CIP-2021 : B29C 45/26 : Moldes.
CIP-2021 › B › B29 › B29C › B29C 45/00 › B29C 45/26[2] › Moldes.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B29C 39/00 hasta B29C 70/00: Técnicas particulares de conformación, p. ej. moldeo, unión; Aparatos para ello
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00).
B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06).
B29C 45/26 · · Moldes.
CIP2021: Invenciones publicadas en esta sección.
APARATO Y PROCEDIMIENTO PARA EL MOLDEO POR INYECCION CON HOJAS DECORATIVAS.
(16/01/2002) UN APARATO DE MOLDEO POR INYECCION DE DECORACION DE HOJAS QUE COMPRENDE UN AGARRADOR DE HOJAS PARA SUJETAR FIJAMENTE UNA HOJA DE DECORATIVA (S) SOBRE UNA SUPERFICIE DE SEPARACION (12A) DE UN MOLDE MOVIL DE UN MOLDE POR INYECCION. AL MENOS LOS BORDES INTERIORES DE LAS SUPERFICIES QUE MIRAN HACIA EL MOLDE MOVIL DEL AGARRADO DE HOJAS ESTAN ACABADOS CON UNAS SUPERFICIES CURVAS DE FORMA CONVEXA Y LISAS (30A), RESPECTIVAMENTE, Y HAY UNA RANURA PARA RECIBIR EN SU INTERIOR EL AGARRADOR DE HOJAS FORMADA EN UN MOLDE FIJO EN UNA POSICION CORRESPONDIENTE AL AGARRADOR DE HOJAS CON UNA PROFUNDIDAD SUFICIENTE PARA PERMITIR EL MOVIMIENTO DEL AGARRADOR DE HOJAS ENTRE UNA POSICION EN QUE SUJETA FIJAMENTE LA HOJA DECORATIVA SOBRE LA SUPERFICIE DE SEPARACION (12A) DEL MOLDE MOVIL Y UNA POSICION QUE QUEDA SEPARADA DE LA HOJA DECORATIVA EN UN ESTADO…
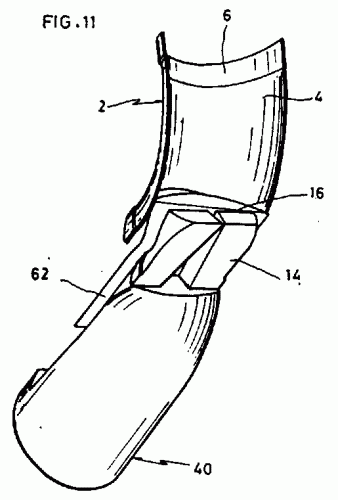
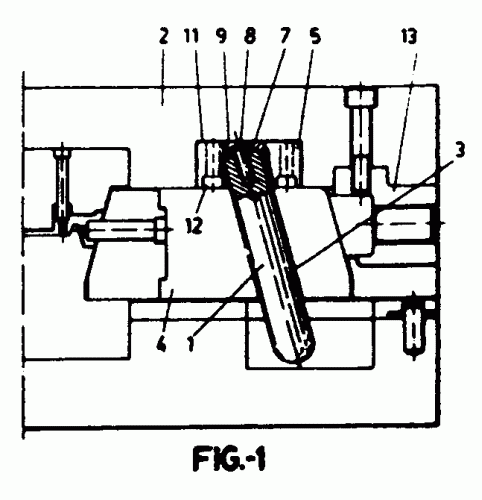
NOYO PARA MOLDEADO DE UN CODO EN EL INTERIOR DE UN MOLDE Y PROCEDIMIENTO PARA DICHO MOLDEADO.
(01/05/2001). Ver ilustración. Solicitante/s: TAUVI S.A. Inventor/es: COMAS AGUSTI,JOSE.
Noyo para moldeado de un codo en el interior de un molde y procedimiento para dicho moldeado; el noyo comprende dos mitades superponibles simétricamente; cada una comprende: un cuerpo dorsal con una primera cara plana interna , un resalte poliédrico sobresaliendo de la cara , una superficie curva con un tramo cilíndrico y otro tórico , y una primera cara superior ; dos cuerpos centrales con una segunda cara lateral , una segunda cara interna , una superficie curva con un tramo cilíndrico y otro tórico , una superficie anterior plana y una segunda cara superior ; y un cuerpo interior con una tercera cara interna , una superficie curva con un tramo cilíndrico y otro tórico , y una tercera cara superior . El noyo puede experimentar sucesivamente: un movimiento de traslación afectando únicamente al cuerpo dorsal ; un segundo movimiento perpendicular al anterior y un tercer movimiento paralelo al primer movimiento. Figura 11.
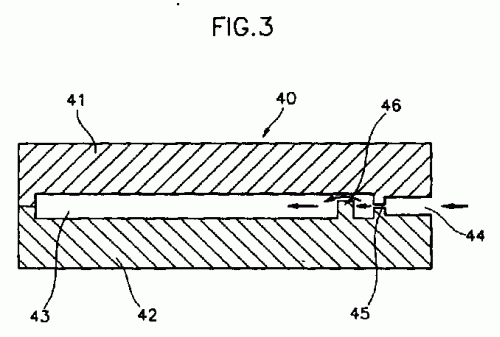
MAQUINA DE MOLDEO CON INYECCION DE GAS.
(01/05/2001). Ver ilustración. Solicitante/s: SAMSUNG ELECTRONICS CO., LTD.. Inventor/es: LEE,JAI-KWON.
Máquina de moldeo con inyección de gas. Una máquina de moldeo con inyección de gas provista de placas superior e inferior combinadas entre sí para formar una cavidad en el centro de las mismas, y de una estrecha puerta para permitir que la resina fundida sea pulverizada a alta velocidad durante la inyección por gas, incluyéndose un resalte destinado a reducir la velocidad del flujo de resina a través de la puerta y propagar la resina en todas las direcciones en el momento en que la resina es impactada por el resalte, siendo seguidamente nebulizada hacia la cavidad y evitándose así el fenómeno de chorro, un defecto que se forma en la superficie externa de la pieza moldeada. Figura 3.
