CIP-2021 : B23G 7/02 : Herramientas a este fin.
CIP-2021 › B › B23 › B23G › B23G 7/00 › B23G 7/02[1] › Herramientas a este fin.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23G FILETEADO; TRABAJO MECANICO DE TORNILLOS, CABEZAS DE TORNILLOS O TUERCAS, EN COMBINACION CON EL FILETEADO (formación de roscas por ondulación de tubos B21D 15/04; por laminado B21H 3/02; por forjado, prensado o martillado B21K 1/56; fabricación de ranuras helicoidales por torneado B23B 5/48; por fresado B23C 3/32; por trabajo con muela B24B 19/02; dispositivos para copiar o controlar B23Q).
B23G 7/00 Formación de roscas por medio de herramientas semejantes a la vez por su forma y por su modo de utilización a las herramientas de fileteado, pero que trabajan sin levantamiento de virutas (características de las máquinas o de los dispositivos no especialmente adaptados a este modo particular de formación de roscas B23G 1/00).
B23G 7/02 · Herramientas a este fin.
CIP2021: Invenciones publicadas en esta sección.
Herramienta para la producción o rectificación sin virutas de una rosca en una pieza de trabajo, en particular, ranurador de roscas o dispositivo para moldear rosca.
(29/04/2020) Herramienta para la producción o rectificación sin virutas de una rosca dentro o en una pieza de trabajo, en particular, ranurador de roscas o dispositivo para moldear roscas,
que incluye al menos un área de conformación giratoria o con posibilidad de giro en torno a un eje de herramienta
(A) para la producción o rectificación sin virutas de la rosca, en particular, de una rosca interior,
en donde el área de conformación presenta varias galerías de presión (7, 7a, 7b, 7c) sobresalientes o que sobresalen hacia afuera lejos del eje de la herramienta de forma radial para producir o rectificar la rosca mediante la depresión…
(09/10/2019). Solicitante/s: WALTER AG. Inventor/es: KUDERER,DANIEL.
Un formador de rosca que tiene un vástago y una sección de conformación , que tiene una sección transversal poligonal, en el que un paso o una pluralidad de pasos del formador de rosca se extienden a lo largo de la circunferencia de la sección de conformación de modo que la sección de conformación tiene al menos dos pasos o secciones de paso adyacentes axialmente, que tienen al menos una interrupción
caracterizado por que al menos una parte de las interrupciones están dispuestas desplazadas en secciones de paso axialmente adyacentes en diferentes posiciones angulares, de modo que cuando se suministra refrigerante y lubricante a través del vástago y las interrupciones, el refrigerante y el lubricante tienen que fluir a lo largo de una trayectoria de vaivén por las interrupciones y a lo largo de las ranuras repartidos entre los pasos de conformación hasta una interrupción siguiente axial.
PDF original: ES-2764950_T3.pdf
Herramienta para la generación de una rosca interior en un pretaladro de una pieza de trabajo.
(11/09/2019) Herramienta para la generación de una rosca interior en un pretaladro de una pieza de trabajo con un diámetro exterior de rosca (dA) y un diámetro menor de rosca (dK), cuya herramienta presenta una sección de formación de rosca con la que se puede generar un perfil de rosca interior en una pared de pretaladro, que presenta el diámetro exterior de rosca (dA) y un diámetro interior de rosca (dI), en donde la herramienta presenta una sección de taladrado con la que el diámetro interior de rosca (dI) del perfil de rosca interior puede ampliarse hasta el diámetro menor de rosca (dK) en una mecanizado con arranque de virutas, en donde a la sección de taladrado de la herramienta está asignada…
Herramienta de conformación de rosca.
(03/04/2019). Solicitante/s: Bass GmbH & Co. KG Technik für Gewinde. Inventor/es: BÖHM,WERNER.
Herramienta de conformación de rosca con una parte de rosca a base de una superficie activa helicoidal y un vástago de fijación adyacente, estando formada la superficie activa helicoidal por aletas de presión y extendiéndose la parte de rosca desde un bisel o inclinación en dirección del vástago de fijación , así como además con al menos un canal de refrigeración en forma de ranura que discurre entre las aletas de presión , que se extiende desde el bisel o inclinación hacia el vástago de fijación , orientado axialmente,
caracterizada por que
el ancho del al menos un canal de refrigeración se amplía desde el bisel en dirección del vástago de fijación , discurriendo la ampliación de ancho continuamente y el extremo, que señala hacia el vástago de fijación , del al menos un canal de refrigeración pasa a una zona estructurada cónicamente y la profundidad de canal de refrigeración disminuye en la sección de la zona estructurada cónicamente.
