CIP-2021 : B21D 28/06 : Fabricación de varias piezas a partir de una misma pieza de material sin elaborar; Trabajo sin producción de desechos.
CIP-2021 › B › B21 › B21D › B21D 28/00 › B21D 28/06[2] › Fabricación de varias piezas a partir de una misma pieza de material sin elaborar; Trabajo sin producción de desechos.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 28/00 Conformación por corte a presión; Perforación.
B21D 28/06 · · Fabricación de varias piezas a partir de una misma pieza de material sin elaborar; Trabajo sin producción de desechos.
CIP2021: Invenciones publicadas en esta sección.
Digitalización de Utillaje/Plantilla de Control.
(07/08/2019). Solicitante/s: ALVAREZ AMOEDO, Marco Antonio. Inventor/es: ALVAREZ AMOEDO,Marco Antonio.
1. La digitalización de utillaje/plantilla de control, caracterizado por ser un sistema de obtención de datos a partir de un utillaje o plantilla de control, mediante implementación de sensores de varias tecnologías y el proceso de dichos datos mediante un micro-ordenador incorporado en dicho utillaje.
2. La digitalización de utillaje/plantilla de control según reivindicación 1, caracterizado por la utilización de elementos electrónicos (sensores, micro-ordenador, pantalla...) de muy bajo consumo y bajo mantenimiento.
3. La digitalización de utillaje/plantilla de control según reivindicación 1, caracterizado por la posibilidad de envío de los datos obtenidos vía internet, mediante múltiples tecnologías de conexión, hacia cualquier servidor, bien sea local o en cualquier lugar con acceso a internet.
PDF original: ES-1233499_U.pdf
(13/03/2019). Solicitante/s: GEFIN, S.R.L.. Inventor/es: GETTO, PIERO.
Una unidad de troquelado para fabricar productos semiacabados cortados de una hoja incluyendo una máquina cortadora que define un eje de corte vertical (A) y un grupo de manipulación de dicha hoja para avanzarla en una primera dirección de alimentación y desplazarla en una segunda dirección transversal a la primera dirección para definir una secuencia de posiciones de corte (p101, p102, p103, p104, p105), donde dicho grupo de manipulación incluye un mecanismo de avance de paso de dicha hoja en dicha primera dirección, controlado por una excéntrica y un control mecánico de excéntrica para manejar dicha hoja en dicha segunda dirección, caracterizada porque dicho mecanismo de avance de paso está configurado para actuar en un borde de extremo de dicha hoja.
PDF original: ES-2716683_T3.pdf
Planta para la fabricación de placas para acumuladores eléctricos y proceso respectivo para la fabricación de dichas placas.
(24/09/2018) Planta para realizar placas para acumuladores eléctricos, que comprende:
- por lo menos un carrete de tira continua de rejillas de plomo ;
- medios de dispersión para dispersar una pasta de material activo sobre por lo menos parte de dichas rejillas , obteniéndose una sucesión continua de placas unidas entre sí;
- medios de corte para separar, por medio de unas cuchillas , dicha tira continua en secciones ;
- medios de almacenamiento para apilar grupos de secciones de placas ;
- medios de transporte para hacer avanzar dicha tira continua y dichas placas entre dichos medios de extensión …
Procedimiento e instalación para la fabricación de una pletina de chapa.
(21/06/2017) Procedimiento para la fabricación de una pletina de chapa con los pasos: laminado flexible (S10) de un material de fleje a partir de un material metálico, generándose un perfil de grosor con distintos grosores de chapa a lo largo de la longitud del material de fleje , de manera que las zonas situadas una tras otra (14, 14', 14'', 14''') del material de fleje laminado de forma flexible correspondan respectivamente a un perfil de grosor teórico de una pletina de chapa (2, 102; 2', 102'; 2'', 102''; 2''', 102''') a recortar a partir del mismo; determinación de un perfil de grosor de medición de varias zonas sucesivas (14, 14', 14'',…
Procedimiento para la producción de productos finales conformados a partir de pilas de láminas.
(06/04/2016). Ver ilustración. Solicitante/s: Kienle + Spiess GmbH. Inventor/es: Bauer,Steffen.
