 1,0 %, Mo: 0,05 - 1,0 %, Al: 0,002 - 0,10 %, por lo menos uno deentre Ca: 0,0003 - 0,01 %, Mg: 0,0003 - 0,0 1 % y REM (metales de tierras raras): 0,0003 - 0,01 %, por lo menos unode entre Ti: 0,002 - 0,1 % y Nb: 0,002 - 0,1 %, opcionalmente, uno o más de Cu: 0,05 - 0,5 % y Ni: 0,05 - 1,5 %,estando el Ceq, que se define mediante la siguiente ecuación (1), en el intervalo de 0,45 - 0,63, y un resto de Fe eimpurezas, siendo la estructura metalúrgica una estructura mixta de ferrita + bainita que tiene una fracción de áreade la bainita de, por lo menos, un 10 %:
Ceq ≥ C + Si/24 + Mn/6 + (Cr + Mo) /5 + (Ni + Cu)/15 ..... (1)
en el que el símbolo para cada elemento en la ecuación (1) indica el número que expresa el porcentaje en masa delelemento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2007/070088.
Solicitante: NIPPON STEEL & SUMITOMO METAL CORPORATION.
Inventor/es: ARAI, YUJI, TAKANO,TAKASHI.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B60R21/26 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B60 VEHICULOS EN GENERAL. › B60R VEHICULOS, EQUIPOS O PARTES DE VEHICULOS, NO PREVISTOS EN OTRO LUGAR (prevención, limitación o extinción de incendios especialmente adaptadas a los vehículos A62C 3/07). › B60R 21/00 Disposiciones o equipamientos sobre los vehículos para proteger a los ocupantes o a los peatones o para evitar ser dañados en caso de accidente o de otros riesgos de la circulación (cinturones o arneses de seguridad en los vehículos B60R 22/00; asientos construidos para proteger al ocupante de los efectos de las fuerzas de aceleración anormales, p. ej. asientos anticolisión o asientos de seguridad, B60N 2/42; disposiciones para absorber la energía en los volantes de dirección de vehículos B62D 1/11; disposiciones para absorber la energía en las columnas de dirección de vehículos B62D 1/19). › caracterizados por la fuente del fluido de inflado o por los medios para controlar el flujo del fluido de inflado.
- C21D8/10 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › C21D 8/00 Modificación de las propiedades físicas por deformación en combinación con, o seguida por, un tratamiento térmico (endurecido de objetos o de materiales formados por forja o laminado sin otro calentamiento que el necesario para dar la forma C21D 1/02). › durante la fabricación de cuerpos tubulares.
- C21D9/08 C21D […] › C21D 9/00 Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos. › para cuerpos tubulares o tuberías.
- C22C38/00 C […] › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22C ALEACIONES (tratamiento de alegaciones C21D, C22F). › Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00).
- C22C38/38 C22C […] › C22C 38/00 Aleaciones ferrosas, p. ej. aleaciones del acero (aleaciones de hierro colado C22C 37/00). › con más de 1,5% en peso de manganeso.
- C22C38/58 C22C 38/00 […] › con más de 1,5% en peso de manganeso.
PDF original: ES-2396114_T3.pdf
Fragmento de la descripción:
Tubo de acero sin costuras para acumuladores de bolsa de aire y procedimiento para la producción del mismo Campo de la técnica La presente invención se refiere a un tubo de acero sin costuras adecuado para su uso para fabricar un acumulador
de bolsa de aire (airbag) para el que se requieren una alta resistencia y una alta tenacidad, y a un procedimiento de fabricación económica del tubo de acero. En particular, la presente invención se refiere a un tubo de acero sin costuras para un acumulador de bolsa de aire que tiene una alta resistencia y una alta tenacidad a un nivel tal que este no experimenta una fractura frágil cuando se somete a un ensayo de estallido por presiones internas (un ensayo para aumentar la presión interna de un tubo cerrado hasta que tiene lugar el estallido) a -20 ºC, y a un procedimiento para su fabricación.
Técnica anterior
En los últimos años, la introducción de equipo de seguridad se está promoviendo activamente en la industria de la automoción. Entre tal equipo, se han desarrollado e instalado en la mayoría de automóviles unos sistemas de bolsa de aire que expanden rápidamente una bolsa de aire con gas o similar entre un pasajero y un volante, un panel de instrumentos o similar en el momento de una colisión antes de que el pasajero impacte con el volante, etc., con el fin de absorber la energía cinética del pasajero y de disminuir sus lesiones.
