CIP-2021 : B29C 45/26 : Moldes.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/26[2] › Moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/26 · · Moldes.
CIP2021: Invenciones publicadas en esta sección.
MOLDE DE INYECCIÓN PARA MOLDEO DE UN ENVASE DE MATERIAL PLÁSTICO Y ENVASE OBTENIDO.
(05/03/2012) Molde de inyección para moldeo de un envase de material plástico que comprende un cuerpo de recipiente y una tapa hueca interconectados entre sí a través de una bisagra solidaria a ambas partes del envase, comprendiendo dicho molde un cuerpo metálico provisto de una primera cavidad para la conformación del cuerpo de recipiente y una segunda cavidad para la conformación de la tapa adyacente y separada de la primera mediante un tabique intermedio de separación, presentando dicho tabique de separación al menos un tramo con una sección transversal que se ensancha desde su arista superior hasta la parte inferior en donde confluye con el fondo de la segunda cavidad del molde. Esta característica permite…
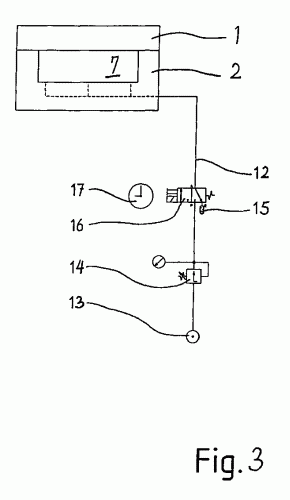
(16/12/2011) Lámpara, especialmente lámpara de pared ó de techo; protegida contra las salpicaduras de agua y prevista para el alojamiento de por lo menos un tubo de descarga de gas de una extensión alargada; con una carcasa que en su configuración cerrada se puede componer de una parte de base ó zócalo , que por lo menos es translúcido y que puede ser montado de forma estacionaria para sostener unos dispositivos eléctricos, y de una parte superior ó tapa , que por lo menos es translúcida; carcasa ésta en la que el zócalo y la tapa están fabricados por una fundición inyectada, partiendo de las mismas cargas de un material termoplástico y dentro de un molde común que, con respecto al proceso de la inyección; está realizado…
MOLDE CON POSTIZOS PARA PIEZAS DE MATERIAL PLASTICO.
(01/12/2007). Ver ilustración. Solicitante/s: MOLLERTECH ORENSE, S.L.. Inventor/es: GONZALEZ LOPEZ,ALBERTO.
Molde con postizos para piezas de material plástico, constituido por un utillaje capaz de fabricar, con una rápida adaptación en un mismo molde, piezas de plástico con elementos decorativos en la superficie visible de la pieza, piezas de plástico simple, y piezas con un elemento barrera en el lado no visible de la pieza. Dicho molde se caracteriza porque dispone de cuatro dispositivos de colocación y/o sustitución de postizos, para las tres configuraciones o tipologías de las piezas anteriormente descritas, aplicadas en un molde o solo algunas de ellas, consistiendo dichos dispositivos en postizos sueltos, intercambiables, deslizantes y giratorios.
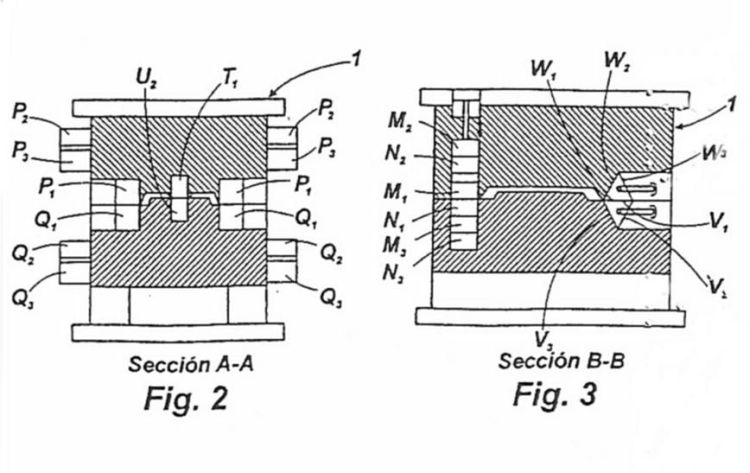
CIERRE DE PLASTICO QUE SE PUEDE FABRICAR CERRADO, ASI COMO MOLDE PARA MOLDEO POR INYECCION Y METODO PARA SU PRODUCCION.
(16/05/2007). Solicitante/s: TERXO AG. Inventor/es: DUBACH, WERNER, FRITZ.
Cierre de plástico que comprende una parte inferior y una tapa y una charnela de resorte, mediante la cual las dos partes del cierre están unidas una con otra en una sola pieza, pudiendo fabricarse la parte inferior y la tapa cerradas y unidas adicionalmente una con otra mediante al menos una costura de separación controlada, caracterizado porque todos los elementos de la charnela de resorte están situados en las zonas de las paredes laterales del cierre que se desarrollan paralelas a la dirección del movimiento de cierre y apertura del molde de inyección.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE CERDAS.