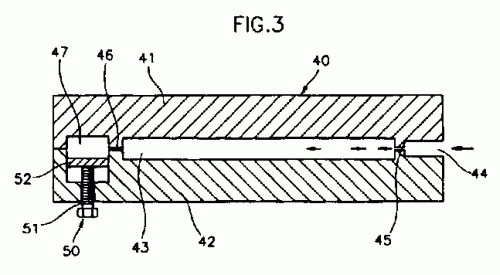
MAQUINA DE MOLDEO CON INYECCION DE GAS.
(01/05/2001). Ver ilustración. Solicitante/s: SAMSUNG ELECTRONICS CO., LTD.. Inventor/es: LEE,JAI-KWON.
Máquina de moldeo con inyección de gas. Una máquina de moldeo con inyección de gas provista de una cavidad auxiliar formada en un costado de una cavidad para permitir que la resina fundida sea nebulizada y expulsada de la cavidad al inyectar gas a través de una puerta, teniendo la cavidad auxiliar un medio de control para cambiar libremente un área de la misma con el fin de alojar la resina a nebulizar durante la inyección del gas, evitándose así la formación de defectos en la superficie externa del producto moldeado y evitándose el inconveniente que suponen los acabados adicionales del producto moldeado después de la inyección del gas. Figura 3.
FABRICACION DE PREFORMAS DE VARIAS CAPAS CON PET (TEREFTALATO DE POLIETILENO) DE DESECHO.
(01/05/2000) EL CAMPO TECNICO DE LA INVENCION SON LAS MAQUINAS DE MOLDEADO, PARTICULARMENTE LA PARTE INTERNA (VARILLA DEL NUCLEO) DE DICHAS MAQUINAS DE MOLDEADO PARA MANUFACTURAR PROFORMAS TERMOPLASTICAS, QUE MAS TARDE SON EXTENDIDAS-SOPLADAS PARA CONVERTIRSE EN ENVASES TALES COMO LAS BOTELLAS DE PET. LA INVENCION SE REFIERE A PROFORMAS QUE TIENEN UNA ESTRUCTURA MULTICAPA Y QUE INCORPORAN UNA CAPA INTERNA RECICLADA, EMBEBIDA ENTRE DOS CAPAS DE MATERIAL VIRGEN QUE ESTAN SOBRE EL EXTERIOR Y EL INTERIOR DE DICHA PROFORMA. LA VARILLA DE NUCLEO ESTA DISEÑADA MEDIANTE LA INVENCION DE MANERA QUE LA CAPA INTERNA DE LA PROFORMA TENGA UN GROSOR MINIMO EN SU AREA DEL FONDO Y QUE EL GROSOR MINIMO SEA…
UN DISPOSITIVO CONECTOR, UN METODO Y UN APARATO PARA SU FABRICACION.
(16/02/2000). Solicitante/s: BTR SAIAG SEALING SYSTEMS S.P.A. Inventor/es: MOGAVERO, CESARE.
UN DISPOSITIVO CONECTOR PARA UN CIRCUITO DE FLUIDO INCLUYE UN TUBO DE MATERIAL ELASTOMERICO Y AL MENOS UN MIEMBRO DE SUJECION QUE TIENE UNA PORCION ANULAR Y UNOS ELEMENTOS PARA VARIAR EL DIAMETRO DE LA PORCION ANULAR . EN SU SUPERFICIE EXTERNA, ADYACENTE A AL MENOS UNA PORCION TERMINAL , EL TUBO TIENE UNA RANURA CIRCULAR , Y EL DIAMETRO DE LA PORCION ANULAR DEL MIEMBRO DE SUJECION , INCLUSO EN SU CONDICION LIBRE, ES LIGERAMENTE MENOR QUE LAS PORCIONES DEL TUBO ADYACENTE A LA RANURA DENTRO DE LA CUAL PUEDE FIJARSE LA PORCION ANULAR DEL MIEMBRO DE SUJECION. EL APARATO PARA FABRICAR EL TUBO INCLUYE: UN NUCLEO CONFORMADO ALREDEDOR DEL CUAL EL TUBO PUEDE FIJARSE COAXIALMENTE, Y AL MENOS UN MOLDE PARA SITUARSE COAXIALMENTE ALREDEDOR DE UN EXTREMO DEL NUCLEO Y QUE PRODUCE A CONTRAMARCHA LA FORMA DESEADA DE LA SUPERFICIE EXTERNA DE LA PORCION TERMINAL DEL TUBO.
APARATO PARA EL MOLDEO UNITARIO DE CONTENEDORES MANUALES, CON RUEDAS.
(16/02/2000). Ver ilustración. Solicitante/s: CONSTRUCCIONES MECANICAS MARES, S.A. Inventor/es: MARES IBAÑEZ, PEDRO.
Aparato para el moldeo unitario de contenedores manuales, con ruedas. El aparato comprende una base principal portadora de elementos limitadores de cada una de las cuatro paredes laterales del contenedor en posición invertida que determinan las superficies de moldeo exteriores de las caras laterales, teniendo algunos de dichos elementos disposición móvil y soportando asimismo dicha base principal del aparato el elemento determinante de la cavidad central o punzón del contenedor, presentando asimismo dicho aparato un elemento constitutivo de la envolvente de cavidad que es desplazable verticalmente y que se acopla con los elementos determinantes de las paredes laterales y de la cavidad principal del cuerpo del contenedor para determinar la forma completa del contenedor en posición invertida en condiciones de recibir la inyección de material sintético fundido desde un distribuidor de canal caliente para obtener en una sola fase de moldeo el contenedor de transporte manual completo.t.
