CIP-2021 : B23Q 17/09 : para indicar o medir la presión de corte o el estado de la herramienta de trabajo,
p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
CIP-2021 › B › B23 › B23Q › B23Q 17/00 › B23Q 17/09[1] › para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23Q 15/00 hasta B23Q 27/00: Medida; Indicación; Control
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR.
B23Q 17/00 Dispositivos para indicar o medir sobre las máquinas herramientas (para el control automático o la regulación del movimiento de avance, de la velocidad de corte o de la posición de la herramienta o de la pieza B23Q 15/00).
B23Q 17/09 · para indicar o medir la presión de corte o el estado de la herramienta de trabajo, p. ej. capacidad de corte, carga sobre la herramienta (dispositivos para prevenir la sobrecarga de la herramienta B23Q 11/04; dispositivos para indicar los defectos de los agujeros durante la perforación B23B 49/00).
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO Y PROCEDIMIENTO PARA CONTROLAR OPTICAMENTE POR MEDIO DE UNA CAMARA UNA MARCA ESTAMPADA APLICADA A UNA PIEZA DE TRABAJO CON UNA RUEDA DE TIPOS.
(16/06/2002). Ver ilustración. Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: GEIGER, EDUARD, BRAITMAYER, DIETER.
EN UN DISPOSITIVO PARA CONTROL OPTICO POR MEDIO DE UNA CAMARA DE UN MARCADO ESTAMPADO SOBRE UNA PIEZA DE TRABAJO MEDIANTE UNA RUEDA DE IMPRESION, LA CAMARA ESTA ORIENTADA HACIA UN PUNTO DE LA RUEDA DE IMPRESION LOCALIZADA A UNA DISTANCIA DEFINIDA CON RESPECTO AL LADO DE ESTAMPACION. EL PUNTO DE LA RUEDA DE IMPRESION ES LOCALIZADO ANTES, DURANTE Y/O DESPUES DEL PROCESO DE ESTAMPACION EN EL CAMPO DE VISION DE LA CAMARA . DE ACUERDO CON ESTE PROCEDIMIENTO, EL PROCESO DE ESTAMPACION SE REALIZA EN PRIMER LUGAR. EL PUNTO DE ESTAMPACION DE LA RUEDA DE IMPRESION PUEDE SER APLICADO POR SI MISMO ANTES Y/O DESPUES DEL PROCESO DE ESTAMPACION DENTRO DEL CAMPO DE VISION DE LA CAMARA. SE SUMINISTRA UN AVISO DE DEFECTO CUANDO EL PUNTO OBSERVADO DE LA RUEDA DE IMPRESION PRESENTA UNA ANOMALIA.
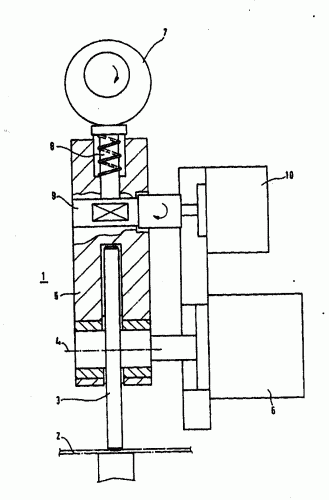
HERRAMIENTA MANUAL CON MEDIOS SENSORES RESPONSABLES DE LA CONDICION DE UN MIEMBRO DE FUNCIONAMIENTO.
(01/01/1996). Solicitante/s: ROBERT BOSCH GMBH. Inventor/es: HUMBERSTONE, VICTOR THE TECHNOLOGY PARTNERSHIP LTD, MILLER, ANNE TREGONING THE TECH. PARTNERSHIP LTD.
UNA HERRAMIENTA MANUAL, TAL COMO UNA SIERRA CALADORA, ESTA PROVISTA CON MEDIOS PARA DETECTAR LAS INCLINACIONES DEL MIEMBRO DE FUNCIONAMIENTO (CUCHILLA 11) CON RESPECTO AL ALOJAMIENTO. LOS MEDIOS COMPRENDEN UNA PLACA DE DEFORMACION MONTADA PARA TENSARSE MEDIANTE FUERZAS EJERCIDAS EN EL COJINETE QUE SOPORTA LA CUCHILLA.
PROCEDIMIENTO Y APARATO PARA EL TRABAJO DE AFINO O MICROACABADO.
(01/10/1994). Solicitante/s: SUPFINA MASCHINENFABRIK HENTZEN GMBH & CO. KG. Inventor/es: SCHMITZ, HEINZ, GUNTER.
EL INVENTO RELATA UN METODO Y UN APARATO PARA TRABAJO FINO O MICROACABADO DE SUPERFICIES DE PIEZAS DE TRABAJO, PARTICULARMENTE PIEZAS MOVIDAS ROTACIONALMENTE-SIMETRICAMENTE , CON HERRAMIENTAS GIRATORIAS U OSCILATORIAS, TALES COMO PIEDRA DE ESMERILAR O PIEDRAS DE PULIR FINAS, QUE SON CALIBRADAS CONTRA LA PIEZA DE TRABAJO . DEPENDIENTE DE UN PARAMETRO MEDIDO PROPORCIONAL A LA FUERZA DE LA MAQUINA, EL CALIBRADO DE LA HERRAMIENTA ES CONTROLADO TAL QUE ES REALIZADA UNA CONTINUA ELIMINACION DEL MATERIAL DE LA PIEZA DE TRABAJO CON VELOCIDAD DE ELIMINACION CONSTANTE. LA FUERZA DE REACCION ES MEDIDA EN CUALQUIER PUNTO EN EL FLUJO DE LA FUERZA PARA DETERMINAR LA FUERZA DE LA MAQUINA.
TORNO CON CONTROL NUMERICO.
(01/10/1993). Solicitante/s: HOESCH MASCHINENFABRIK DEUTSCHLAND AKTIENGESELLSCHAFT. Inventor/es: BUCHARDT, GUNTER, CHWALISZ, HANS-WERNER, KRUSE, WERNER, RABE, KARL-FRIEDRICH, DIPL.-ING., REYER, MANFRED, SAUERWALD, WALTER, VEUHOFF, RUDOLF.
EN UN TORNO CONTROLADO NUMERICAMENTE CON UN SOPORTE DESPLAZABLE EN DIRECCION LONGITUDINAL DE AVANCE QUE TIENE UN PATIN PLANO DESPLAZABLE EN SENTIDO DEL NIVEL DE AVANCE CON UNA RECEPCION PARA LA HERRAMIENTA, CON UN ALMACEN DE HERRAMIENTAS, VARIAS HERRAMIENTAS, UN SENSOR DE MEDICION Y UN DISPOSITIVO DE TRANSPORTE DE HERRAMIENTA, MIDIENDO EL SENSOR DE MEDICION CADA HERRAMIENTA EN SU CUCHILLA, SE EVITA UNA INTERRUPCION DEL TRATAMIENTO DE LA HERRAMIENTA DURANTE LA MEDICION DE LA CUCHILLA DE UNA HERRAMIENTA COLOCANDO EN EL SOPORTE EL SENSOR DE MEDICION Y UN PATIN EN CRUZ CON UNA RECEPCION DE HERRAMIENTA.
{kind=link}