(01/05/2007) Procedimiento para la fabricación de una cerda de polímeros termoplásticos mediante moldeo por inyección, en el que la masa fundida de polímero se inyecta bajo presión en un canal para moldear la cerda con una longitud predeterminada y una forma de sección transversal predeterminada a lo largo de esta longitud y el canal se ventila durante el proceso de moldeo por inyección, ajustándose un flujo de cizallamiento con una elevada velocidad de núcleo en el centro de la masa fundida de polímero fluente y un gran efecto de cizallamiento debido a la fricción en la pared de la masa fundida de polímero con una marcada…
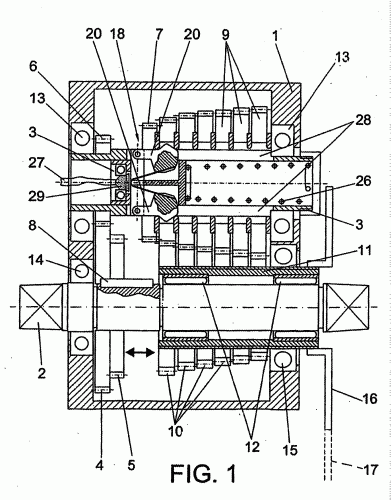
UNA CAJA DE CAMBIOS, EN PARTICULAR PARA SISTEMAS DE TRANSMISION EN DISPOSITIVOS PARA DOSIFICAR MATERIALES GRANULADOS.
(16/04/2007) Unas caja de cambios, en particular para sistemas de transmisión en dispositivos para dosificar materia- les granulados y/o materiales en polvo, que comprende un par de ejes, a saber un eje de entrada de accionamiento y un eje de salida de accionamiento, respectivamente, estando dispuesto sobre el eje de salida de acciona- miento al menos un par de ruedas libres coaxiales, sobre cada una de las cuales actúa sobre un extremo de una palanca articulada respectiva portadora de medios de punto de apoyo móvil, estando accio- nado el extremo opuesto de cada palanca con un movimiento alternativo oscilante alrededor de los medios de punto de apoyo móvil por un dispositivo excéntrico dispuesto en el eje de entrada de accionamiento,…
MOLDE DE INYECCION PARA LA FABRICACION DE ACCESORIOS.
(16/04/2007) Molde de inyección para la fabricación de accesorios de cañerías, o similares, de termoplástico, que en su cara interior presentan al menos una ranura anular, con un molde exterior que puede dividirse en un plano separador, con un macho del molde desplazable axialmente a lo largo de una caja del molde exterior, y en el que está configurado un abultamiento del molde, complemen- tario para la ranura anular, y que se forma por palancas que llevan segmen- tos anulares, estando dispuesto desplazable axialmente en el macho del molde, un elemento de accionamiento para hacer girar las palancas , y con una corre- dera unida con la segunda caja del molde, que puentea el plano separa- dor del molde exterior, y…
SISTEMA DE CAMBIO DE VELOCIDAD MECANICO PARA BICICLETAS Y VEHICULOS SIMILARES.
(16/02/2007). Ver ilustración. Solicitante/s: LLIBRER PORCAR, JOSE MIGUEL. Inventor/es: LLIBRER PORCAR, JOSE MIGUEL.
Se trata de un cambio que incluye un eje anterior con pedales y un eje posterior tubular que recibe el movimiento del eje anterior a través de pares de ruedas dentadas que engranan entre sí y que están asociadas a dichos ejes, los cuales están acoplados a una carcasa , que junto con el resto de los elementos del cambio, constituyen un modulo independiente ajustado dentro de un cajeado correspondiente con el eje de los pedales. El eje posterior incorpora unos piñones locos que engranan con otros piñones locos solidarios de un tubo coaxial acoplado libremente al rededor del eje anterior, fijándose también a ese tubo un plato . También se incluyen unos dispositivos de bloqueo selectivo de los piñones locos del eje posterior y de las ruedas dentadas (6, 7) de dicho eje posterior. Otra característica es que los piñones locos constituyen un conjunto flotante al incorporarse unos rodamientos que evitan la fricción entre ellos.
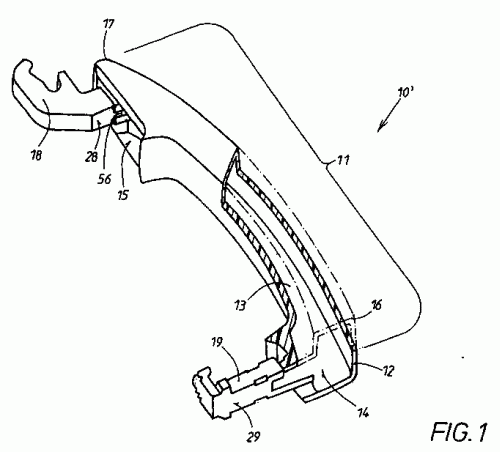
PROCEDIMIENTO PARA FABRICAR UN TIRADOR DE PUERTA PARA VEHICULOS.
(16/09/2006). Ver ilustración. Solicitante/s: HUF HILSBECK & FIRST GMBH. Inventor/es: MULLER, RALPH, VELICANIN, MENSUR, HUBNER, RAIMUND, ROHLFING, MANFRED.
Procedimiento para la fabricación de un tirador de puerta hueco para vehículos, con una caña de tirador que es agarrada por el usuario , con un apéndice de cojinete , que sirve para el alojamiento del tirador de la puerta , en uno de los extremos del tirador , y con un apéndice de activación , que sirve para la activación de una cerradura, en el otro extremo del tirador , en el que la caña del tirador se configura como un tubo , cuyo interior del tubo es accesible, por un extremo a través de una entrada de tubo y, por el otro extremo, a través de una salida del tubo que se extiende acodada con respecto al mismo, caracterizado porque en primer lugar se introduce una corredera principal acodada de acuerdo con el desarrollo de la caña del tirador en una cavidad de un molde de fundición por inyección , donde se genera una cavidad en forma de tubo.