(16/01/2000) LA PIEZA DE FUNDICION QUE PROPONE LA INVENCION PRESENTA UNA PERFORACION EN CUYOS EXTREMOS HAY UNOS COJINETES DESLIZANTES PARA ALOJAR UN EJE O UN ARBOL. SI DICHO EJE O ARBOL POSEE UNA SECCION TRANSVERSAL UNIFORME, SIGNIFICA QUE LOS COJINETES TIENEN TAMBIEN EL MISMO DIAMETRO INTERIOR. UNA VEZ FINALIZADO EL PROCESO DE FUNDICION, PARA PODER EXTRAER LA PIEZA CENTRAL QUE IMPIDE LA ENTRADA DE MATERIAL EN LA PERFORACION, ES PRECISO QUE DICHA PIEZA PRESENTE UNA SECCION TRANSVERSAL CONSTANTE EN TODA LA LONGITUD DE LA PERFORACION. SIN EMBARGO, LA EXTRACCION ES SIEMPRE MUY DIFICULTOSA, YA QUE ENTRE LAS PAREDES DE LA PIEZA CENTRAL Y LAS PAREDES INTERIORES DE LA PIEZA FUNDIDA SE PRODUCEN FUERZAS DE FRICCION CONSIDERABLES AL ESTIRAR. POR CONSIGUIENTE, LA INVENCION PROPONE QUE LA PIEZA CENTRAL SEA…
DISPOSITIVO PARA FABRICAR PIEZAS MOLDEADAS POR INYECCION.
(16/01/2000). Solicitante/s: AUGUST LAPPLE GMBH & CO. KG. Inventor/es: PIERRO, HELMUT.
SE DESCRIBE UN DISPOSITIVO PARA LA ELABORACION DE PARTES MOLDEADAS DE FUNDICION DE INYECCION CON UNA UNIDAD DE PUNZON Y UNA UNIDAD DE MATRIZ, ASI COMO UN ESPACIO HUECO DE MOLDEADO CONFIGURADO ENTRE ELLAS, DONDE TANTO LA UNIDAD DE PUNZON, COMO TAMBIEN LA UNIDAD DE MATRIZ ESTAN RECEPCIONADAS EN ARRASTRE DE FORMA A PARTIR DE UNA APLICACION DE MOLDEO QUE SUMINISTRA EL CONTORNO Y UNA APLICACION DE MOLDEO RESPECTIVA APOYANDOSE CONTRA LA FUERZA DE PRESIONADO DE INYECCION QUE APARECE SEGUN UN CUERPO DE ALMA QUE LAS INCLUYE A BASE DE MATERIAL DE FUNDICION.
ESTRUCTURA DE MOLDE AISLADA PARA MOLDEO DE DISCOS OPTICOS POR INYECCION.
(16/06/1999). Solicitante/s: GENERAL ELECTRIC COMPANY. Inventor/es: KIM, BANG MO, NIEMEYER, MATTHEW FRANK.
SE PRESENTA UN INSERTO PARA UN MOLDE AISLADO PARA EL MOLDEO POR INYECCION DE DISCOS COMPACTOS Y DE DISCOS OPTICOS. EL INSERTO DEL MOLDE SE ENCUENTRA COLOCADO DE FORMA EXTRAIBLE EN LA CAVIDAD DEL MOLDE DETRAS DE LA MATRIZ . EL INSERTO DEL MOLDE TIENE UNA CAPA AISLANTE QUE RETIENE EL CALOR DE LA SUPERFICIE DE MOLDEO CON LO AUMENTA LA SUAVIDAD DE LA SUPERFICIE DE LA PIEZA MOLDEADA. EL INSERTO PUEDE TENER UNA SUPERFICIE METALICA QUE ENTRA EN CONTACTO CON EL LADO POSTERIOR DE LA MATRIZ.
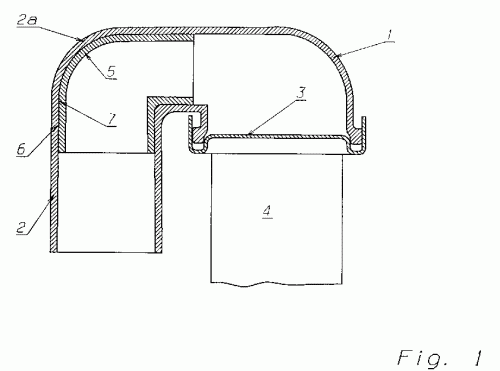
RECIPIENTE COLECTOR MOLDEADO POR INYECCION DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION.
(16/12/1998). Ver ilustración. Solicitante/s: BEHR GMBH & CO.. Inventor/es: DAMSOHN, HERBERT, DR., GLOCK, FRITZ, HOING, JURGEN, OSWALD, WERNER.
RECIPIENTE COLECTOR MOLDEADO POR INYECCION DE MATERIA PLASTICA Y PROCEDIMIENTO PARA SU FABRICACION, PARTICULARMENTE PARA INTERCAMBIADORES DE CALOR DE AUTOMOVILES, ESTANDO DICHO RECIPIENTE PROVISTO DE TUBULADURAS DE EMPALME CURVADAS O ACODADAS, ESTANDO DISPUESTA EN LA ZONA DE ACODAMIENTO O CURVATURA, EN EL INTERIOR DE LA TUBULADURA, UN MACHO HUECO RODEADO EN SU PARTE EXTERIOR DE MATERIA PLASTICA MOLDEADA POR INYECCION; EL PROCEDIMIENTO DE FABRICACION CONSISTE EN POSICIONAR EL MACHO HUECO EN UN MOLDE PARA INYECCION, CERRAR SUS LADOS FRONTALES Y SUJETARLOS MEDIANTE MACHOS MACIZOS, CERRAR EL MOLDE Y RODEAR LOS MACHOS MEDIANTE MOLDEO CON MATERIA PLASTICA Y, TRAS APERTURA DEL MOLDE DESPUES DE LA OPERACION, DESMOLDEAR SOLAMENTE LOS MACHOS MACIZOS. ES DE APLICACION A LOS INTERCAMBIADORES DE CALOR DE VEHICULOS AUTOMOVILES.
APARATO PARA FORMAR ARTICULO MOLDEADO.