Procedimiento para la producción de productos finales en base a pilas de láminas , en el que a partir de una banda de chapa se troquelan laminas (A, B) sin simetría rotacional, que para conformar la pila de láminas están apiladas en una unidad de rotación y unidas entre sí, estando las láminas (A, B) troqueladas en una carrera de troquelado dispuestas giradas mutuamente dentro de la banda de chapa , caracterizado porque cada lámina o al menos alguna de ellas (A, B) después de la carrera de troquelado mediante una unidad de rotación son giradas en torno a un eje dispuesto fuera de la pila de láminas que conforma un producto final, de modo que las láminas (A, B) dispuestas giradas entre sí tras el troquelado, se encuentran exactamente apiladas en la unidad de rotación para producir el producto final.
PDF original: ES-2576286_T3.pdf
Maquina y procedimiento de estampación de piezas metálicas.
(26/11/2014) Máquina de estampación de piezas metálicas con una pluralidad de sucesivas estaciones troqueladoras sincronizadas para conformar piezas metálicas a partir de una chapa proveniente de una bobina de chapa suministrada a la máquina de estampación por una entrada provista de rodillos de entrada para empujar la chapa hasta una primera estación de troquelado para obtener progresivamente sucesivas láminas independizadas troqueladas según un patrón predeterminado a partir de la chapa, caracterizada porque comprende una segunda estación de troquelado , para recibir y troquelar las láminas independizadas, y que comprende una pluralidad de troqueles de transferencia (5a, 5b) dispuestos uno tras otro para conformar sucesivas piezas metálicas con una configuración tridimensional a partir de las sucesivas láminas independizadas (1c) entregadas por…
Dispositivo de estampado y procedimiento de estampado.
(23/04/2014) Un dispositivo de estampado para recortar placas de circuitos impresos de un material en forma de banda guiado intermitentemente por el dispositivo de estampado, con un punzón alojado de forma giratoria alrededor de un eje de giro dispuesto en la dirección perpendicular respecto al plano de transporte del material y una matriz alojada de forma giratoria, un dispositivo de transporte dispuesto por debajo de la matriz para retirar las placas de circuitos impresos del dispositivo de estampado, así como medios para alinear las placas de circuitos impresos en una posición final deseada para un procesamiento posterior, caracterizado por que el dispositivo de estampado presenta…
Método de fabricación de disco de freno y disco de freno.
(15/04/2013) Un método de fabricación de un disco de freno donde se corta un elemento de disco de un elemento enforma de chapa para fabricar un disco de freno, caracterizado porque
dicho elemento de disco se corta en una porción intermedia en su dirección diametral en forma de onda en unadirección circunferencial para producir un disco de lado exterior y un disco de lado interior , y la porción deonda que sobresale al lado interior en una dirección diametral del disco de lado exterior se determina comouna porción de montaje en una rueda, y luego
la porción de onda del disco de lado interior que sobresale al lado exterior en una dirección…
PROCEDIMIENTO PARA FABRICAR UNA JUNTA MULTICAPA.
(01/08/2006) Procedimiento para fabricar una junta multicapa , en el que se fabrica al menos una capa de junta a partir de un respectivo tramo de capa de junta (124') de un material de partida que comprende varios tramos de capa de junta unidos uno a otro, en el que los tramos de capa de junta (124') son mecanizados durante ciclos de trabajo en una herramienta compuesta secuencial (114'; 114'') con varias estaciones de mecanización consecutivas a lo largo de una dirección de avance , en el que al menos una de las estaciones de mecanización está construida como una estación de corte de líneas de contorno exterior en la que se cortan, por medio de una herramienta de corte de líneas…
PROCEDIMIENTO PARA LA ESTAMPACION DE UN SEMIELABORADO A PARTIR DE UNA BANDA METALICA.