PDF original: ES-2731853_T3.pdf
Herramienta combinada con escotadura frontal.
(04/10/2017) Herramienta para la generación de una rosca, en particular de una rosca interior, que comprende
a) al menos una región de corte de virutas con al menos un corte ,
a1) en la que la al menos una región de corte de virutas está configurada y/o prevista para la generación de una superficie de pieza de trabajo para la rosca y/o para la generación por corte de una rosca previa en la o bien en una superficie de pieza de trabajo,
b) al menos una región de formación de la rosca
b1) en la que la al menos una región de formación de la rosca está configurada y/o prevista para la generación sin virutas de la rosca o para el repaso o acabado…
Procedimiento para conformar una rosca interior así como combinación entre un cuerpo base con un rebaje y una terraja.
(01/03/2017) Procedimiento para conformar una rosca interior en un alojamiento fundamentalmente cilíndrico de un cuerpo base , que tiene un eje central , mediante una terraja , en donde el alojamiento cilíndrico presenta al menos una ranura que discurre fundamentalmente en dirección longitudinal (R), cuya profundidad, medida desde el eje central, es mayor o igual que el radio exterior de la terraja , en donde en dirección perimétrica (U) después de la ranura en el cuerpo base está previsto un resalte que discurre radialmente hacia dentro y axialmente, caracterizado por los pasos siguientes:
a) implantación de la terraja , que posee un rebaje longitudinal…
Procedimiento para producir una rosca en al menos dos etapas de trabajo.
(03/02/2016) Procedimiento para producir una rosca en una pieza de trabajo, en el que
a) en al menos una primera etapa de trabajo se produce o se ha producido en la pieza de trabajo una rosca previa por erosión de material de la pieza de trabajo o por arranque de virutas, cuyo perfil de rosca previa presenta dos flancos de rosca previa (21A, 21B) y un fondo de rosca previa (21C) que une los dos flancos de rosca previa,
b) en al menos una segunda etapa se produce una rosca final con un perfil de rosca final , que presenta preferiblemente dos flancos de rosca final (23A, 23B) y un fondo de rosca final (23C) que une los dos flancos de rosca final, por entallado plástico del material de la pieza de trabajo al menos en una zona parcial del…
Herramienta para el mecanizado de piezas de trabajo.
(12/08/2015) Herramienta para el mecanizado de piezas de trabajo con una parte de sujeción y una parte de trabajo que se componen al menos parcialmente de un material resistente al desgaste y de un material tenaz, conteniendo ambos materiales carburo de wolframio, caracterizada por que la parte de trabajo (11, 11b, 7c a 7e, 7f) se compone del material resistente al desgaste, cuyo carburo de wolframio presenta un tamaño de grano que está situado en el intervalo entre aproximadamente 0,2 hasta aproximadamente 0,5 μm, por que el carburo de wolframio presenta en la parte de sujeción (2, 2a, 2c a 2e) un tamaño de grano en el intervalo entre aproximadamente 0,8 hasta aproximadamente 1,3 μm, por que en una zona de transición (10, 10c a 10e) entre la parte de trabajo (11,…
Herramienta de conformación y procedimiento para la generación de una superficie en una herramienta de conformación.
(11/06/2012) Herramienta de conformación con un cuerpo base y un revestimiento resistente al desgaste hecho de material duro, caracterizada porque el revestimiento de material duro está aplicado por medio de soldadura indirecta de recargue.
Herramienta y proceso para la formación o rectificado de una rosca.
(03/05/2012) Herramienta para la generación o rectificado de una rosca,
a1)que se puede girar alrededor de un eje de herramienta (A),
a2)se desplaza mediante un desplazamiento de avance lineal en una dirección de avance en paralelo con respecto al eje de herramienta de la pieza de trabajo y
a3)que además del desplazamiento de avance lineal presenta un desplazamiento circular relativo con respecto a la pieza de trabajo en el que el eje de herramienta (A) se desplaza alrededor de un eje central (M) de forma paralela con respecto al eje de herramienta (A),
b)que presenta por lo menos dos resaltos de presión que salen o sobresalen hacia el exterior de forma radial con respecto al eje de herramienta (A) para la formación o el rectificado de una rosca mediante la presión de los resaltos de presión…
PROCEDIMIENTO PARA REALIZAR UNA UNION POSITIVA ENTRE UN INSERTO DE HERRAMIENTA Y UN PORTAHERRAMIENTAS DE UNA HERRAMIENTA ROTATORIA.