(16/12/1998). Solicitante/s: HUSKY INJECTION MOLDING SYSTEMS LTD.. Inventor/es: MCCREADY, DEREK, KALEMBA, JACEK, HYNDS, JOHN CHARLES.
APARATO INCLUYE UN MOLDE HEMBRA Y UN NUCLEO DE MOLDE QUE COOPERA CON EL MOLDE HEMBRA PARA FORMAR UNA CAVIDAD DE MOLDE ENTRE ELLOS EN LA POSICION CERRADA DEL MOLDE PARA LA FORMACION DE UN ARTICULO ROSCADO MOLDEADO EN EL. UNA CORONA EXTRACTORA ROTATORIA, MOVIL, ESTA DOTADA SOBRE EL NUCLEO, Y ESTAN DOTADOS MEDIOS PARA ROTAR LA CORONA EXTRACTORA DESDE UNA POSICION HACIA ATRAS HASTA UNA POSICION ADELANTADA Y POR ELLO RECUPERAR EL ARTICULO TRATADO DEL NUCLEO DEL MOLDE POR LA MISMA ROTACION.
METODO DE MOLDEO PARA LA FABRICACION DE UN CIERRE DE GARANTIA PARA BOTELLAS Y SIMILARES, MOLDE PARA LA EJECUCION DE DICHO METODO Y CIERRE DE GARANTIA OBTENIDO.
(16/10/1998) METODO DE MOLDEO PARA LA FABRICACION DE UN CIERRE DE GARANTIA PARA BOTELLAS Y SIMILARES, MOLDE PARA LA EJECUCION DE DICHO METODO CIERRE DE GARANTIA OBTENIDO. ESTA INVENCION SE REFIERE A UN CIERRE DE GARANTIA DEL TIPO QUE PRESENTA UN CAPUCHON, UNA TIRA DE GARANTIA, UNA LINEA DEBILITADA FORMADA ENTRE EL CAPUCHON Y LA TIRA DE GARANTIA, UNA ROSCA FORMADA EN EL CAPUCHON Y UN REBORDE FORMADO EN LA TIRA DE GARANTIA; A UN MOLDE PARA SU FABRICACION Y A SU METODO DE MOLDEO. CON EL CITADO CIERRE DE GARANTIA SE CONSIGUE SALVAR EL PROBLEMA DE LA TECNICA ANTERIOR QUE PRESENTA UN REBORDE BASTANTE RESISTENTE QUE NO ES MUY FIABLE A EFECTOS DE PONERLO CONTRA EL ENSANCHAMIENTO DE LA BOTELLA,…
MECANISMO DE MOLDEADO DE EQUIPOS ROSCADOS PLASTICOS.
(01/03/1998). Solicitante/s: GUO, MUH-JUH. Inventor/es: GUO, MUH-JUH.
UN MECANISMO DE MOLDEADO DE EQUIPOS ROSCADOS PLASTICOS DESTINADO A RESOLVER EL PROBLEMA CONVENCIONAL LIMITADO SOLO PARA PRODUCIR ROSCAS DE DIRECCION SIMPLES, QUE UTILIZA TRES BARRAS DE EMPUJE Y QUE CORRESPONDEN COAXIALMENTE DISPUESTAS CON LAS MISMAS, EJECUTANDO UN MOVIMIENTO RECIPROCO, PARA HACER LOS EQUIPAMIENTOS ROSCADOS PLASTICOS DE TRES VIAS (G). POR TANTO, ES SUBSTANCIAL PARA EL AHORRO DE TIEMPO Y LABOR A LA VEZ QUE REDUCE LOS COSTOS DE FABRICACION.
ACTUADOR PARA UN RECIPIENTE DE AEROSOL.
(01/11/1997) UN ACCIONADOR PARA UN RECEPTACULO DE AEROSOL, QUE COMPRENDE UN CUERPO QUE FORMA UN ORIFICIO DE ADMISION, UNA SUPERFICIE SUPERIOR QUE DEFINE UNA MULTITUD DE RANURAS DE DESCARGA , Y UNA MULTITUD DE CONDUCTOS DE PASO EN EL CUERPO PARA DIRIGIR EL FLUIDO DESDE EL ORIFICIO DE ADMISION A LAS RANURAS DE DESCARGA. CADA UNO DE LOS CONDUCTOS DE PASO DEL CUERPO TIENE FORMA DE BOLSA, QUE INCLUYEN UNAS PORCIONES SUPERIOR (22A) E INFERIOR (22B) MAS ESTRECHAS Y UNA PORCION INTERMEDIA MAS ANCHA (22C). CUANDO SE UTILIZA EL ACCIONADOR PARA SUMINISTRAR ESPUMA DEL RECEPTACULO DE AEROSOL, ESTA FORMA DE LOS CONDUCTOS DE PASO DEL CUERPO PRESENTA…
MOLDE DE PRESION Y METODO PARA EL MOLDEO POR PRESION DE RESINA TERMOPLASTICA UTILIZANDO EL MISMO.
(16/10/1997). Solicitante/s: SUMITOMO CHEMICAL COMPANY, LIMITED. Inventor/es: HARA, TAKAHISA, MATSUMOTO, MASAHITO, USUI, NOBUHIRO, MATUBARA, SHIGEYOSHI.
EL MOLDEADO A PRESION UTILIZA UN MOLDE EN EL CUAL UNA BOQUILLA PARA ABRIR Y CERRAR EL PASO DE RESINA FUNDIDA SE ENCUENTRA EN UN MOLDE SUPERIOR O EN UN MOLDE INFERIOR, A ENTRE 10 Y 100 MM POR DEBAJO DE LA SUPERFICIE DE LA CAVIDAD DEL MOLDE. EL MOLDEADO SE EFECTUA A TRAVES DE LOS PASOS DE SUMINISTRAR RESINA TERMOPLASTICA EN ESTADO FUNDIDO ENTRE LOS MOLDES SUPERIOR E INFERIOR QUE TODAVIA NO HAN SIDO SITUADOS UNO CONTRA EL OTRO, Y AJUSTAR LOS MOLDES JUNTOS, MEDIANTE LO CUAL SE HACE POSIBLE OBTENER UN PRODUCTO MOLDEADO QUE TIENE UNA BUENA APARIENCIA INCLUSO CUANDO EL CICLO DE MOLDEADO ES CORTO.