(16/06/2006) Procedimiento para la estampación de un semielaborado a partir de una banda metálica , en una estación de estampación , que está destinada en particular, pero no exclusivamente, a la producción de una caja de bisagra para muebles, y que comprende las siguientes etapas repetidas cíclicamente: - estampar dicho semielaborado a partir de la banda metálica ; - descargar dicho semielaborado estampado de la estación de estampación y su transferencia a una posterior estación de tratamiento; - al mismo tiempo que la transferencia de dicho semielaborado , avance de la banda longitudinalmente en una distancia X en una dirección (F) y lateralmente en una distancia Y en una dirección (F1) o (F2), estando determinada dicha distancia Y según la configuración de los semielaborados , de tal forma que los perfiles de los semielaborados estampados…
PROCEDIMIENTO PARA TROQUELAR RAPIDAMENTE UNA PIEZA EN BRUTO A PARTIR DE UNA BANDA METALICA.
(16/07/2005). Ver ilustración. Solicitante/s: DI.GI.EMME S.R.L.. Inventor/es: DONATIELLO, GAETANO.
Procedimiento para el troquelado rápido, a partir de una banda metálica de una pieza en bruto que está destinada en particular, pero no exclusivamente, para la fabricación de un detalle de una bisagra de un mueble, que comprende las etapas siguientes: - suministrar una banda metálica continua a un grupo de troquelado que comprende una matriz y un troquel , móviles una con respecto al otro para interpenetrarse por lo menos parcialmente, - troquelar, sin rebabas, por lo menos dos piezas en bruto que han de realizarse a partir de dicha banda metálica , caracterizado porque dichas etapas de troquelado de dichas por lo menos dos piezas en bruto se llevan a cabo en una única estación a través de una sucesión rápida de diferentes etapas de troquelado en numerosos planos horizontales a lo largo de contornos fijos y móviles de matrices soportadas por elementos elásticos que se separan gradualmente.
DISPOSITIVO Y PROCEDIMIENTO PARA FABRICAR CAPAS DE JUNTAS.
(01/04/2005) Dispositivo para la fabricación de capas de junta para juntas de una o varias capas a partir en cada caso de una sección (124) de capa de junta de un material de partida que comprende varias secciones de capas de junta relacionadas, que comprende una herramienta compuesta en sucesión (114; 114) con varios puestos de tratamiento sucesivos a lo largo de una dirección de avance , en los cuales las secciones (124) de capas de junta son tratadas durante períodos de trabajo, estando al menos uno de los puestos de tratamiento configurado como un puesto de corte de líneas de contorno exterior, en el que por medio de una herramienta de corte de líneas de contorno exterior se cortan…
