CIP-2021 : B60B 23/00 : Fijación de la llanta al cuerpo de la rueda (fijación de radios a la llanta B60B 1/04,
B60B 1/14; fijación elástica de las llantas al cuerpo de la rueda B60B 9/00).
CIP-2021 › B › B60 › B60B › B60B 23/00[m] › Fijación de la llanta al cuerpo de la rueda (fijación de radios a la llanta B60B 1/04, B60B 1/14; fijación elástica de las llantas al cuerpo de la rueda B60B 9/00).
Notas[t] desde B60 hasta B66: TRANSPORTES O MANUTENCION
Notas[g] desde B60B 21/00 hasta B60B 27/00: Llantas; Cubos
B60B 23/02 · por arandela fundida u otros dispositivos de arandela extensibles.
Notas[n] desde B60B 23/02 hasta B60B 23/06:
B60B 23/04 · por junta de bayoneta, rosca fileteada o fijaciones similares.
B60B 23/06 · por tornillo, bulones, pasadores o broches.
B60B 23/08 · · dispuestos radialmente.
B60B 23/10 · · dispuestos axialmente.
B60B 23/12 · por dispositivos que permiten hacer variar la posición axial de la llanta con relación al cuerpo de la rueda, para regular el ancho de la vía.
CIP2021: Invenciones publicadas en esta sección.
Disposición de unión de bloqueo central para ruedas compuestas.
(03/04/2019) Una disposición de unión de bloqueo central para su uso en la unión de al menos una rueda compuesta a un montaje , cuya disposición de unión de bloqueo central incluye un sujetador de bloqueo central (103A) y una tuerca de fijación de bloqueo central que puede fijarse al sujetador de bloqueo central (103A), y en la que la rueda compuesta incluye un área de unión central que tiene una abertura de unión central , a través de la cual se inserta el sujetador de bloqueo central (103A), y una pluralidad de aberturas de sujetador anularmente espaciadas alrededor de la abertura de unión del mismo, incluyendo la disposición de unión adicionalmente:
un elemento frontal o delantero que incluye una superficie de externa que, en uso, se acopla operativamente a la tuerca de fijación de bloqueo central , y una superficie de acoplamiento…
SISTEMA DE FIJACION DEL NEUMATICO A LA LLANTA Y SELLADO INTERNO DE LA LLANTA, QUE PERMITE CONVERTIR UN MONTAJE TIPICO CON CAMARA EN UNO SIN CAMARA,.
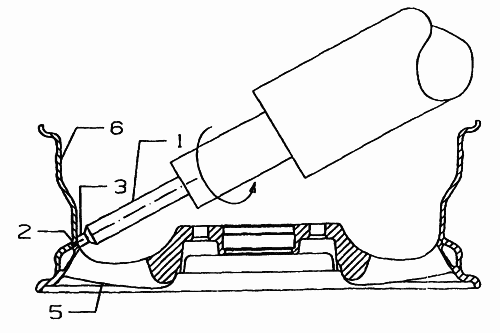
(01/04/2016) 1. Sistema de fijación del neumático a la llanta y sellado interno de la llanta, que permite convertir un montaje típico con cámara en uno sin cámara que, teniendo la finalidad de asegurar la fijación del neumático a la llanta, el sellado de éste contra la llanta, incluso en llantas de radios o perforadas, está caracterizado porque se compone de un elemento de sellado -similar a un neumático pequeño-, una cámara de inflado del elemento de sellado -no necesaria en llantas no perforadas- y una válvula para acoplar en el flanco del neumático externo en contacto con la pista.
2. Sistema de fijación del neumático a la llanta y sellado interno de la llanta, que permite convertir un montaje típico con cámara en uno sin cámara, según la reivindicación 1, caracterizado porque el elemento de sellado se fabricará, preferentemente de caucho…
(18/09/2013) Una rueda de vehículo que tiene un centro rebajado , flancos (14A, 14B) del centro rebajado, salientes de seguridad, un flanco de asiento del talón exterior, un flanco de asiento del talón interior, unreborde exterior de retención y un reborde interior de retención para soportar un neumático,consistente en un aro de llanta formado de acero y un disco de rueda, fabricado por moldeo de unaaleación ligera que tiene agujeros para pernos para su conexión al cubo de un vehículo, y un borde dedisco, que está formado concéntricamente alrededor del eje (R) de la rueda y sobre el cual se apoya el aro de la llanta, al menos parcialmente, en múltiples puntos de contacto separados para una conexión fijarotacionalmente…
MÉTODO Y SISTEMA DE ESTIMACIÓN DE LOS ESFUERZOS GENERADOS POR EL CONTACTO DEL NEUMÁTICO CON LA CALZADA EN UNA LLANTA INSTRUMENTALIZADA.
(07/09/2012). Ver ilustración. Solicitante/s: UNIVERSIDAD POLITECNICA DE MADRID. Inventor/es: GUTIÉRREZ LÓPEZ,María Dolores, GARCÍA DE JALÓN DE LA FUENTE,Javier.