(16/07/1997). Solicitante/s: BLACK & DECKER INC.. Inventor/es: ANQUETIN, ROBERT PAUL.
SE PRESENTA UN ESPICHE PARA SU UTILIZACION EN AGUJEROS CIEGOS PREFORMADOS EN MATERIALES RIGIDOS Y BLANDOS Y TAMBIEN PARA LOS AGUJEROS FORMADOS EN MATERIALES EN FORMA DE HOJA. EL ESPICHE SE COMPONE DE UNA PORCION CABEZA UNIDA A UNA PORCION DE COLA MEDIANTE CUATRO PATILLAS , TODAS ELLAS CON PUNTOS DE FLEXION HACIA SUS EXTREMOS Y EN UNA POSICION CENTRAL. 9LA PORCION DE COLA TIENE UNA PARTE ROSCADA FORMADA MEDIANTE UN PROCESO DE MOLDEO.
DISPOSITIVO PARA LA FABRICACION DE PIEZAS DE MOLDE DE PLASTICO PLANAS, A MODO DE EJEMPLO TARJETAS DE IDENTIDAD.
(01/07/1997). Solicitante/s: GAO GESELLSCHAFT FUR AUTOMATION UND ORGANISATION MBH. Inventor/es: BAADER, HELMUT, DR.
EN UN DISPOSITIVO PARA LA FABRICACION DE MOLDES DE PLASTICO PLANAS, POR EJEMPLO TARJETAS DE IDENTIDAD, SE DISPONE DE UNA PARTE DE MOLDE CON UN NUCLEO DE FORMA CONICA Y UNA PIEZA DE DESCENSO CONFORMADA DE FORMA CORRESPONDIENTE AL PERFIL DE LA PARTE DE NUCLEO. LAS SUPERFICIES LATERALES ADECUADAS DEL MOLDE DIRIGIDAS UNA SOBRE OTRA CON REFERENCIA A LA DIRECCION DE ABERTURA ENCIERRAN ENTRE AMBAS PARTES UNA ZONA PARA EL PROCESO DE CONFORMADO DE LA SUPERFICIE PLANA CONFIGURADA ENTRE LA PARTE DE NUCLEO Y LA PARTE DE PIEZA DESCENDENTE, DE FORMA QUE LA PARTE DE MOLDE SE DEFORMA POR TENSIONES EN LA SITUACION CORRESPONDIENTE DE CERRADO EN LA FABRICACION DE LA TARJETA DE IDENTIDAD.
BANDA DE GANCHOS DEL TIPO DE SETA PARA UN ELEMENTO MECANICO DE SUJECION.
(01/04/1997). Solicitante/s: MINNESOTA MINING AND MANUFACTURING COMPANY. Inventor/es: WOOD, LEIGH, E., MELBYE, WILLIAM, L., NESTEGARD, SUSAN, K., LINDSETH, MARVIN, D., BYCHINSKI, DALE, A.
UNA TIRA DE GANCHOS TIPO SETA PARA UN CIERRE COMPUESTO DE MACHO Y HEMBRA QUE TIENE UN REFUERZO FLEXIBLE DE RESINA TERMOPLASTICA Y, SOLIDARIO CON EL RESPALDO HAY UNA RED DE VASTAGOS VERTICALES DISTRIBUIDOS A TRAVES DE AL MENOS UNA CARA DEL RESPALDO CADA UNO DE LOS CUALES TIENE UNA CABEZA DE SE. LOS VASTAGOS TIENE UNA ORIENTACION MOLECULAR SEGUN LO DEMUESTRA UN VALOR DE BIRREFRINGENCIA DE AL MENOS 0,001. LA TIRA CON GANCHOS TIPO SETA SE PUEDE PRODUCIR DE MANERA CONTINUA A BASE DE INYECTAR RESINA EN LAS CAVIDADES DE UN MOLDE CILINDRICO AL TIEMPO QUE SE EVACUAN Y REFRIGERAN LAS CAVIDADES DE MODO QUE LA RESINA REFRIGERADA QUEDA MOLECULARMENTE ORIENTADA, LO QUE HACE QUE LOS VASTAGOS TENGAN UNA RIGIDEZ, DURABILIDAD Y RESISTENCIA A LA TRACCION Y A LA FLEXION EXCELENTES.
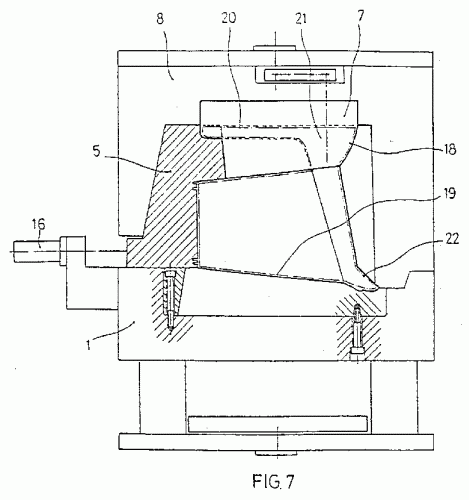
DISPOSITIVO DE MOLDEO PARA MAQUINA DE MOLDEAR.
(01/01/1997) Dispositivo de moldeo para máquina de moldear, que comprende: - una placa de sujeción fija que sostiene un molde fijo ; - una placa de sujeción móvil que sostiene un molde móvil que se acopla con el molde fijo para definir una cavidad de molde, estando dispuesto un cilindro de cierre para mover la placa de sujeción móvil con respecto a la placa de sujeción fija con objeto de cerrar y abrir la cavidad del molde; - un bloque giratorio montado en la placa de sujeción móvil y que sostiene el molde móvil ; y - medios operativos que actuan sobre el bloque giratorio y que están acoplados en una parte fija de la máquina de moldear para efectuar el giro del bolque giratorio durante el movimiento de la placa de sujeción móvil ; caracterizado porque los medios operativos…
CAMBIADOR DE TOPE MOVIL , PARTICULARMENTE CAMBIADOR LIGERO DE FRENOS , CON UN AJUSTE MECANICO Y PROCEDIMIENTO PARA LA PRODUCCION EN MONOPIEZAS DE LOS CARROS DE ACCIONAMIENTO PARA UN TOPE MOVIL DE CAMBIADOR.