PROCEDIMIENTO PARA EL TROQUELADO DE UNAS GUIAS METALICAS PARA CAJONES.
(16/07/2004). Ver ilustración. Solicitante/s: DONATIELLO, GAETANO. Inventor/es: DONATIELLO, GAETANO.
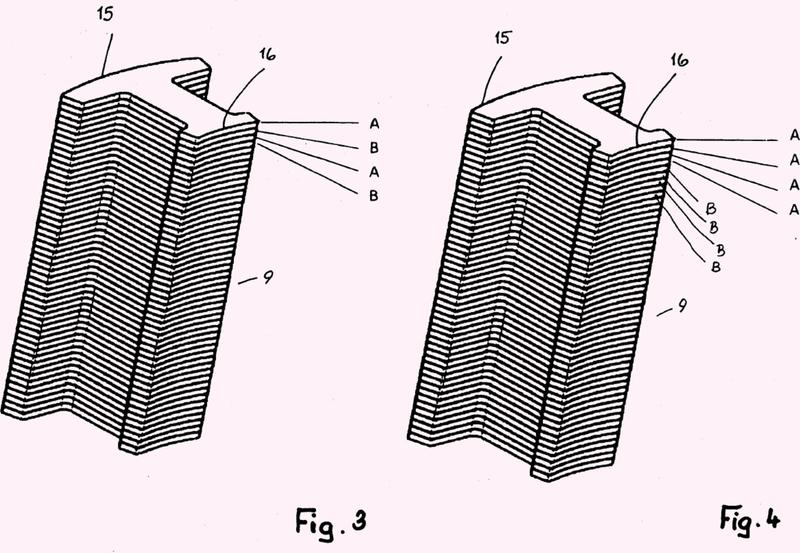
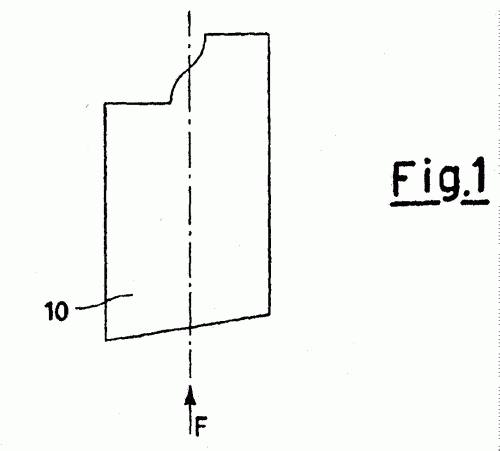
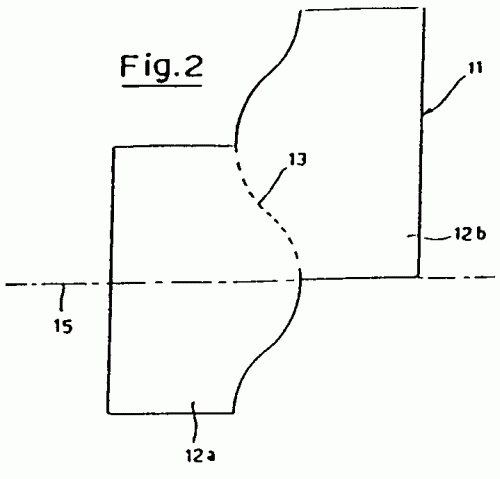
PROCESO PARA CORTAR LAS GUIAS METALICAS DE CAJONES, CONCRETAMENTE LAS GUIAS METALICAS DE LOS LLAMADOS CAJONES "AUTOCERRANTES", MEDIANTE UNA MAQUINA DE TRANSMISION. CONSTA AL MENOS DE UNA FASE DE CORTE A PARTIR DE UNA BANDA PARA QUE MOLDEE LOS PERFILES DE UNA FORMA PREVIA , UNA FASE DE SEPARACION DE LA CITADA FORMA PREVIA A PARTIR DE LA BANDA MENCIONADA PARA MOLDEAR UNA FORMA PREVIA PLANA UNICA RECTANGULAR ALARGADA ADECUADA PARA PRODUCIR UN CONJUNTO CON DOS GUIAS DEL LADO DERECHO E IZQUIERDO OPUESTAS DE UN CAJON, CON FASES ADICIONALES DE MOLDEADO Y FORMACION DE LA CITADA FORMA PREVIA PLANA EN DOS PARTES EN Z ENFRENTADA UNA A LA OTRA COMO EN UN ESPEJO AL TIEMPO QUE SE UNEN EN UN PUNTO CENTRAL, Y UNA FASE DE SEPARACION MEDIANTE EL CORTE DE LAS DOS PARTES CITADAS PARA FORMAR DOS GUIAS QUE TENGAN UNA SECCION TRANSVERSAL BASICAMENTE EN Z CON UNA RAMPA INCLINADA EN UNA ZONA TERMINAL (12A).
METODO DE TROQUELADO DE UNA PIEZA EN TOSCO A PARTIR DE UNA TIRA DE METAL DESTINADA A LA FABRICACION AUTOMATICA DE COMPONENTES METALICOS.
(16/03/2002). Solicitante/s: DI.GI.EMME S.R.L.. Inventor/es: DONATIELLO, GAETANO.
LA PRESENTE INVENCION PROPORCIONA UN METODO DE PERFORACION, A PARTIR DE UNA PLACA METALICA , DE PIEZAS EN BRUTO PENSADO PARA LA FABRICACION AUTOMATICA DE COMPONENTES METALICOS POR MEDIO DE OPERACIONES POSTERIORES. ESTE METODO COMPRENDE LAS ETAPAS SIGUIENTES: EN UNA PRIMERA FASE, PERFORAR Y LIBERAR DE LA PLACA METALICA , AL MENOS UN PRIMER MATERIAL EN BRUTO , MIENTRAS QUE SE LIBERA SIMULTANEAMENTE DE DICHA PLACA METALICA , AL MENOS UN SEGUNDO MATERIAL EN BRUTO ; Y TRANSFERIR AUTOMATICAMENTE DICHOS MATERIALES EN BRUTO EN UNA FASE SUCESIVA, EN LA QUE SE OBTIENEN A PARTIR DE LOS MATERIALES EN BRUTO , MEDIANTE UNA PERFORACION POSTERIOR, DOS PIEZAS LISTAS PARA SER SOMETIDAS A LAS OPERACIONES POSTERIORES.