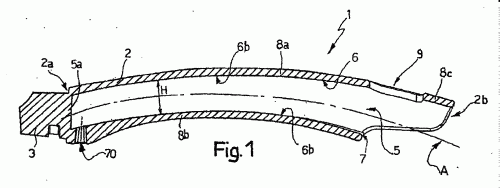
ASA DE UN RECIPIENTE PARA COCINAR Y METODO DE FABRICACION RELATIVO.
(01/09/2006). Ver ilustración. Solicitante/s: LA TERMOPLASTIC F.B.M. S.R.L.. Inventor/es: MUNARI, MARCO.
Asa de un recipiente para cocinar que comprende un cuerpo alargado, de una pieza fabricado de material plástico y que tiene, en un primer extremo (2a), medios para la conexión a un recipiente para cocinar; comprendiendo dicho cuerpo , internamente, una cavidad longitudinal que se extiende al menos a lo largo de una parte agarrada en uso y abierta en un segundo extremo (2b) de dicho cuerpo opuesto a dicho primer extremo (2a); estando caracterizada el asa porque dicho cuerpo se moldea a partir de material plástico y porque dicha cavidad longitudinal se curva y estrecha hacia dicho primer extremo (2a).
PROCEDIMIENTO DE FABRICACION DE MOLDES RAPIDOS EMPEADOS PARA TRANSFORMACION DE PLASTICO Y MOLDE ASI OBTENIDO.
(01/09/2006). Ver ilustración. Solicitante/s: MOLDKAR TEKNOLAYER, S.L. Inventor/es: MITXELENA FERNANDEZ,IBON.
Procedimiento de fabricación de moldes rápidos empleados para transformación de plástico y molde así obtenido. Se trata de un procedimiento para fabricar moldes denominados rápidos combinando técnicas de prototipado rápido, fundición de precisión en molde de yeso, y empleando aluminio o un material de tipo composite de matriz de aluminio que presenta un bajo coeficiente de dilatación térmica que conlleva una mayor precisión dimensional durante la obtención del molde , y que asimismo muestra una gran resistencia a la abrasión lo que aumenta la vida en servicio del molde. Este molde se obtiene a partir de un prototipo en material quemable que se calienta en un horno de acuerdo con un ciclo térmico que calcina el prototipo y define un hueco en el que se vierte aluminio o el material de tipo composite de matriz de aluminio hasta obtener el molde.
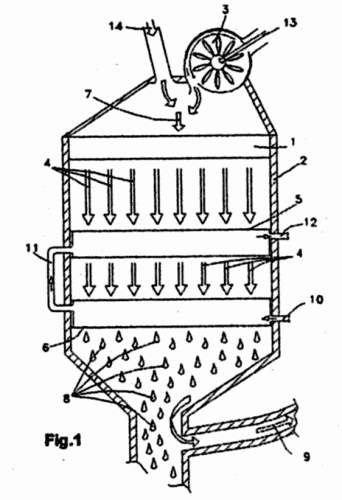
CUERPO DE CALDEO PARA CALDERA DE CONDENSACION.
(01/07/2006). Ver ilustración. Solicitante/s: VERGARA URANGA,JOSE MARIA. Inventor/es: VERGARA URANGA,JOSE MARIA.
Cuerpo de caldeo para caldera de condensación, donde el dispositivo intercambiados; térmico está constituido en dos etapas que, con relación a la circulación descendente de los humos de combustión , mediante un módulo intercambiador de alta temperatura en cobre, dispuesto más cerca del origen de los humos, y un módulo intercambiador de baja temperatura, o módulo condensador también de cobre, dispuesto más lejos del origen de los humos, con un tratamiento superficial anticorrosión; el módulo intercambiador de alta temperatura recibe los humos de combustión a unos 700°C cediéndolos a unos 150°C a 200°C; estos humos de combustión a menos de 200°C atraviesan el módulo condensador salen enfriados a unos 60°C; el módulo condensador recibe el agua fría que, circulando en sentido contrario al de los humos de combustión , atraviesa el módulo condensador pasando al módulo intercambiador de alta temperatura , donde sale a la temperatura de servicio requerida.
CARGADOR DE SUJETADORES Y METODO DE HACER EL MISMO.
(01/05/2006) Un cargador de sujetadores que comprende: (a) un primer sujetador , dicho primer sujetador comprendiendo un filamento flexible que tiene un primer extremo ensanchado y un segundo extremo ensanchado ; (b) un segundo sujetador , dicho segundo sujetador comprendiendo un filamento flexible que tiene un primer extremo ensanchado y un segundo extremo ensanchado ; (c) dicho primer sujetador y dicho segundo sujetador estando dispuestos en una relación separada, uno al lado del otro, paralela; (d) un primer poste conector conectando dicho primer extremo ensanchado de dicho primer sujetador a dicho primer extremo ensanchado de dicho segundo sujetador ; (e) un segundo poste conector conectando dicho segundo extremo ensanchado de dicho primer sujetador a dicho…
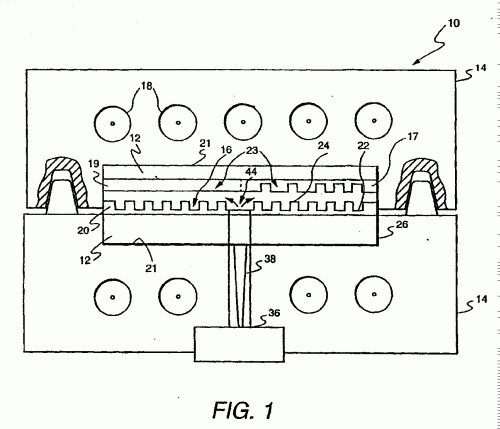
MATRIZ, PROCEDIMIENTO Y DISPOSITIVO DE MOLDEO POR INYECCION PARA MOLDEAR UN DISCO OPTICO.