(01/01/1997) EN EL MECANISMO DETENTOR POR TRINQUETE CON ARRASTRE DE FORMA ENTRE TOPE MOVIL Y CARROS DE ACCIONAMIENTO DEL CAMBIADOR DE TOPE MOVIL SE CONFORMAN LOS CONTRAENGRANAJES (7A,8A) EN EL CARRO DE ACCIONAMIENTO ASI COMO LOS ENGRANAJES EN EL TOPE MOVIL COMO MULTIENGRANAJES Y EN LOS LATERALES INTERIORES SE DISPONE DE DOS GUIAS DE MEDIA CAÑA CONFORMADAS COMO CUATRO CUBIERTAS EN SECCION TRANSVERSAL Y OPUESTAS A AMBOS LADOS DE LOS ENGRANAJES DEL TOPE MOVIL , QUE SE EXTIENDEN PARALELAMENTE ENTRE SI ENTRE LAS PAREDES FRONTALES TERMINALES DE LOS CARROS DE ACCIONAMIENTO. LAS GUIAS DE MEDIA CAÑA SE DISPONEN DE TAL MODO CON LOS CONTRAENGRANAJES (7A,8A) EN LOS CARROS DE ACCIONAMIENTO , YA QUE SE POSIBILITA UNA PRODUCCION MONOPIEZA…
MEJORAS INTRODUCIDAS EN LOS MEDIOS DE FIJACION DE LAS GUIAS INCLINADAS AL CUERPO DEL MOLDE, EN MOLDES DE INYECCION.
(01/01/1997). Ver ilustración. Solicitante/s: NAVARRA PRUNA,ALBERTO.
MEJORAS INTRODUCIDAS EN LOS MEDIOS DE FIJACION DE LAS GUIAS INCLINADAS AL CUERPO DEL MOLDE, EN MOLDES DE INYECCION. CONSISTEN EN FIJAR DICHAS GUIAS INCLINADAS INDIRECTAMENTE AL CUERPO DEL MOLDE, CONCRETAMENTE CON LA COLABORACION DE UNA PLACA SOPORTE INTERMEDIA , QUE PUEDE SER UNICA, RECIBIENDO TODAS LAS GUIAS , O MULTIPLE, EXISTIENDO UNA PLACA SOPORTE PARA CADA GUIA, SIENDO EN ESTAS PLACAS SOPORTE, DE REDUCIDAS DIMENSIONES, DONDE SE REALIZAN LOS ORIFICIOS O ALOJAMIENTOS INCLINADOS PARA FIJACION DE LAS GUIAS, EN LUGAR DE EN LA PLACA DE GRANDES DIMENSIONES CONSTITUTIVA DEL CUERPO DEL MOLDE, LO QUE FACILITA CONSIDERABLEMENTE LA OPERACION DE MECANIZADO, IMPLANTANDOSE POSTERIORMENTE ESTA PLACA O PLACAS EN ALOJAMIENTOS PRISMATICOS DEL CUERPO DEL MOLDE, MUCHO MAS FACILES DE REALIZAR. OPCIONALMENTE LA PLACA SOPORTE PUEDE FORMAR PARTE, CON CARACTER MONOPIEZA, DE LA CUÑA PARA AJUSTE DE LA CORREDERA DEL MOLDE.
TACO EXPANSIBLE DE PLASTICO.
(01/06/1996). Solicitante/s: HILTI AKTIENGESELLSCHAFT. Inventor/es: BISPING, HEINZ, POPP, FRANZ.
EL CUERPO DEL TACO DE UN TACO EXPANSIBLE DE PLASTICO PRESENTA TRES ORIFICIOS DE PASO (1A) DISPUESTOS EN UN PLANO DE SECCION. DE ESTA FORMA ES POSIBLE DISPONER LOS NUCLEOS PARA LOS ORIFICIOS DE PASO DE MANERA QUE DURANTE EL PROCESO DE FUNDICION POR INYECCION, SEA CONDUCIDA SUFICIENTEMENTE LA AGUJA DEL NUCLEO PARA UN TALADRO CENTRAL OVAL (1D).
DISPOSITIVO DE FUNDICION DE INYECCION.
(16/03/1996). Solicitante/s: SCHOELLER-PLAST AG. Inventor/es: UMIKER, HANS.
LA INVENCION SE REFIERE A UN MOLDE DE FUNDICION DE INYECCION PARA LA ELABORACION DE RECIPIENTES DE MOLDE A PARTIR DE MATERIAL SINTETICO DE PLASTICO, EN PARTICULAR PARA RECIPIENTES DE TRANSPORTE O CAJAS PARA LA COLOCACION DE FRASCOS O BOTELLAS, CON UNA PARTE DE MOLDE INFERIOR Y UNA PARTE DE MOLDE SUPERIOR, ASI COMO MORDAZAS EXTERIORES MOVIBLES HACIA AFUERA PARA EL MOLDEADO DEL RECIPIENTE DE MOLDE INYECTADO. PARA CONSEGUIR UN SISTEMA DE MOLDES CON DOS MOLDES DE FUNDICION DE INYECCION DE COSTE ADECUADO EN UN PROCESO DE DOS VERTIDOS DE FORMA SENCILLA UNO CONTRA OTRO SE PROPONE, QUE EN EL MOLDE SE DISPONGA AL MENOS DE DOS CAVIDADES , QUE ESTAN DISTANCIADAS UNA CON RESPECTO A OTRA A TRAVES DE UN EQUIPO DE SEPARACION.
