CIP2021: Invenciones publicadas en esta sección.
PIEZA COMPONENTE DE UNA SUPERFICIE.
(01/07/2003). Solicitante/s: KRAUSS-MAFFEI VERKEHRSTECHNIK GMBH. Inventor/es: HOLZ, RUDIGER.
LA INVENCION SE REFIERE A UN COMPONENTE DE SUPERFICIE QUE CONSISTE EN UNA DISPOSICION DE CHAPAS METALICAS CON PERFILES DE REFUERZO, QUE SE UNEN MEDIANTE SOLDADURAS DISPUESTAS EN TRAMOS PARCIALES CON LA DISPOSICION DE CHAPA. PARA EVITAR UN DOBLADO DE LAS DISPOSICIONES DE CHAPA EN LA REGION DE LAS UNIONES ENTRE ELLAS Y LOS TRAMOS PARCIALES ASI COMO PARA MEJORAR LA CAPACIDAD DE AJUSTE DE LA DISPOSICION DE CHAPA METALICA EN LOS PUNTOS DE UNION, SE DISPONE DE CORTES EN LAS REGIONES DE BORDE DE LOS TRAMOS PARCIALES ENTRE LOS ESTIRAMIENTOS.
METODO DE FABRICAR UN DEPOSITO DE COMBUSTIBLE DE PANELES DE ACERO ALUMINADO, METODO DE SOLDAR POR HAZ PANELES DE ACERO ALUMINADO, Y ESTRUCTURA SOLDADA PRODUCIDA POR SOLDADURA POR HAZ.
(16/05/2003). Ver ilustración. Solicitante/s: HONDA GIKEN KOGYO KABUSHIKI KAISHA. Inventor/es: GOTO,HIROKI, MITSUYOSHI,HIROSHI, MASUDA,YASUO.
Método de fabricar un depósito de combustible de paneles de acero aluminado, método de soldar por haz paneles de acero aluminado, y estructura soldada producida por soldadura por haz. Elementos de vaina superior e inferior de paneles de acero aluminado tienen pestañas respectivas solapadas entre sí y soldadas entre sí por un haz láser, formando por ello un depósito de combustible. Una de las pestañas tiene una región escalonada espaciada de la otra de las pestañas, definiendo por ello un intervalo entre la región escalonada y la otra pestaña. El haz láser es aplicado a las pestañas cerca del intervalo para descargar componentes indeseados, como aluminio, de una zona soldada de las pestañas al intervalo. Por tanto, la cantidad de aluminio contenido en la zona soldada se reduce para incrementar la resistencia de unión de la zona soldada.
CONEXION UNICA ENTRE LA LLANTA Y EL DISCO DE UNA RUEDA INTEGRADA.
(16/12/2002). Solicitante/s: MERITOR DOBRASIL S/A. Inventor/es: MIKAMI, CELESTINO.
Se describe una rueda integrada exclusiva, en la que se forma una acanaladura con una superficie angulada para facilitar el flujo de un material de soldadura. Una llanta se extiende al interior de la acanaladura y tiene superficies que actúan en unión con la superficie de la acanaladura, para proporcionar un posicionamiento apropiado y una conexión segura. Además, se describe un procedimiento para formar el disco.
SOPORTE PARA LA DESVIACION DE FUERZAS AXIALES DE UN EJE DE VEHICULO Y ESPECIALMENTE DE UN EJE DE REMOLQUE DE CAMION.
(01/12/2002). Solicitante/s: BPW BERGISCHE AG. Inventor/es: MICHELS, MANFRED, EBERT, JIRG, DR., KRIEGESKOTTE, THOMAS, KOPPLOW, WERNER.
Soporte para la desviación de las fuerzas axiales de un eje de vehículo y, especialmente, de un eje de remolque de camión en un larguero de vehículo, superpuesto estáticamente, a cuya cara inferior está sujetado el soporte, presentando éste una superficie frontal superior y dos paredes laterales , montables en el bastidor del vehículo, caracterizado porque, el soporte es una parte fundida de aluminio, en una pieza, con rebordes de unión (9a, 9b) formados para la sujeción bajo el bastidor del vehículo, y porque los rebordes de unión (9a, 9b), que presentan bordes de soldadura en sus bordes exteriores , se encuentran en entrantes (27a, 27b) de los que están provistas las paredes laterales en la zona de transición a la superficie frontal superior.