Método de medida de las fuerzas y los momentos que se generan en el contacto neumático/calzada a partir de la combinación de señales de deformación unitaria medidas en diferentes posiciones angulares y radiales de la llanta. Las posiciones angulares en las que se coloquen los sensores serán las que permita la geometría de la llanta. Mediante la combinación de las señales de deformación se obtienen seis o más señales que son independientes de la posición angular de los sensores de medida respecto al punto de contacto neumático/calzada. En las señales anteriores, se ha eliminado la contribución de la temperatura y de las cargas que generan señales de deformación que no dependen de dicha posición angular de los puntos de medida, tales como las fuerzas centrífugas. A partir de estas señales, las cargas se estiman mediante la resolución de dos sistemas de ecuaciones lineales con tres incógnitas cada uno.
RUEDA DE VEHICULO EN MODO CONSTRUCTIVO DE CHAPA, EN ESPECIAL DE CHAPA DE ACERO.
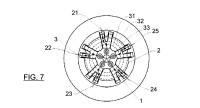
(15/09/2010) Rueda de vehículo en modo constructivo de chapa, en especial de chapa de acero, con una llanta que presenta una garganta de llanta así como una pestaña de llanta exterior y otra interior y un disco de rueda , unido a la pestaña de llanta exterior , que apuntala la garganta de llanta y que presenta una región de fijación central y aberturas de ventilación en una región anular , situada alrededor de esta región de fijación , en donde el disco de rueda está configurado con una sola envoltura y están conectadas bridas al borde exterior radial de las aberturas de ventilación , que se extienden en la dirección de la garganta de llanta y están unidas fijamente a la garganta de llanta , caracterizada porque las almas…
PROCEDIMIENTO PARA LA FABRICACION DE UNA RUEDA DE VEHICULO.
(16/12/2005). Ver ilustración. Solicitante/s: MICHELIN KRONPRINZ WERKE GMBH. Inventor/es: DAFLER, HANS-JOACHIM, HIBBEN, MICHAEL DIPL.-ING.
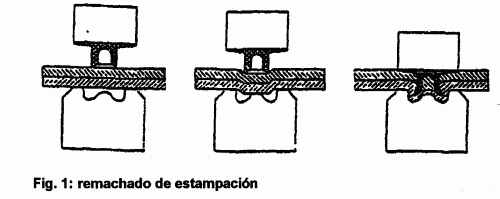
Procedimiento para la fabricación de una rueda de vehículo, que consiste en una llanta y un disco unido con ésta en la zona de solape, efectuándose la unión entre la llanta y el disco en la zona de solape, distribuida sobre la periferia de la llanta, por conformado mecánico local en frío del material de ambas partes de ensambladura, en donde con el proceso de conformación visto en la dirección de ensambladura se configura en la parte trasera de ensambladura, detrás de la parte delantera de ensambladura, un entrante cortado por detrás, que une en unión positiva de fuerza y forma la parte delantera de ensambladura con la parte trasera de ensambladura, sin que se efectúe una separación a través de la parte trasera de ensambladura en la zona de deformación, caracterizado porque el entrante cortado por detrás se configura por expansión mediante un remache de estampación introducido a presión a través de la parte delantera de ensambladura en la parte trasera de ensambladura.
RUEDA PARA VEHICULOS AUTOMOVILES Y PROCEDIMIENTO DE FABRICACION DE TAL RUEDA.
(16/02/2002). Ver ilustración. Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: TATRAUX-PARO, JEAN-MICHEL, VAXELAIRE, ALAIN.
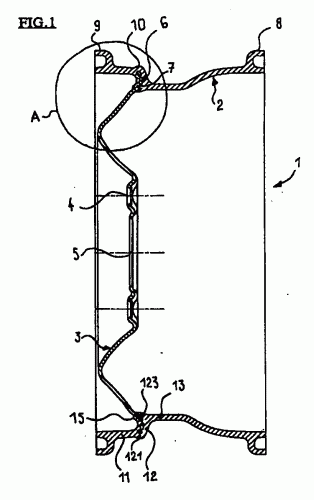
LA INVENCION SE REFIERE A UNA RUEDA PARA VEHICULOS AUTOMOVILES, QUE COMPRENDE UNA LLANTA DE MATERIAL COMPOSITE Y UN DISCO METALICO UNIDOS POR UN BORDE PERIFERICO DE UNION QUE LLEVA EL DISCO Y SE INSERTA EN LA LLANTA , ASI COMO UN PROCEDIMIENTO DE FABRICACION DE DICHA RUEDA, QUE CONSISTE EN FABRICAR EN UNA PRIMERA ETAPA EL DISCO METALICO , Y A CONTINUACION EN POSICIONAR UN BORDE PERIFERICO DE UNION DEL DISCO EN UN MOLDE, Y EN UNA TERCERA ETAPA EN SOBREMOLDEAR LA LLANTA SOBRE DICHO BORDE DE UNION.