PROCESO Y APARATO PARA MOLDEO DE INYECCION DE ACCIONAMIENTO DE COMPUERTAS INSTANTANEO Y DIRECTO.
(16/01/1996) LA PRESENTE INVENCION SE REFIERE A UN PROCESO Y UN APARATO PARA ARTICULOS DE PLASTICO CON MUROS FINOS PARA UN MOLDEO DE INYECCION. EN UNA PRIMERA INCORPORACION, EL APARATO COMPRENDE UNA CAVIDAD DE MOLDEAR Y UN NUCLEO DE MOLDEAR QUE DEFINEN UN ESPACIO DE CAVIDAD CON LA FORMA DEL ARTICULO Y AL MENOS DOS COMPUERTAS DE INYECCION ADYACENTES A UNA PORCION DEL ESPACIO DE LA CAVIDAD QUE DEFINE LA PORCION DEL REBORDE A TRAVES DEL CUAL SE INYECTA EL PLASTICO MOLDEADO EN EL ESPACIO DE LA CAVIDAD . ESTE ACCESO DIRECTO PARA UN ACCIONAMIENTO DE COMPUERTAS DE REBORDE NO SACRIFICA LA ALINEACION DEL NUCLEO O DE LA CAVIDAD NI LOS MOVIMIENTOS DEL MOLDEO CONVENCIONAL A LO LARGO DEL…
RECEPTACULO Y MOLDE PARA FABRICAR EL MISMO.
(16/10/1995). Solicitante/s: EML LIMITED. Inventor/es: WOOLNOUGH, ANDREW CHARLES, HARRIS, SYDNEY JAMES.
UN RECEPTACULO SE MOLDEA MEDIANTE LA INYECCION DE UN MATERIAL PLASTICO RIGIDO, EL RECEPTACULO ESTA ABIERTO EN LA PARTE SUPERIOR Y COMPRENDE UN FONDO , UNA PARED FRONTAL , UNA PARED TRASERA Y DOS PAREDES LATERALES QUE CONECTAN LAS PAREDES DELANTERA Y TRASERA A AMBOS LADOS DEL RECEPTACULO. LA PARED DELANTERA Y LAS PAREDES LATERALES SE CONECTAN AL FONDO DEL RECEPTACULO. UN BORDE SUPERIOR DE LA PARED FRONTAL ESTA SEPARADO DEL FONDO POR UNA DISTANCIA MENOR QUE LA QUE SEPARA EL BORDE INFERIOR DE LA PARED TRASERA , DEL FONDO . LA PARED TRASERA ESTA CONECTADA A LAS PAREDES LATERALES SOLAMENTE EN POSICIONES SEPARADAS DEL FONDO QUE SE ENCUENTRAN A UNA MAYOR DISTANCIA QUE LOS BORDES MAS ALTOS QUE LA PARED FRONTAL . EL ENVASE PUEDE FABRICARSE USANDO UN MOLDE RELATIVAMENTE BARATO Y CON UNA PRODUCTIVIDAD MEJORADA. PARTES ESTAMPADAS PUEDEN PRESENTARSE SOBRE LAS PAREDES FRONTAL Y TRASERA.
(01/10/1995) SE PRESENTA UN MOLDE DE INYECCION PARA MANUFACTURAR ARTICULOS DE PLASTICO EN FORMA DE DISCO CON UN AGUJERO CENTRAL, QUE COMPRENDE: UNA PRIMERA PARTE DEL MOLDE ; UNA SEGUNDA PARTE DEL MOLDE DESPLAZABLE CON RELACION A LA PRIMERA PARTE DEL MOLDE POR MEDIO DE UN MEDIO DE DESPLAZAMIENTO; DICHAS DOS PARTES DEL MOLDE SE PUEDEN DESPLAZAR ENTRE UNA PRIMERA POSICION CERRADA, EN LA CUAL UNEN PARCIALMENTE UNA CAVIDAD DE MOLDEADO QUE SE CORRESPONDE CON LA FORMA DE UN ARTICULO A MANUFACTURAR, Y UNA SEGUNDA POSICION ABIERTA EN LA CUAL EL ARTICULO FORMADO PUEDE SER RETIRADO; UNA TERCERA PARTE , QUE, EN LA POSICION CERRADA DE LA PRIMERA Y LA SEGUNDA PARTES DEL MOLDE, SE EXTIENDE A TRAVES DE LA CAVIDAD DEL MOLDE DEFINIDA DE ESTA MANERA Y TIENE UNA FORMA EN LA ZONA DE ESTA CAVIDAD DE MOLDEADO QUE SE CORRESPONDE CON LA FORMA DEL AGUJERO CENTRAL , DICHA TERCERA…
BLOQUE UNIVERSAL DE SOLDADURA EN FRIO.
(01/10/1995). Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY. Inventor/es: MAJERUS, NORBERT.
UN BLOQUE DE SOLDADURA EN FRIO TIENE ORIFICIOS DE CAIDA SEPARADOS DISPUESTOS DE FORMA SELECCIONADA PARA SUMINISTRAR MATERIAL DE FUNDICION FLUIDO A TOBERAS CONECTADAS A LOS ORIFICIOS DE COLADA DEL MOLDE . LOS ORIFICIOS DE CAIDA SE ABREN SOBRE LAS TOBERAS DE SOLDADURA DEL BLOQUE DE SOLDADURA EN FRIO QUE ESTAN EN COMUNICACION CON UNA FUENTE DE MATERIAL DE SOLDADURA FLUIDO. HAY VASTAGOS DE CIERRE COLOCADOS SELECTIVAMENTE EN LOS CONDUCTORES PARA CERRAR EL FLUJO DEL MATERIAL DE FUNDICION FLUIDO MAS ALLA DE LOS ORIFICIOS DE CAIDA QUE COMUNICAN CON UN MOLDE PARA UN OBJETO DE UN TAMAÑO Y FORMA DETERMINADOS. DISPONE DE TAPONES DE LOS ORIFICIOS DE CAIDA PARA LOS ORIFICIOS DE CAIDA QUE SE ABREN SOBRE LOS CONDUCTORES DE LAS TOBERAS EN LA SECCION DE LOS CONDUCTORES NO BLOQUEADA POR LOS VASTAGOS DE CIERRE.