PROCEDIMIENTO PARA EL TROQUELADO DE CHAPAS CONSTITUTIVAS DE NUCLEOS MAGNETICOS.
(16/02/2002) Procedimiento para el troquelado de chapas constitutivas de núcleos magnéticos. A partir de una banda continua de chapa, por ejemplo arrollada, en forma de bobina, ésta se troquela definiendo en la misma dos alineaciones longitudinales de módulos (2-2'), participando en cada módulo dos chapas de configuración en "U" (4-4'), contrapuestas y contactantes por los extremos de sus ramas laterales, en su seno otra chapa (4''), también de configuración en "U", girada 90º con respecto a las anteriores, y en el seno de esta última una chapa de configuración en "T" determinante con la anterior de dos pequeños desperdicios rectangulares , complementándose estas dos alineaciones longitudinales de módulos (2-2') con una doble alineación longitudinal de chapas en "T" (5'), donde la rama media de cada chapa queda intercalada y en contacto…
METODO PARA TROQUELAR, A PARTIR DE BANDA METALICA, UNA PIEZA SEMIELABORADA DESTINADA, PARTICULARMENTE PERO NO EXCLUSIVAMENTE, A PRODUCIR UNA CAJA DE BISAGRA DE MUEBLE.
(01/06/2001). Solicitante/s: DI.GI.EMME S.R.L.. Inventor/es: DONATIELLO, GAETANO.
UN METODO DE TROQUELADO DE UNA BANDA METALICA , POR MEDIO DE AL MENOS UN MOLDE , UNA PIEZA PENSADA PARTICULARMENTE PERO NO EXCLUSIVAMENTE PARA PRODUCIR UNA CUBIERTA DE BISAGRA PARA MUEBLES, CARACTERIZADO POR COMPRENDER LAS SIGUIENTES ETAPAS: - EN UNA PRIMERA ESTACION, TROQUELADO DE DICHA PIEZA A PARTIR DE LA BANDA METALICA SIN DEJAR NINGUN FRAGMENTO; - RETIRADA DE LA PIEZA TROQUELADA Y TRASPASO A UNA SEGUNDA ESTACION EN UNA POSICION ADECUADA; - TROQUELADO DE UNA SEGUNDA PIEZA IDENTICA A LA PRIMERA PIEZA ; - RETIRADA DE LA PIEZA TROQUELADA Y TRASPASO A DICHA SEGUNDA ESTACION EN UNA POSICION ADECUADA; - REPETICION DE LAS ETAPAS ANTERIORMENTE MENCIONADAS, Y ASI SUCESIVAMENTE.
METODO PARA TROQUELAR, DE UNA BANDA METALICA, UNA PIEZA SEMIELABORADA DESTINADA, ESPECIAL PERO NO EXCLUSIVAMENTE, A LA PRODUCCION DE UN CUERPO DE BISAGRA DE MUEBLE.
(16/01/2000). Solicitante/s: DI.GI.EMME S.R.L.. Inventor/es: DONATIELLO, GAETANO.
EN UN METODO PARA TROQUELAR UN BLOQUE EN BLANCO A PARTIR DE UNA BANDA METALICA POR MEDIO DE UN MONTAJE DE DADO DE TROQUEL , CADA BLOQUE EN BLANCO SE TROQUELA SIN DEJAR SALIR DESDE LA BANDA METALICA NINGUN DESPERDICIO, DICHA BANDA SE HACE AVANZAR ESTATICAMENTE Y SE CAMBIA CON MOVIMIENTOS RECIPROCAMENTE PERPENDICULARES A LA DIRECCION DE AVANCE.
PROCEDIMIENTO PARA EL CORTE, DE CINTA METALICA, DE UNA PIEZA TROQUELADA QUE SE DESTINA PARTICULARMENTE, PERO NO EXCLUSIVAMENTE, A LA FABRICACION DE UNA CAJA DE BISAGRA PARA MUEBLES.