En el pasado se emplearon, en general, unos sistemas de bolsa de aire que usaban productos químicos explosivos para expandir una bolsa de aire. No obstante, con el fin de permitir reciclaje ambiental, se han desarrollado y se están usando cada vez más unos sistemas de bolsa de aire en los que una bolsa de aire se expande usando un gas a alta presión confinado.
En el sistema de bolsa de aire que usa un gas a alta presión confinado, un gas para su expansión tal como un gas inerte (por ejemplo, argón) que se insufla en una bolsa de aire en el momento de una colisión se confina en un recipiente de acumulación de presión (el acumulador) y se mantiene siempre en su interior a una alta presión. El gas se expulsa por soplado en su totalidad de una vez a partir del acumulador al interior de una bolsa de aire en el
momento de una colisión. El acumulador se fabrica, en general, soldando una tapa a cada extremo de un tubo de acero que se ha cortado a una longitud apropiada.
Un acumulador para bolsas de aire (al que se hace referencia en el presente documento como acumulador de bolsa de aire o, simplemente, como acumulador) está siempre lleno con un gas a alta presión a aproximadamente 300 kgf/cm2, por ejemplo, y este debe soportar una alta presión de este tipo durante un largo periodo. Además, cuando el gas se expulsa por soplado con respecto al mismo, el acumulador se somete a esfuerzo con una alta relación de deformación en un periodo de tiempo extremadamente corto, y este debe, así mismo, soportar un esfuerzo de este tipo. Con el fin de hacer posible reducir el tamaño y el peso de un sistema de bolsa de aire, lo que conduce a un ahorro del kilometraje de un automóvil, se desea que un acumulador de bolsa de aire tenga una presión de gas aumentada y un espesor de pared reducido.
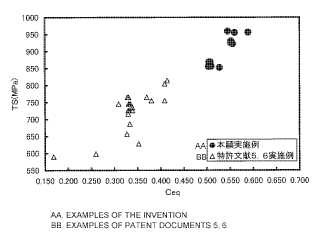
Por consiguiente, un tubo de acero sin costuras, el cual es, en general, más fiable que un tubo de acero soldado a una alta presión, se usa en la fabricación de un acumulador de bolsa de aire. En contraste con una estructura simple tal como una canalización o cilindros de presión convencionales, se desea que un tubo de acero para un acumulador de bolsa de aire tenga una alta resistencia a esfuerzos de tensión del orden de, por lo menos, 850 MPa, con el fin de soportar de forma suficiente la presión de gas de relleno y una resistencia al estallido excelente a baja temperatura (o tenacidad) , tal como se indica por una fractura dúctil que tiene lugar en un ensayo de estallido a una temperatura de -20 ºC o inferior, a la vista de la posibilidad de uso a bajas temperaturas, además de un alto nivel de precisión dimensional, labrabilidad y soldabilidad.
Tubos de acero sin costuras adecuados para su uso en un acumulador de bolsa de aire y procedimientos para su fabricación se dan a conocer en los documentos de patente 1 a 4 que se citan a continuación y en los documentos 45 US 2006/012 42 11 y US 2003/015 5052, por ejemplo.
En los procedimientos que se proponen en los presentes documentos de patente, un tubo de acero sin costuras que tiene la alta resistencia deseada y una resistencia al estallido excelente, se fabrica mediante un procedimiento que incluye templado y recocido. No obstante, el tratamiento térmico para el templado y recocido tiene el problema de que este hace el procedimiento de fabricación complicado, reduciendo de ese modo la productividad y aumentando los costes de fabricación. Por consiguiente, existe una demanda para un procedimiento de fabricación de un tubo de acero sin costuras que pueda satisfacer las propiedades deseadas usando un tratamiento térmico que pueda realizarse con facilidad.
El documento de patente 5 da a conocer un procedimiento de fabricación de un tubo de acero sin costuras para un acumulador de bolsa de aire en el que el templado y recocido no se llevan a cabo como tratamiento térmico. En el 55 presente documento de patente, se describe que un tubo de acero de alta resistencia y alta tenacidad, que tiene una
alta precisión dimensional y una buena labrabilidad y soldabilidad, puede fabricarse sometiendo un tubo de acero según se conforma para su normalización a 850 - 1000 ºC seguido de labrado en frío para obtener las dimensiones prescritas y, opcionalmente, seguido además de recocido de relajación de tensiones internas, normalización o templado y recocido. No obstante, la tecnología que se da a conocer en el documento de patente 5 se dirige a la fabricación de un tubo de acero sin costuras que tiene una resistencia a esfuerzos de tensión del orden de 590 MPa, y los valores de resistencia a esfuerzos de tensión de los tubos de acero que se obtienen en los ejemplos que se exponen en su interior es, como máximo, de 814 MPa, lo que no es suficiente para cumplir las demandas para un aumento en la presión del gas de llenado y una disminución en el peso debido a una disminución en el espesor de pared en los recientes acumuladores de bolsa de aire.