(01/03/2006). Ver ilustración. Solicitante/s: RICOH COMPANY, LTD.. Inventor/es: MURATA, SHOZO, TAJIMA, YUKITOSHI.
Matriz para moldear una base de un disco óptico, que comprende: una superficie de transferencia para moldear la base del disco óptico; y una capa termoaislante que se extiende en paralelo a, aunque sin estar en contacto con, dicha superficie de transferencia; y unos surcos de guía cuya configuración varía secuencialmente desde una circunferencia interior hacia una circunferencia exterior, en la cual la matriz está hecha de una primera capa de Ni , la capa termoaislante y una segunda capa de Ni , en la cual la superficie de transferencia está enfrentada a la primera capa de Ni.
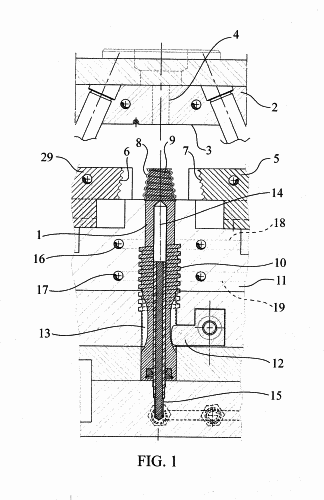
MOLDE PARA LA FABRICACION DE FUELLES ELASTICOS PARA VALVULAS DOSIFICADORAS DE PRODUCTOS FLUIDOS, PROCEDIMIENTO DE FABRICACION Y FUELLE FABRICADO MEDIANTE DICHO PROCEDIMIENTO.
(01/12/2005). Ver ilustración. Solicitante/s: PECOSO, S.L. Inventor/es: MIRA NAVARRO,MIGUEL ANGEL.
Molde para la fabricación de fuelles elásticos para válvulas dosificadoras de productos fluidos, procedimiento de fabricación y fuelle fabricado mediante dicho procedimiento. El molde comprende un cuerpo inferior y un cuerpo superior de cierre del molde desplazable verticalmente, de manera que el cuerpo inferior del molde está dotado en su parte superior de dos conjuntos de moldeo deslizantes transversalmente, portadores de sendas zonas de moldeo que se corresponden respectivamente con cada una de las mitades del perfil externo del fuelle a fabricar, susceptibles de quedar desplazadas en fase activa hasta rodear un noyo integrado en el molde inferior, dotado en su parte superior de la forma externa que corresponde al fuelle y que está integrado en el molde inferior con capacidad de desplazamiento por giro, poseyendo axialmente una cámara de refrigeración conectada a un conducto tubular conectado a su vez a un plato inferior móvil del conjunto del molde inferior.
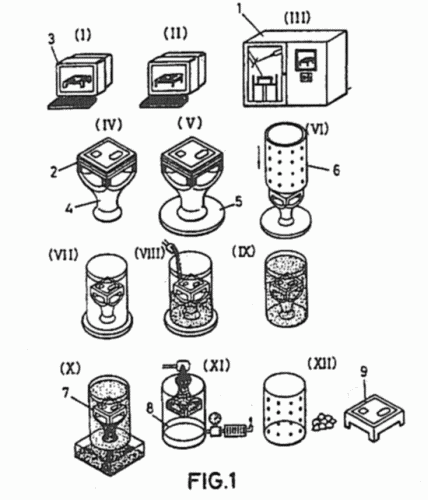
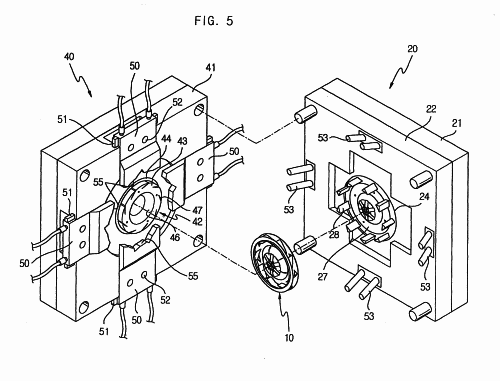
TURBOVENTILADOR Y MOLDE USADO PARA SU FABRICACION.
(16/08/2005). Ver ilustración. Solicitante/s: SAMSUNG ELECTRONICS CO., LTD.. Inventor/es: KIM,NAM-SUNG.
Un turboventilador y un molde usado para su fabricación, que permite al turboventilador moldearse íntegramente mediante un procedimiento de moldeado único. El turboventilador tiene un tambor rotativo acoplado en su centro a un eje de un motor de accionamiento, una pluralidad de paletas radiales, una carcasa anular. El molde tiene una pieza de moldeado trasera para formar una sección trasera del tambor rotativo; y otra para combinarse con la anterior y que tiene una pieza de moldeado frontal para formar una sección frontal del turboventilador en una zona de la pieza de moldeado trasera; una pluralidad de núcleos deslizantes adaptados para desplazarse radialmente, secciones externas de una superficie frontal del tambor rotativo y de las paletas; y una pluralidad de núcleos auxiliares que se extienden hacia la superficie interna de la carcasa desde la pieza de moldeado trasera de la primera parte del molde.