(01/08/1997). Ver ilustración. Solicitante/s: DI.GI.EMME S.R.L.. Inventor/es: DONATIELLO, GAETANO.
PROCEDIMIENTO PARA EL CORTE, A PARTIR DE CINTA METALICA, DE UNA PIEZA TROQUELADA QUE SE DESTINA PARTICULARMENTE, PERO NO EXCLUSIVAMENTE, A LA FABRICACION DE UNA CAJA DE BISAGRA PARA MUEBLES, QUE COMPRENDE LAS FASES DE: - CORTAR DE LA CINTA METALICA , SIN DESPERDICIO ALGUNO, UN DESARROLLO PLANO QUE COMPRENDE LA COMBINACION DE POR LO MENOS DOS PIEZAS (12A Y 12B) A REALIZAR, EN QUE LA PIEZA (12A) SE HALLA ALINEADA CON EL EJE DE MECANIZADO, MIENTRAS QUE LA PIEZA (12B) ESTA DESPLAZADA RESPECTO A DICHO EJE : - SEPARAR, MEDIANTE CORTE SIN DESPERDICIO ALGUNO, LAS PIEZAS (12A Y 12B); Y - PONER LA PIEZA (12B) EN ALINEACION CON EL EJE DE MECANIZADO SEPARANDOLA DE LA PIEZA (12A).
DISCO DE ARRASTRE PARA UN DISCO DE EMBRAGUE DE UN EMBRAGUE POR ROZAMIENTO DE UN VEHICULO Y PROCESO PARA SU FABRICACION.
(01/05/1996). Solicitante/s: FICHTEL & SACHS AG. Inventor/es: SCHRAUT,ALFRED.
SE PROPONE UN DISCO DE ARRASTRE PARA UN DISCO DE EMBRAGUE CON MUELLES A TORSION DE UN EMBRAGUE POR ROZAMIENTO DE UN VEHICULO, EL CUAL COMPRENDE UN SOPORTE DE FORROS DE FRICCION EN FORMA DE DISCOS ANULARES, COMPUESTO DE VARIOS SEGMENTOS FORMADOS CADA UNO COMO PIEZA DE CHAPA ESTAMPADA Y UNA PIEZA DE REFUERZO PROVISTA CON VENTANAS PARA EL ALOJAMIENTO DE MUELLES DE UN SISTEMA ELASTICO CONTRA TORSION DEL DISCO DE EMBRAGUE, CUYA PERIFERIA EXTERIOR FORMA UN BORDE DE CENTRADO , EN EL CUAL ESTAN SOLDADOS LOS SEGMENTOS APOYADOS POR UN BORDE DE ASIENTO CURVADO CONCAVO EN FORMA DE ARCO. EL BORDE DE ASIENTO DE LOS SEGMENTOS PUEDE TENER COMPARATIVAMENTE GRANDES TOLERANCIAS, CUANDO SE MECANIZAN LA ABERTURAS NECESARIAS PARA LA SUJECION DE LOS FORROS DE FRICCION DESPUES DEL PROCESO DE SOLDADURA EN EL SOPORTE DE LOS FORROS.
APARATO PARA REALIZAR OPERACIONES, TALES COMO LAS DE CONFORMACION Y TROQUELADO, SOBRE UN MATERIAL EN BANDA.
(01/12/1989). Ver ilustración. Solicitante/s: AMP INCORPORATED. Inventor/es: GRABBE, DIMITRY G., BAKERMANS, JOHANNES CORNE.