CONMUTADOR ELECTRICO Y PROCEDIMIENTO PARA LA FABRICACION DE UN CONMUTADOR DE ESTE TIPO.
(16/09/2002) LA INVENCION SE REFIERE A UN INTERRUPTOR ELECTRICO CON UN SISTEMA DE CONTACTO. EL SISTEMA DE CONTACTO TIENE UN ELEMENTO DE CONTACTO QUE COMPRENDE UN CUERPO DE CONTACTO Y UNA SUPERFICIE DE CONTACTO, QUE ESTA DISPUESTA EN UNA CAVIDAD DE UN SOPORTE DE CONTACTO DE TAL FORMA QUE LA SUPERFICIE DE CONTACTO ESTA EXPUESTA SOBRE EL SOPORTE DE CONTACTO, Y EL CUERPO DE CONTACTO SOBRESALE EN AL MENOS UN LADO DEL SOPORTE DE CONTACTO. EL MIEMBRO DE CONTACTO ESTA FIJADO AL SOPORTE DE CONTACTO POR MEDIO DEL CUERPO DE CONTACTO A TRAVES DE UNA REGION (27,27') DEL CUERPO DE CONTACTO SALIENTE ASIGNADO AL BORDE…
PUERTA DE VEHICULO AUTOMOVIL O CAPO DE VEHICULO AUTOMOVIL.
(01/02/2000). Ver ilustración. Solicitante/s: THYSSEN INDUSTRIE AG. Inventor/es: ZIMMER, ERICH.
LA INVENCION SE REFIERE A UNA PUERTA O TRAMPILLA DE MOTOR CON UNA CHAPA EXTERIOR Y UNA CHAPA INTERIOR , QUE SE APOYAN Y UNEN MUTUAMENTE EN LA ZONA MARGINAL. UNA PUERTA O TRAMPILLA DE VEHICULO DE MOTOR DE FABRICACION SENCILLA, QUE CUMPLE TODOS LOS REQUISITOS DE RESISTENCIA Y ESTANQUEIDAD, ESTA CARACTERIZADA PORQUE UNA TIRA MARGINAL DE LA CHAPA INTERIOR SE HA DOBLADO EN LA DIRECCION DEL LADO INTERIOR DE LA PUERTA DE MODO QUE FORMA UN REBORDE Y ESTA UNIDA A UNA TIRA MARGINAL, IGUALMENTE DOBLADA EN LA DIRECCION DEL LADO INTERIOR DE LA PUERTA, DE LA CHAPA EXTERIOR POR MEDIO DE UNA COSTURA DE SOLDADURA LASER QUE LLENA EL RESQUICIO EXISTENTE ENTRE LAS DOS TIRAS MARGINALES.
UNION SOLDADA, PROCEDIMIENTO PARA FABRICAR UNA UNION SOLDADA Y DISPOSITIVO PARA REALIZAR UNA ESCOTADURA EN EL LADO ESTRECHO DE UNA BARRA PERFILADA.
(01/08/1999). Solicitante/s: HORN, KLAUS. Inventor/es: HORN, KLAUS.
EL CONJUNTO SOLDADO PROPUESTO COMPRENDE UNA PRIMERA PARTE EN FORMA DE UNA PLACA Y UNA SEGUNDA PARTE EN FORMA DE UNA ABRAZADERA QUE ESTA SOLDADA EN AMBOS LADOS CON DOS SOLDADURAS (5A, 5B) CUANDO SE COLOCA CONTRA EL LADO ANCHO DE LA PRIMERA PARTE . UNA CAVIDAD SE EXTIENDE EN DIRECCION LONGITUDINAL DE LAS SOLDADURAS (5A, 5B), ESTANDO PROVISTA EN LA SUPERFICIE DE CONTACTO DE LA SEGUNDA PARTE QUE DESCANSA EN CONTACTO CON LA PRIMERA PARTE ; DISCURRIENDO LOS FLANCOS (7A, 7B) DE LA RANURA BIEN EN LA ZONA CORRESPONDIENTE DE FUSION (S) O BIEN EN LA DE SOLDADURA (5A, 5B) O DENTRO DE LA ZONA (G) INCANDESCENTE RESPECTIVA QUE LLEGA A SER INCANDESCENTE DURANTE LA SOLDADURA.