BOMBA DOSIFICADORA, PROCEDIMIENTO DE FABRICACION DE ESTA BOMBA Y DISPOSITIVO PARA REALIZAR ESTE PROCEDIMIENTO.
(01/08/2005). Ver ilustración. Solicitante/s: ING. ERICH PFEIFFER GMBH. Inventor/es: FUCHS, KARL-HEINZ.
Bomba dosificadora con un resorte de fuelle de un material flexible y axialmente elástico a lo largo de un eje de bombeo, cuya cavidad está formada como una cámara de bombeo, caracterizada por el hecho de que el resorte de fuelle en una zona de salida hacia un cabezal dosificador (2, 2a) está formado como una sección de válvula de cámara , que coopera con una sección correspondiente de asiento de la válvula de un cabezal dosificador (2, 2a) de la bomba dosificadora.
ENSAMBLAJE DE MOLDE PROVISTO DE MEDIOS DE CENTRADO.
(01/06/2005) Ensamblaje de molde que comprende dos secciones de molde , que se pueden mover una con respecto a la otra y que delimitan una cavidad de molde , dentro de la cual se inyecta un plástico, dichas secciones de molde estando provistas de medios de centrado que interactúan mutuamente, dichos medios de centrado de una sección de molde comprendiendo un asiento y dichos medios de centrado de la otra sección de molde comprendiendo un cuerpo , dicho cuerpo estando conformado para adaptarse de forma ajustada al asiento, caracterizado por el hecho de que al menos dicho asiento o dicho cuerpo comprende al menos cinco ranuras que se extienden hasta el extremo libre del mismo, con el objetivo de delimitar al menos cinco elementos adyacentes para conseguir un contacto de agarre, al…
MOLDES DE MOLDEO POR INYECCION PARA LA FABRICACION DE UN EQUIPO QUE INCLUYE UNA PLACA DE SELLADO PARA LA SALIDA DE TUBERIA DE SU CARCASA EXTERIOR.
(01/06/2005) 1. Moldes de moldeo por inyección para la fabricación de un equipo que incluye una placa de sellado para la salida de tubería de su carcasa exterior, en donde dicha placa de sellado comprende un cuerpo de placa y una indentación, siendo la profundidad de dicha indentación menor que el grosor de dicha carcasa; dicha indentación está situada en la periferia de dicho cuerpo de placa como la conjunción entre dicho cuerpo de placa y dicha carcasa; dicho cuerpo de placa es una estructura tridimensional que no es plana, y dicha indentación es generada con base en diferentes planos superficiales, caracterizado porque dichos moldes comprenden dos módulos coincidentes: módulo A y módulo D; en dicho módulo D se genera un reborde convexo correspondiente a la indentación basada en diferentes planos superficiales. 2.…
MAQUINA DE MOLDEAR POR INYECCION RECIPIENTES DE PLASTICO EQUIPADA CON UN DISPOSITIVO DE CAMBIO RAPIDO DE MOLDE.
(16/05/2005) Máquina de moldeo por inyección para formar preformas destinadas a la producción de recipientes de plástico, comprendiendo la máquina: - un plato superior - un plato móvil - una barra de soporte que contiene una pluralidad de labios o anillos de garganta formado cada uno por dos elementos separables correspondientes (15A, 15B), - una pluralidad de elementos macho montados en dicho plato superior con la ayuda de un medio de fijación adecuado , - dos posibles tubos de refrigeración insertados en algunos de los mencionados elementos macho correspondientes, - un plato de transporte de cavidades provisto de una pluralidad de cavidades asociadas a unas boquillas correspondientes , - una pluralidad de columnas de guía , acopladas firmemente en la parte superior de dicho plato superior y adaptadas para insertarse por deslizamiento…
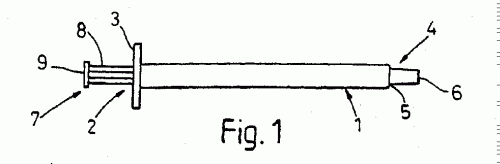
APARATO PARA FABRICAR JERIGAS.
(16/04/2005). Ver ilustración. Solicitante/s: STAR SYRINGE LIMITED. Inventor/es: KOSKA, MARC.
Un aparato para fabricar un émbolo de jeringa de una sola pieza para deslizarse dentro de un cilindro de jeringa y que tiene unos medios de bloqueo para acoplarse con unos medios de interrupción dispuestos en la pared interna del cilindro, comprendiendo el aparato una herramienta de moldeo de dos piezas, llevando cada pieza una impresión de una parte del émbolo de forma que las dos piezas cooperan para fabricar el émbolo completo, que se caracteriza porque cada pieza tiene un inserto que lleva la impresión para los medios de bloqueo de la parte respectiva del émbolo, estando montado el inserto de forma separable en la pieza.
MOLDE PARA FABRICAR OBJETOS EN FORMA DE DISCO.
(16/11/2004). Ver ilustración. Solicitante/s: AXXICON MOULDS EINDHOVEN B.V. Inventor/es: VOETS, MARTINUS, HENRICUS, JOSEPH, VAN HOUT, PETRUS JOHANNES FREDERIK JOSEPH.