UN SISTEMA DE HERRAMIENTA PARA UNA MAQUINA CONFORMADORA QUE TIENE UN PASAJE DE GUIA CONTINUO , EN EL QUE ESTAN CONTENIDOS UNOS CONJUNTOS DE HERRAMIENTA PRIMERO Y SEGUNDO PARA MOVIMIENTO DE APROXIMACION Y ALEJAMIENTO ENTRE SI. EL PASAJE TIENE UNAS SUPERFICIES DE PASAJE QUE SIRVEN COMO SUPERFICIES DE GUIA Y APOYO A LOS CONJUNTOS DE HERRAMIENTA . CADA UNO DE LOS CONJUNTOS DE HERRAMIENTA TIENE UN MIEMBRO EMPUJADOR Y UN PORTADOR DE HERRAMIENTA MONTADO SOBRE DICHO MIEMBRO EMPUJADOR . ADICIONALMENTE, HAY DISPUESTA UNA PLACA FRONTAL EN UNO DE LOS CONJUNTOS DE HERRAMIENTA EN SU EXTREMO DELANTERO Y QUE ES MOVIL CON RELACION A DICHO EXTREMO DELANTERO ENTRE UNA POSICION RETRAIDA Y OTRA EXTENDIDA.
UN METODO Y UN APARATO DE CORTAR COMPONENTES DE BANDA METALICA CONTINUA.
(01/05/1987). Solicitante/s: CEARA AG.
METODO Y APARATO DE CONTAR COMPONENTES DE BANDA METALICA CONTINUA. CONSISTE EN EFECTUAR EL AJUSTE DE LONGITUD DE ONDA INMEDIATAMENTE ANTES DE O DURANTE EL CORTE, PARA PRODUCIR CORRESPONDENCIA ENTRE LA SEPARACION DE CARACTERISTICAS EN LA BANDA Y UNA DIMENSION LONGITUDINAL DE LOS ELEMENTOS DE CORTE. EL APARATO COMPRENDE: ELEMENTOS PARA DOTAR A LA BANDA DE CARACTERISTICAS REPETITIVAS PERIODICAS EN ESPACIAMIENTOS AUXILIARES CORRESPONDIENTES A POSICIONES DE COMPONENTE SUCESIVAS; Y ELEMENTOS PARA CORTAR LA BANDA EN SITIOS QUE DEFINEN LAS POSICIONES DE LOS COMPONENTES. TIENEN UTILIDAD PARA LA PRODUCCION DE COMPONENTES A PARTIR DE CHAPA METALICA POR TROQUELADO O ESTAMPACION.
MORDAZA DE SUJECION POR APRIETE DEL MANDRIL PARA UN APARATO REMACHADOR PARA LA FIJACION DE REMACHES CIEGOS O SIN SUFRIDERA Y METODO PARA LA FABRICACION DE LA MISMA.
(16/04/1982). Solicitante/s: USM CORPORATION.
MORDAZA DE SUJECION POR APRIETE DEL MANDRIL PARA UN APARATO REMACHADOR PARA LA FIJACION DE REMACHES CIEGOS O SIN SUFRIDERA Y METODO PARA LA FABRICACION DE LA MISMA. PRESENTA UNA CARA PLANA CON RANURA CENTRAL RECEPTORA DEL MANDRIL Y PROVISTA DE UNOS DIENTES . UNA SUPERFICIE CONIFORME SE EXTIENDE DESDE UN BISEL HASTA EL OTRO EXTREMO, TAMBIEN BISELADO . EL METODO DE FABRICACION DE LA PIEZA EN BRUTO, EL PLEGADO DE LAS PORCIONES DE ALA OPUESTAS DE LA PIEZA EN BRUTO Y EL PRENSADO ENTRE MATRICES PARA LA FORMACION DE LA RANURA LONGITUDINAL.
PROCEDIMIENTO CON SU DISPOSITIVO CORRESPONDIENTE PARA CORTAR SIMULTANEAMENTE EN UNA CINTA DE CHAPA AL MENOS TRES PIEZAS CONTINUAS EN FORMA DE PEINE.
(16/07/1979) Procedimiento con su dispositivo correspondiente para cortar simultáneamente en una cinta de chapa al menos tres piezas continuas en forma de peine, cada una de las cuales comprende un listón central que se extiende en la dirección longitudinal de la cinta y a partir del cual se extienden dos filas opuestas de dientes laterales equidistantes, caracterizado porque se hace avanzar la cinta paso a paso, se corta, a cada para de la cinta , sobre cada uno de sus márgenes longitudinales, una fila de muescas de manera que formen una fila de dientes con un extremo libre y, en la parte central de la cinta, se corta una fila de cruces cada una de las cuales comprende dos extremos (66') de listón central y dos dientes…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}