PROCEDIMIENTO PARA LA UNION DE PARTES METALICAS POR MEDIO DE SOLDADURA DE FUSION DE ARCO ELECTRICO.
(01/06/1999) LA INVENCION SE REFIERE A UN PROCEDIMIENTO PARA LA UNION DE PARTES METALICAS POR MEDIO DE SOLDADURA DE FUSION DE ARCO ELECTRICO A TRAVES DE UNA COSTURA DE SOLDADURA DE POCO VOLUMEN, DONDE LOS FLANCOS DE LAS PIEZAS DE TRABAJO FORMADOS MEDIANTE UN ESPACIO ESTRECHO SE UNEN DE FORMA ALTERNADA SEGUN UNA DISPOSICION DE ORUGA DE SOLDADURA APLICADA DE UN FLANCO EN OTRO SEGUN EL PROCEDIMIENTO DE SOLDADURA BAJO POLVO DE ACUERDO CON DE 26 33 829, MOSTRANDO LAS PARTES METALICAS A SER UNIDAS UN ESPACIO ESTRECHO EXTREMO EN CONEXION CON EL ESPACIO Y UNA BARBILLA DE CENTRADO. LAS PARTES METALICAS SON POSICIONADAS PRIMERAMENTE UNA CON RESPECTO A OTRA A TRAVES DE LA BARBILLA DE CENTRADO. EN…
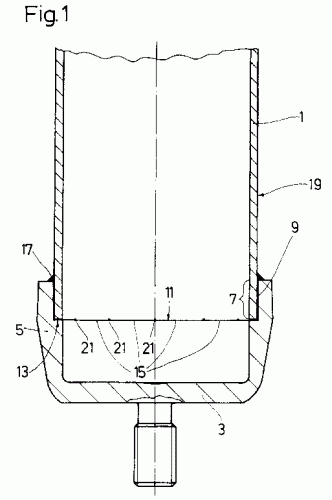
UNION SOLDADA ENTRE UN CUERPO TUBULAR Y UN FONDO.
(01/01/1999). Ver ilustración. Solicitante/s: FICHTEL & SACHS AG. Inventor/es: MULLER, HORST, PRADEL, ROBERT, ZIMMERMANN, GERALD.
UNION SOLDADA ENTRE UN CUERPO TUBULAR Y UN FONDO, QUE COMPRENDE EL CUERPO TUBULAR CON UNA SUPERFICIE FRONTAL, PRESENTANDO EL FONDO UN APENDICE DE CENTRADO PARA EL CUERPO TUBULAR Y SOLAPANDOSE DICHO APENDICE DE CENTRADO CON EL CUERPO TUBULAR, DE MODO QUE EN FUNCION DE LAS TOLERANCIAS DE DIAMETRO SE TIENE UNA HENDIDURA ENTRE EL CUERPO TUBULAR Y EL APENDICE DE CENTRADO, ADEMAS UNA SUPERFICIE DE CONTACTO, QUE ESTA FORMADA POR LA SUPERFICIE FRONTAL DEL CUERPO TUBULAR Y UNA SUPERFICIE DE APLICACION DEL FONDO, CARACTERIZADA PORQUE LA SUPERFICIE DE CONTACTO PRESENTA AL MENOS UNA UNION DE VENTILACION PARA LA HENDIDURA, DE MODO QUE SE TIENE UNA UNION ENTRE LA HENDIDURA Y UNA ATMOSFERA SITUADA MAS ALLA DE LA SUPERFICIE DE CONTACTO.
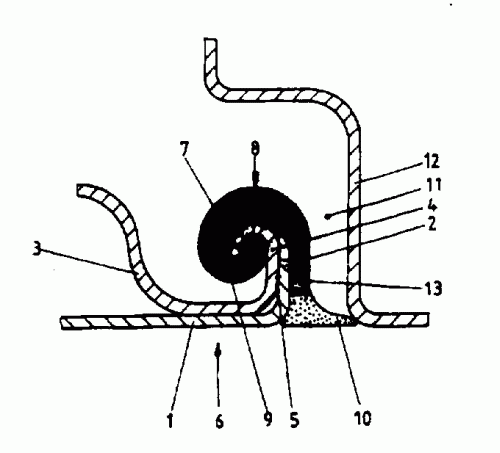
TUBO EN FORMA DE CILINDRO/RECIPIENTE CON FONDO SOLDADO PARA UN AMORTIGUADOR DE VIBRACIONES.