De forma similar, el documento de patente 6 da a conocer un tubo de acero sin costuras para una bolsa de aire que se fabrica mediante labrado en frío sin un tratamiento térmico o con un tratamiento térmico en la forma de recocido, normalización o templado y recocido, con el objeto de obtener una resistencia a esfuerzos de tensión del orden de 590 MPa o más alta. Ese documento sólo da a conocer el tipo de tratamiento térmico después de un labrado en frío, sin limitación alguna sobre las condiciones del tratamiento térmico, a partir de lo cual es evidente que el objeto ha de conseguirse únicamente por medio de la composición de acero.
En el documento de patente 4 se propone un procedimiento de fabricación de un tubo de acero sin costuras para una bolsa de aire que tiene una alta resistencia, una alta tenacidad y una alta labrabilidad en el que un tratamiento térmico se lleva a cabo mediante normalización en lugar de templado y recocido. En el presente procedimiento, un material de acero que tiene una composición que comprende C: 0, 01 - 0, 10 %, Si: como máximo un 0, 5 %, Mn: 0, 10
- 2, 00 %, Cr: mayor que un 1, 0 % hasta un 2, 0 %, Mo: como máximo un 0, 5 % y, opcionalmente, por lo menos uno de entre Cu: como máximo un 1, 0 %, Ni: como máximo un 1, 0 %, Nb: como máximo un 0, 10 %, V: como máximo un 0, 10 %, Ti: como máximo un 0, 10 % y B: como máximo un 0, 005 % se usa para formar un tubo de acero sin costuras, y el tubo se somete a continuación a normalización mediante calentamiento a una temperatura en el intervalo de 850 - 1000 ºC seguido de un enfriamiento por aire y, a continuación, a estirado en frío para obtener las dimensiones prescritas. No obstante, existen pocos ejemplos en relación con las condiciones de normalización. Además, debido a que se parte de la premisa de que el procedimiento tiene un contenido de Cr que supera el 1, 0 %, los costes de aleación son relativamente altos, y la tenacidad a baja temperatura es discutible.
En el documento de patente 4, la tenacidad a baja temperatura se evalúa mediante un ensayo de choque por caída de peso. Un ensayo de choque por caída de peso se usa también en el documento de patente 6 y otras publicaciones como un procedimiento simple para evaluar la tenacidad a baja temperatura. No obstante, en el documento de patente 6, los tubos de acero sin costuras que han experimentado un tratamiento térmico tal como recocido... [Seguir leyendo]
Reivindicaciones:
1. Un tubo de acero sin costuras para un acumulador de bolsa de aire caracterizado por tener una composición de acero que consiste, en % en masa, en C: 0, 08 - 0, 20 %, Si: 0, 1 - 1, 0 %, Mn: 0, 6 - 2, 0 %, P: como máximo un 0, 025 %, S: como máximo un 0, 010 %, Cr: 0, 05 - 1, 0 %, Mo: 0, 05 - 1, 0 %, Al: 0, 002 - 0, 10 %, por lo menos uno de entre Ca: 0, 0003 - 0, 01 %, Mg: 0, 0003 - 0, 0 1 % y REM (metales de tierras raras) : 0, 0003 - 0, 01 %, por lo menos uno de entre Ti: 0, 002 - 0, 1 % y Nb: 0, 002 - 0, 1 %, opcionalmente, uno o más de Cu: 0, 05 - 0, 5 % y Ni: 0, 05 - 1, 5 %, estando el Ceq, que se define mediante la siguiente ecuación (1) , en el intervalo de 0, 45 - 0, 63, y un resto de Fe e impurezas, siendo la estructura metalúrgica una estructura mixta de ferrita + bainita que tiene una fracción de área de la bainita de, por lo menos, un 10 %:
Ceq = C + Si/24 + Mn/6 + (Cr + Mo) /5 + (Ni + Cu) /15 ..... (1)
en el que el símbolo para cada elemento en la ecuación (1) indica el número que expresa el porcentaje en masa del elemento.