UN MOLDE PARA FABRICAR OBJETOS CON FORMA DE DISCO INCLUYE: AL MENOS DOS PARTES DE MOLDE QUE SON MUTUAMENTE MOVILES ENTRE UNA POSICION CERRADA EN LA QUE FORMAN LA CAVIDAD DE UN MOLDE, CUYA CAVIDAD DE MOLDE ESTA CONECTADA CON UN CONDUCTO DE INYECCION PARA LA ADMISION DE PLASTICO CALENTADO Y PLASTIFICADO A PRESION EN DICHA CAVIDAD DE MOLDE, Y UNA POSICION ABIERTA EN LA QUE SE PUEDE EXTRAER UN OBJETO CON FORMA DE DISCO; Y MEDIOS DE EXTRACCION DE UNA PORCION CENTRAL DE UN OBJETO CON FORMA DE DISCO PARA FORMAR UN AGUJERO CENTRAL EN EL MISMO, CUYOS MEDIOS DE EXTRACCION INCLUYEN UNA PARTE CILINDRICA QUE ES MOVIL EN LA DIRECCION AXIAL EN LA SITUACION CERRADA DE LA CAVIDAD DE MOLDE. EL MOLDE PRESENTA LA CARACTERISTICA DE QUE AL MENOS UNA DE LAS DOS PARTES DE MOLDE SE PROVEE DE PRIMEROS MEDIOS DE TEMPLADO QUE SON ACTIVOS SUSTANCIALMENTE SOLO EN LA ZONA MEDIA DE LA CAVIDAD DE MOLDE PARA TEMPLAR EL PLASTICO QUE FLUYE HACIA DENTRO A TRAVES DE LA LINEA DE PRESION Y DE ESE MODO LLENAR LA CAVIDAD DE MOLDE.
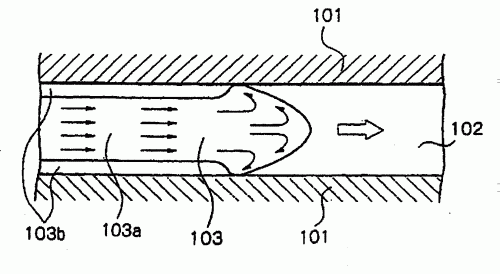
(01/10/2004) Un método, en la fabricación de una pieza moldeada en un procedimiento de moldeo asistido por gas, en el que - se inyecta polímero fundido en una cavidad de molde de un útil de moldeo; - se suministra fluido comprimido a la cavidad del molde a través de, al menos, una primera abertura con el fin de formar una cavidad en el polímero, y forzar al polímero hacia las paredes internas de la cavidad del molde; - después, se suministra fluido comprimido a la cavidad del molde a través de, al menos, una segunda abertura situada lejos de dicha primera abertura para formar un paso a través del polímero, hasta dicha cavidad ; - se enfría y se solidifica el polímero; - se retira fluido comprimido de la cavidad del molde; y - se abre la cavidad del molde para retirar la pieza moldeada, caracterizado porque, mientras se enfría y se…
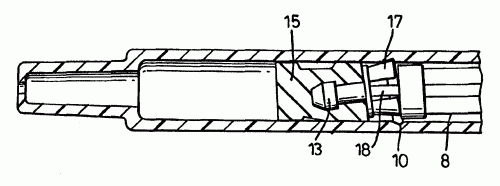
(16/07/2004). Ver ilustración. Solicitante/s: STAR SYRINGE LIMITED. Inventor/es: KOSKA, MARC.
UNA JERINGA COMPRENDE UN CILINDRO QUE TIENE UN EMBOLO EN UN ACOPLAMIENTO DESLIZANTE Y SELLADO CON RESPECTO AL MISMO. PARA SUMINISTRAR UN SISTEMA DE AUTODESTRUCCION, DE MANERA QUE LA JERINGA PUEDA USARSE SOLAMENTE UNA VEZ, VOLVIENDOSE INUTILIZABLE DESPUES DE UNA UTILIZACION NORMAL, EL CILINDRO TIENE MEDIOS PARA INTERRUMPIR LA SUPERFICIE CILINDRICA DE SU PARED INTERNA EN FORMA DE ACANALADURAS O DE UNA PROYECCION , Y EL EMBOLO TIENE UN MEDIO DE BLOQUEO QUE COOPERA ACOPLANDOSE CON UNA ACANALADURA O UNA PROYECCION CUANDO SE EXTRAE EL EMBOLO PARA EVITAR UN MOVIMIENTO DE EXTRACCION ADICIONAL. EL MEDIO DE BLOQUEO SE DISPONE SOBRE LA CABEZA DEL EMBOLO DE FORMA ADYACENTE A UN SOMBRERETE ELASTOMERICO DE SELLADO . LOS MEDIOS DE BLOQUEO PUEDEN COMPRENDER UN PAR DE UÑAS O UN DISCO EN FORMA DE CRUZ.
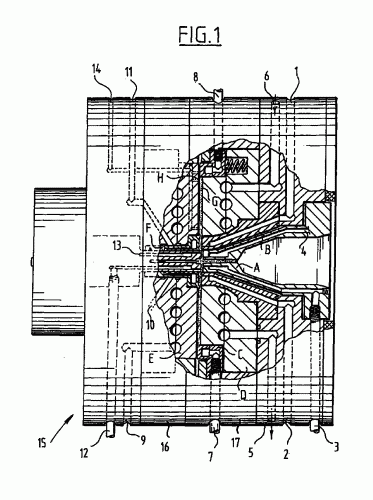
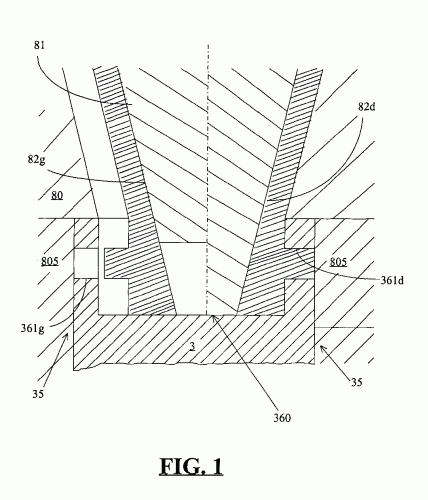
MOLDE PARA LA INYECCION DE UN TUBO FLEXIBLE Y PROCEDIMIENTO DE INYECCION.