(16/10/1999). Ver ilustración. Solicitante/s: NORSK HYDRO ASA. Inventor/es: AASEN, EINAR, JOHAN, MORLEY, EDWARD, JAMES, MIDLING, OLE, TERJE, SANDVIK, ANDERS.
UNA RUEDA DE DOS PIEZAS DE POCO PESO QUE COMPRENDE UNA PIEZA CENTRAL Y UNA PIEZA DE LLANTA UNIDAS ENTRE SI A TRAVES DE UNA COSTURA DE SOLDADURA POR INCITACION DE UNA FRICCION EN FASE SOLIDA.
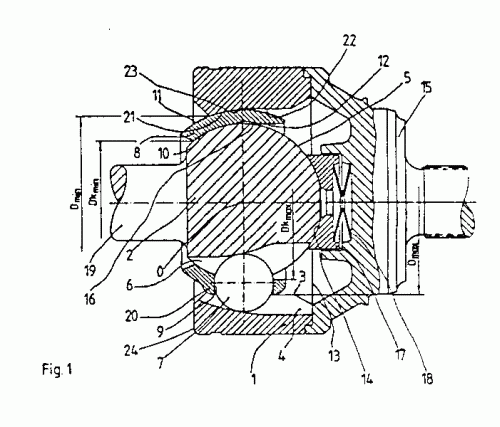
ARTICULACION GIRATORIA SINCRONICA.
(16/08/1989). Ver ilustración. Solicitante/s: UNI-CARDAN AG. Inventor/es: JACOB,WERNER.
SE DESCRIBE UNA ARTICULACION GIRATORIA SINCRONICA EN LA QUE TANTO LOS SURCOS DEL CUERPO DE ARTICULACION EXTERIOR COMO LOS DEL CUERPO DE ARTICULACION INTERIOR Y TAMBIEN LOS CAMINOS DE GUIADO Y ABERTURAS DE ALOJAMIENTO EN EL CUERPO DE ARTICULACION EXTERIOR Y EN LA JAULA ESTAN CONFIGURADOS EN CONJUNTO LIBRES DE DESPULLA POR UN LADO. ADEMAS, EL CUERPO DE ARTICULACION INTERIOR SE APOYA SOBRE UNA SUPERFICIE DE APOYO DE UNA PARTE DE CONEXION QUE ESTA SEPARADA DEL CUERPO DE ARTICULACION EXTERIOR.
LLANTA PERFECCIONADA PARA MOTOCICLETAS Y SIMILARES.
(01/03/1980). Solicitante/s: ELECTRO LLANTA, S.L.
LLanta perfeccionada para motocicletas u similares, caracterizada esencialmente por el hecho de comprender en su fondo agrupaciones de taladros adecuados, repartidas a lo largo del fondo de la llanta de manera equidistante unas de otras, y según el mismo número de radios que comprenda la rueda a que se destine la llanta, estando destinados los referidos taladros para el paso de sendos tornillos que se roscan en orificios roscados previstos en los radios, con lo que se establece la unión solidaria de la llanta a los citados radios, quedando la cabeza del tornillo completamente oculto en el interior de la llanta.
PERFECCIONAMIENTOS INTRODUCIDOS EN LA FABRICACION DE PIEZAS FIJADORAS DE NEUMATICOS EN LLANTAS.
(16/02/1979). Solicitante/s: ANSOLEAGA GARCIA,JOSE.
Perfeccionamientos introducidos en la fabricación de piezas fijadoras de neumáticos en llantas, caracterizados esencialmente porque se procede a la fabricación de moldes múltiples, en acero o fundición, dotados de medios expulsores y alojamientos para tornillos de cierre y ajuste, los que se sitúan en las correspondientes semicarcasas del molde y una vez cerrado éste se inyecta por los orificios correspondientes, el material sintético en fusión, a la temperatura adecuada, según sea su naturaleza, produciéndose a la solidificación del material moldeado, mediante un proceso de refrigeración forzada por agua que rodea al molde y una vez enfriado el material, se realiza el desmoldeo del mismo en forma automática, quedando un vástago metálico incluido en la masa del material en forma permanente.
PROCEDIMIENTO PARA RECUPERACION DE RUEDAS DE FERROCARRIL.
(16/02/1979). Solicitante/s: FABRICACIONES SARIEGO,S.L.
Procedimiento para recuperación de ruedas de ferrocarril, que teniendo por finalidad la aportación de un acero aleado al flanco de ataque de la pestaña para posteriormente tornear la rueda, esencialmente se caracteriza porque comprende una primera fase consistente en la limpieza de la zona sobre la que se ha de depositar el material de aportación, para después someter la rueda a una acción de precalentamiento a una temperatura de 200ºC, temperatura que es mantenida durante la siguiente fase del proceso, consistente en producir el recargue del flanco, mediante máquina automática de arco sumergido, utilizando varilla de denominación O.K. 12.10 en combinación con Flux O.K. 10.96y produciéndose la soldadura a una velocidad de 800 mm/minuto, a cuyo término se somete la rueda a un enfriamiento lento en Veruniculita.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}