2. Un tubo de acero sin costuras para un acumulador de bolsa de aire de acuerdo con la reivindicación 1, en el que la composición de acero comprende uno o más de Cu: 0, 1 - 0, 4 % y Ni: 0, 1 - 1, 0 %.
3. Un procedimiento de fabricación de un tubo de acero sin costuras para un acumulador de bolsa de aire, que comprende una etapa de formación de un tubo de acero sin costuras que tiene una composición de acero de acuerdo con la reivindicación 1 o 2 y una etapa de someter el tubo de acero a labrado en frío de acabado con el fin de dotarle de las dimensiones prescritas, caracterizado porque el procedimiento comprende una etapa de realización de un tratamiento térmico de normalización sobre el tubo de acero antes de la etapa de labrado en frío de acabado calentando el tubo de acero hasta una temperatura en el intervalo desde el punto de transformación Ac3 hasta 1.000 ºC seguido de un enfriamiento por aire.
4. Un procedimiento de fabricación de un tubo de acero sin costuras para un acumulador de bolsa de aire de acuerdo con la reivindicación 3, en el que la etapa de labrado en frío de acabado se realiza mediante estirado en frío.
5. Un procedimiento de fabricación de un tubo de acero sin costuras para un acumulador de bolsa de aire de acuerdo con la reivindicación 3, que además comprende una etapa de realización de recocido de relajación de tensiones internas sobre el tubo de acero a una temperatura de 450 - 650 ºC después de la etapa de labrado en frío de acabado.
6. Un procedimiento de fabricación de un tubo de acero sin costuras para un acumulador de bolsa de aire de acuerdo con la reivindicación 3, que además comprende una etapa de realización de labrado en bruto mediante labrado en frío sobre el tubo de acero antes de la etapa de tratamiento térmico de normalización.
Patentes similares o relacionadas:
Generador de gas de salida multinivel compacto, del 7 de Agosto de 2019, de ARC Automotive, Inc: Un generador de gas para una bolsa de aire u otro dispositivo de seguridad, que comprende: un recipiente a presión alargado […]
 Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Montaje para un inflador de airbag, del 31 de Mayo de 2019, de Acs Industries, Inc: Un montaje que comprende:
(a) una carcasa para un inflador de airbag, teniendo dicha carcasa una cámara para la recepción de un filtro tubular […]
Tubo de acero para airbags y un proceso para la fabricación del mismo, del 13 de Marzo de 2019, de NIPPON STEEL CORPORATION: Un tubo de acero sin soldadura para un airbag caracterizado por tener una composición de acero que consiste en, en porcentaje en masa, C: 0,05 a 0,20 %, Si: 0,10 […]
Accionador pirotécnico provisto de una carga que comprende un oxidante y un reductor disociados, del 16 de Mayo de 2018, de PYROALLIANCE: Accionador de generación de gas que comprende un sistema de encendido y una carga energética caracterizado por que: - dicha […]
Tuberías de acero para sistema de balón de protección y procedimiento para su fabricación, del 2 de Noviembre de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Una tubería de acero para un sistema de balón de protección que tiene una composición de acero que consiste en % en masa, de: C: 0,05 - 0,20 %, Si: 0,1 - 1,0 %, Mn: 0,20 - […]
Sistema de airbag, del 22 de Junio de 2016, de NIHON PLAST CO., LTD.: Un sistema de airbag incluyendo: un airbag incluyendo una pluralidad de cámaras definidas por un tabique , y una porción […]
Método para la localización de los sistemas de retención y protección de los ocupantes de un vehículo automóvil implicado en un accidente, del 20 de Abril de 2016, de SKIDATA AG: Método para la localización de sistemas de retención y protección de los ocupantes de un vehículo automóvil implicado en un accidente, en el […]
 Tubo de acero para inflador de airbag y procedimiento de producción del mismo, del 9 de Marzo de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un tubo de acero para ser utilizado en un inflador de airbag, que tiene una composición de acero que consiste, en masa porcentual, en C: 0,05 - 0,20%, […]
Tubo de acero para inflador de airbag y procedimiento de producción del mismo, del 9 de Marzo de 2016, de NIPPON STEEL & SUMITOMO METAL CORPORATION: Un tubo de acero para ser utilizado en un inflador de airbag, que tiene una composición de acero que consiste, en masa porcentual, en C: 0,05 - 0,20%, […]