(01/07/2004) Molde para la inyección de un tubo (T) que presenta un casquillo de distribución (D) que sobremonta un cuello (C) que se ensancha radialmente hasta una camisa tubular (J) y está hecho de un material de inyección termoplástico flexible a la temperatura ambiente, comprendiendo dicho molde unas placas (P1 a P8) aplicadas unas contra otras para formar un apilamiento (E10, E20) que se extiende, según una dirección de inyección (X1) transversal respecto a las placas (P1 a P8) desde un primer lado (E1) en que se halla dispuesto una vasija caliente (Q) que contiene el material de inyección fundido, hasta un segundo lado (E2) distante del primero (E1),…
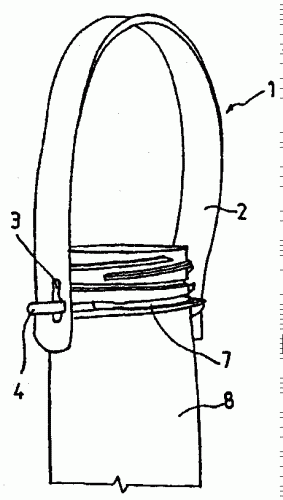
BOTELLA DE PLASTICO PREVISTA PARA RECIBIR UNA ASA Y UTILLAJE PARA SU FABRICACION.
(16/04/2004). Ver ilustración. Solicitante/s: PERRIER VITTEL MANAGEMENT ET TECHNOLOGIES. Inventor/es: CERVENY, JEAN-PAUL.
Preforma de plástico que comprende un cuello , destinada a la realización de botellas por soplado, que incluye varios tetones o patillas de enganche monobloque con la preforma, y conformados con la citada preforma durante el moldeo por inyección.
ESTRUCTURA Y PROCEDIMIENTO PARA MOLDEAR DISCOS OPTICOS.
(01/04/2004). Ver ilustración. Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: FEIST, THOMAS, PAUL, GORCZYCA, THOMAS, BERT, SAIA, RICHARD, JOSEPH, MCCONNELEE, PAUL, ALAN.
Un procedimiento para moldear un disco óptico que comprende: aplicación de un promotor de adherencia sobre una forma (17, 19 ó 20) de molde térmicamente conductora; revestir una pieza insertada de molde térmicamente aislante sobre el promotor de adherencia y la forma de molde térmicamente conductora, teniendo la pieza insertada de molde un coeficiente de expansión térmica compatible con el coeficiente de expansión térmica de la forma de molde; colocar la forma de molde revestida en un aparato de moldeo térmicamente conductor con la pieza insertada de molde colocada entre la forma de molde y el aparato de moldeo; inyectar un material termoplástico fundido en el aparato de moldeo; retener el material termoplástico fundido en el aparato de moldeo durante un tiempo suficiente para que el material termoplástico fundido se enfríe por debajo de su temperatura de transición de vidrio para formar el disco óptico; y expulsar el disco óptico del aparato de moldeo.
PROCEDIMIENTO PARA FABRICACION DE PASAJES PARA EJES EN UNA PIEZA MOLDEADA EN PLASTICO, UN MOLDE Y UTILIZACION DEL PROCEDIMIENTO EN UN DISPOSITIVO DE MARIPOSA PARA MOTORES DE COMBUSTION INTERNA.
(16/04/2003). Ver ilustración. Solicitante/s: MECAPLAST SAM. Inventor/es: MARTIN, GERARD.
LA PRESENTE INVENCION SE REFIERE A UN PROCEDIMIENTO DE FABRICACION DE PASOS DE EJES EN UNA PIEZA DE PLASTICO MOLDEADA, A UN MOLDE Y A LA UTILIZACION DEL PROCEDIMIENTO DE FABRICACION, POR EJEMPLO, EN UN DISPOSITIVO CON MARIPOSA PARA PARTICULARMENTE UN SISTEMA DE ALIMENTACION DE MOTOR DE COMBUSTION INTERNA CARACTERIZADO PORQUE CONSISTE EN: - DISPONER ENTRE DOS COJINETES ADYACENTES ASOCIADOS CADA UNO A LOS EMPLAZAMIENTOS DE LAS PIEZAS MOVILES DIFERENTES, UNA CAVIDAD POR EL AVANCE DE UN DISTRIBUIDOR DE LA HERRAMIENTA DE MOLDEADO - Y FORMAR UNA PARTE DE COJINETE DE CADA LADO DE LOS EMPLAZAMIENTOS DE CADA PIEZA MOVIL POR UNA CUÑA MOVIL RESPECTO DE UN DISTRIBUIDOR, SIENDO LA CUÑA PORTADORA DE UN BLOQUE DESTINADO A FORMAR UNA PARTE DE COJINETE DE UN LADO DE LA PIEZA MOVIL.