MAQUINARIA PARA LA FABRICACION DE CEPILLOS DENTALES.
(01/07/1995). Solicitante/s: G.B. BOUCHERIE, N.V.. Inventor/es: BOUCHERIE, BART GERARD.
SE PRESENTA UNA MAQUINA PARA LA FABRICACION DE CEPILLOS ESPECIALMENTE CEPILLOS PARA LA HIGIENE DENTAL QUE SE COMPONE DE DOS BLOQUES DE MOLDEO , CONTENIENDO CAVIDADES COMPLEMENTARIAS QUE CONFORMAN LA CAMARA DE MODELADO POR INYECCION DEL CUERPO DEL CEPILLO ESTANDO PROVISTO ADEMAS DE UN VASTAGO PORTADOR QUE TRANSPORTA DOS PLAQUETAS (22, 22') PROVISTAS DE ORIFICIOS PARA RECIBIR EL PENACHO DE CERDAS (26, 26'), Y UNA SUPERFICIE DE MOLDEO (24, 24'). LA PIEZA PORTADORA DESPLAZA ALTERNATIVAMENTE DOS PLAQUETAS (22, 22'), ENTRE LA POSICION COMPACTA DE MOLDEO Y LA POSICION DE RECIBIR EL PENACHO DE CERDAS FRENTE AL CARGADOR DE CERDAS Y LA PLAQUETA TERMICA.
MAQUINAS DE TRANSFORMACION PLASTICOS Y PROCEDIMIENTO PARA EL CAMBIO RAPIDO DE EQUIPO.
(01/12/1994). Solicitante/s: MAUSER-WERKE GMBH. Inventor/es: WURZER, ERNST.
PARA UNA MAQUINA DE TRANSFORMACION DE PLASTICOS, ESPECIALMENTE UNA MAQUINA DE MOLDEO POR SOPLADO SE PROPONE, PARA REDUCIR LOS TIEMPOS DE PARADA DE LA MAQUINA Y DE INTERRUPCION DE LA PRODUCCION, UN PROCEDIMIENTO Y LAS CORRESPONDIENTES MEDIDAS CONSTRUCTIVAS PARA EL CAMBIO RAPIDO DE UN PRIMER MOLDE DE PRODUCTO, P.EJ. UN BARRIL DE 220 L, A UN SEGUNDO MOLDE DE PRODUCTO P.EJ. UN BIDON DE 60 L. ESTO SE CONSIGUE DEJANDO LAS MITADES DEL MOLDE DEL PRIMER MOLDE DE PRODUCTO EN LAS PLACAS DE SUJECION DEL MOLDE Y SUJETANDO LAS MITADES DEL SEGUNDO MOLDE DE PRODUCTO SOBRE LAS MITADES DE MOLDE RESTANTES DEL PRIMER MOLDE DE PRODUCTO.
MOLDE CON UN EMBOLO DE UN UNICO BLOQUE, PARA EL MOLDEADO DE CAJAS DE ACUMULADOR ELECTRICO, Y CAJAS OBTENIDAS CON DICHO MOLDE.
(16/11/1994). Solicitante/s: STOCCHIERO, OLIMPIO. Inventor/es: STOCCHIERO, OLIMPIO.
DE ACUERDO CON EL INVENTO, SE FABRICA UN EMBOLO CENTRAL DE UN UNICO BLOQUE, LO QUE ES PARTICULARMENTE UTIL PARA LA PRODUCCION DE CAJAS DE MATERIAL PLASTICO PARA ACUMULADORES ELECTRICOS. EL MOLDE CONSISTE EN UN PLATO MOVIL QUE SOPORTA ALGUNOS NUCLEOS LATERALES Y UN PLATO FIJO CON UN EMBOLO CENTRAL FIJO , EN EL QUE EL PLATO MOVIL SE MUEVE COAXIALMENTE CON EL PLATO FIJO , DESLIZANDOSE GUIADO EN UNAS COLUMNAS . EL EMBOLO FIJO CENTRAL SOPORTADO POR EL PLATO FIJO CONSTA DE UN UNICO BLOQUE Y SUS NUCLEOS SE OBTIENEN DEL MISMO BLOQUE, ADEMAS DE SU PLATO ANGULAR , FABRICADOS PREFERIBLEMENTE CON MAQUINAS HERRAMIENTAS DE ELECTROEROSION POR HILO.
DISPOSITIVO PARA ROCIADO DE UNA PIEZA DE PLASTICO EN UN TUBO DE PAPEL POR UTILIZACION DE UNA PIEZA DE APOYO.
(01/01/1994). Solicitante/s: TETRA ALFA HOLDINGS S.A.. Inventor/es: REIL, WILHELM.
SE DESCRIBE UN DISPOSITIVO PARA ROCIADO DE UNA TAPA EN UN MANGUITO DE PAPEL 82) RECUBIERTO CON PLASTICO, CON LO QUE ESTE DISPOSITIVO TIENE UN NUCLEO INYECTOR 84) Y UNA FORMA EXTERIOR QUE ENGRANA CON ESTE. PARA QUE EN EL TUBO DE PAPEL CUADRADO EN CORTE TRANSVERSAL NO SE ARQUEEN LAS PAREDES PLANAS DEL TUBO Y LA POSICION DE ROCIADO SE AJUSTA CON EXACTITUD EN TODAS PARTES, SE HA PREVISTO SEGUN EL INVENTO QUE EN LA SUPERFICIE DEL BORDE CERCA DEL CANTO EXTERIOR SUPERIOR RECTO DEL NUCLEO INYECTOR SE LLEVE AL MENOS UNA PIEZA DE APOYO EN LA QUE SE LLEVA EN POSICION EL BORDE DEL TUBO DE PAPEL.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}