(11/05/2010) Procedimiento para realizar una unión positiva entre un inserto de herramienta y un portaherramientas de una herramienta accionada de forma rotatoria, presentando el portaherramientas superficies de asiento que reciben el inserto de herramienta en unión positiva y a través de las cuales se transmiten fuerzas o pares de giro al inserto de herramienta, fabricándose el inserto de herramienta de un material más duro que el portaherramientas, mediante la sinterización de una pieza prensada de polvo, caracterizado porque una pieza prensada sinterizada (10, 10a, 10b) se usa para el inserto de herramienta como troquel de estampado con el que se fabrican las superficies de asiento en una multitud de portaherramientas mediante estampado o moldeo por presión
HERRAMIENTA Y METODO PARA FABRICAR UNA ROSCA EN UNA PIEZA DE TRABAJO.
(02/03/2010) Herramienta para realizar una rosca (g) en una pieza de trabajo , comprendiendo:
a) al menos una zona de producción de roscas (10 a 18), que comprende
a1) al menos una zona de fresado de roscas por arranque de viruta así como
a2) al menos una zona de formación de roscas sin arranque de viruta,
b) en la cual al menos una zona de fresado de roscas y al menos una respectiva zona de formación de roscas de al menos una zona de producción de roscas
b1) están acopladas o unidas entre sí, de tal manera que puedan ser giradas o son giratorias conjuntamente alrededor de un eje de herramienta (A), y
b2) están dispuestas de manera desplazada entre sí a lo largo de un perímetro exterior de la zona de producción de roscas en una dirección de giro…
HERRAMIENTA PARA EL ACABADO SIN ARRANQUE DE VIRUTA DE UNA ROSCA PREFABRICADA, METODO PARA FABRICAR UNA HERRAMIENTA DE ESTE TIPO Y METODO PARA GENERAR UNA ROSCA.
(24/02/2010) Herramienta para el acabado sin arranque de viruta de una rosca prefabricada , en particular una rosca interior,
a) comprendiendo al menos una zona de conformación con varias cuñas perfiladas (7, 7a), girable o giratoria alrededor de un eje de herramienta (A)
b) en la cual las cuñas perfiladas (7, 7a) presentan dos flancos en sección transversal que se separan partiendo de una punta de cuña perfilada que forma particularmente un ángulo agudo o un redondeo o un aplanamiento, caracterizada por el hecho de que
c) al menos uno de los flancos de al menos una cuña perfilada (7, 7a) presenta al menos un ensanchamiento para posicionar,…
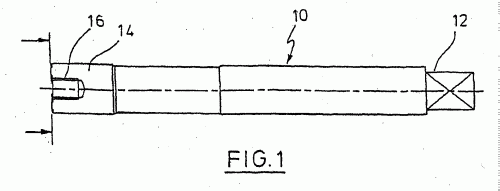
DISPOSITIVO PARA MOLDEAR ROSCAS O MACHO DE ROSCAR.
(01/02/2006). Ver ilustración. Solicitante/s: FETTE GMBH. Inventor/es: MULLER, WOLFGANG.
Dispositivo para moldear roscas o macho de roscar con un vástago que presenta en un extremo una sección de sujeción y presenta en el otro extremo una sección de perfilado de moldeo o de tallado, en el que la sección de perfilado de moldeo o de tallado está conformada como elemento de perfilado separado y por medio de un dispositivo de fijación se puede fijar de modo centrado y de modo que no se puede torsionar en el vástago , caracterizado porque el elemento de perfilado presenta una longitud axial menor, y presenta en el exterior un cono de entrada o de corte , porque en el extremo del vástago y en la parte opuesta al vástago del elemento de perfilado están conformados salientes y/o hendiduras que se enganchan una dentro de otra por medio de una unión positiva, porque se realiza un centrado automático del elemento de perfilado en el vástago cuando se fija el elemento de perfilado al vástago.
PERFECCIONAMIENTOS EN LA FABRICACIÓN DE MACHOS PARA LA PRODUCCIÓN DE ROSCAS.
(01/02/1963) Perfeccionamientos en la fabricación de machos para la producción de roscas, caracterizados porque éstos se hallan constituidos por un vástago cilíndrico que tiene una parte lobulada acanalada y por someterse a las operaciones siguientes: proporcionar una pieza a trabajar prácticamente cilíndrica; a continuación, en una primera operación, formar simultáneamente una cabeza para el ajuste de un impulsor en un extremo de la pieza a trabajar, preparar el extremo opuesto para formar, por expulsión, un vástago cilíndrico de diámetro ligeramente reducido y adelgazar dicho extremo opuesto en forma de tronco de cono, al terminar la etapa de extrusión; luego en una segunda etapa, preparar canales en la parte de vástago cilíndrica reducida; el vástago acanalado tiene un diámetro máximo prácticamente igual al diámetro de la parte citada…
{kind=link}