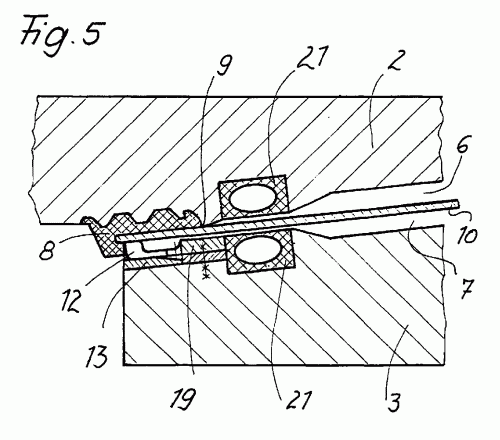
DISPOSITIVO PARA LA FUNDICION POR INYECCION DE PIEZAS DE PLASTICO.
(01/04/2003). Ver ilustración. Solicitante/s: SCHADE GMBH & CO. KG. Inventor/es: ERNER, WOLFGANG, GOHR, KURT.
LA INVENCION SE REFIERE A UN DISPOSITIVO PARA EL MOLDEO POR INYECCION DE PIEZAS DE PLASTICO, QUE CONSTA DE UN MOLDE PARA MOLDEO POR INYECCION FORMADO POR DOS PIEZAS CON UNA ABERTURA DE ENTRADA PARA LA MASA DE INYECCION, EN QUE LAS PIEZAS MOLDEADORAS TIENEN BORDES HERMETICOS QUE FORMAN ENTRE SI UNA JUNTA ESTANCA CUANDO EL MOLDE SE CIERRA, QUE AUNQUE SE DESGASTEN LOS BORDES HERMETICOS PERMITE RESTABLECER DE MANERA SENCILLA EL FUNCIONAMIENTO DE LA HERRAMIENTA DE MOLDEO POR INYECCION O EN SU CASO CONFORMAR LOS BORDES HERMETICOS CONFORME A SU FINALIDAD. PARA ELLO, EN LA INVENCION SE PROPONE QUE LOS BORDES HERMETICOS SE PUEDAN AJUSTAR PARCIAL O TOTALMENTE PARALELOS AL SENTIDO DE CIERRE DE LAS PIEZAS MOLDEADORAS DEL MOLDE DE MOLDEO POR INYECCION.
DISCO OPTICO Y SU PROCEDIMIENTO DE FABRICACION.
(01/03/2003). Solicitante/s: RICOH COMPANY, LTD.. Inventor/es: MURATA, SHOZO, TAJIMA, YUKITOSHI.
Matriz para moldear una base de un disco óptico, que comprende: una superficie de transferencia para moldear la base del disco óptico; y un material termoaislante que se extiende en paralelo a, aunque sin estar en contacto con, dicha superficie de transferencia, caracterizada porque una capa metálica se dispone en un lado de dicho material termoaislante opuesto a un lado enfrentado a dicha superficie de transferencia.
PROCEDIMIENTO PARA FABRICAR PIEZAS MOLDEADAS DE BIOPOLIMEROS.
(01/10/2002). Ver ilustración. Solicitante/s: PRIEHS, FRIEDRICH. Inventor/es: PRIEHS, FRIEDRICH.
LA INVENCION TRATA DE UN PROCEDIMIENTO ASI COMO UN MOLDE PARA FABRICAR PIEZAS DE MOLDEO DE BIOPOLIMEROS. PARA PODER FABRICAR CUERPOS DE MOLDEO DE ELEVADA CALIDAD, SE PROPONEN DE ACUERDO CON LA INVENCION LAS SIGUIENTES ETAPAS DE PROCEDIMIENTO: A) LOS MATERIALES DE PARTIDA SE ESPESAN Y PLASTIFICAN MEDIANTE APORTACION DE ENERGIA TERMICA Y MECANICA EN UN AGREGADO DE INYECCION; B) EL MOLDE ANTES DE LLENARLO CON LA PIEZA SE LLENA CON UN GAS A UNA PRESION, QUE CORRESPONDE APROXIMADAMENTE A LA PRESION EN LA MASA PLASTIFICADA EN EL AGREGADO DE INYECCION; C) LA MASA PLASTIFICADA SE INYECTARA LO MAS RAPIDAMENTE POSIBLE EN EL MOLDE CON UNA VELOCIDAD DE INYECCION, QUE GARANTICE UN LLENADO LO MAS POSIBLEMENTE REGULAR CON LA MASA QUE NO SE HA EXPANDIDO TODAVIA; D) DURANTE O JUSTO DESPUES DEL PROCESO DE INYECCION SE VACIA DE AIRE EL ESPACIO INTERNO DEL MOLDE EN IMPACTOS, PARA POSIBILITAR LA EXPANSION FINAL DEL POLIMERO INYECTADO Y PARA ACABAR ENTONCES EL PROCESO DE ESPUMACION.
MOLDE DE INYECCION DE CICLO ALTERNATVO POR DESPLAZAMIENTO.
(16/04/2002) 1. Molde de inyección de ciclo alternativo por desplazamiento, de especial aplicación en la inyección de piezas plásticas de paredes gruesas, caracterizado porque está constituido por un semimolde del lado de la inyección, y de dos o más semimoldes del lado de la expulsión de las piezas, estando definido el primero por la cavidad que forma la superficie externa de la pieza y los segundos por los punzones que determinarán la superficie interna de la misma , habiéndose previsto que los diferentes punzones sean solidarios de una placa base asistida de movimiento lineal alternativo o de vaivén para entrar sucesivamente en confrontación con el semimolde del lado y de inyección. 2. Molde de inyección de ciclo alternativo por desplazamiento, según reivindicación 1,…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}