(01/11/1998). Ver ilustración. Solicitante/s: FICHTEL & SACHS AG. Inventor/es: MULLER, HORST, SCHLEMMER,MANFRED, HOFMANN, KARLHEINZ, BEUSCH, DIETER, ZICHNER, ROLAND, KRIZ, KAREL.
TUBO EN FORMA DE CILINDRO/RECIPIENTE, EN PARTICULAR PARA UN AMORTIGUADOR DE VIBRACIONES, EN EL QUE LA SUPERFICIE ENVOLVENTE INTERIOR DEL TUBO CILINDRICO REPRESENTA UNA PISTA DE DESPLAZAMIENTO PARA UN CUERPO DE PISTON, CON UN FONDO FIJADO DE MANERA HERMETICA A LOS GASES EN UN EXTREMO DEL TUBO EN FORMA DE CILINDRO/RECIPIENTE. ESTE FONDO POSEE UNA PROTECCION CONTRA SALPICADURAS DE SOLDADURA, QUE CONSISTE EN UN ANILLO DE OBTURACION , ENCAJONADO DENTRO DE UNA RANURA DEL FONDO Y, ADEMAS, ABRAZADO POR LA SUPERFICIE ENVOLVENTE INTERIOR DEL TUBO EN FORMA DE CILINDRO/RECIPIENTE. EL TUBO EN FORMA DE CILINDRO/RECIPIENTE ESTA PREVISTO PARA ELIMINAR LAS SALPICADURAS EN AMORTIGUADORES DE VIBRACIONES.
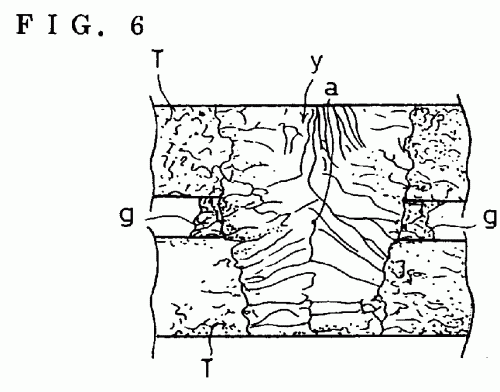
PROCESO PARA LA PREPARACION DE PIEZAS DE TRABAJO RECUBIERTAS EN REGIONES DE COSTURA PARA SOLDADURA CON RAYOS LASER Y UNION CON RECUBRIMIENTO PARA SOLDADURA DE PIEZAS RECUBIERTAS.
(16/02/1998). Solicitante/s: THYSSEN LASER-TECHNIK GMBH. Inventor/es: FISCHER, RAINER, ABRAM, LUTZ, KLEIN, ROLF, POPRAWE, REINHART, SPIX, GERHARD.
LA INVENCION SE REFIERE A UN PROCESO PARA LA PREPARACION DE REGIONES DE COSTURA DE PIEZAS DE TRABAJO RECUBIERTAS PARA SOLDADURA DE RAYO LASER, EN PARTICULAR ACERO EN LAMINAS GALVANIZADO, DONDE LAS ESTRUCTURAS SUPERFICIALES DE TIPO MOLETEADO SON ELABORADAS EN LA REGION DE LA COSTURA DE SOLDADURA QUE SUMINISTRA UN ESPACIO (A) ENTRE LAS SUPERFICIES DE LA PIEZA DE TRABAJO ADYACENTE. PARA MEJORAR UN PROCESO CON LAS ETAPAS ANTES DESCRITAS DE TAL MODO QUE SE EVITA EL REINTEGRO DEBIDO AL PROCESO MECANICO, EN DONDE EL PROCESO DEBE SER UTILIZADO ESPECIALMENTE TAMBIEN PARA LAS SUPERFICIES DE PIEZAS DE TRABAJO ADYACENTES TRIDIMENSIONALES, LAS ESTRUCTURAS (51,51') DE SUPERFICIES MOLETEADAS SON ELABORADAS MEDIANTE RADIACION DE ALTA ENERGIA PULSADA.
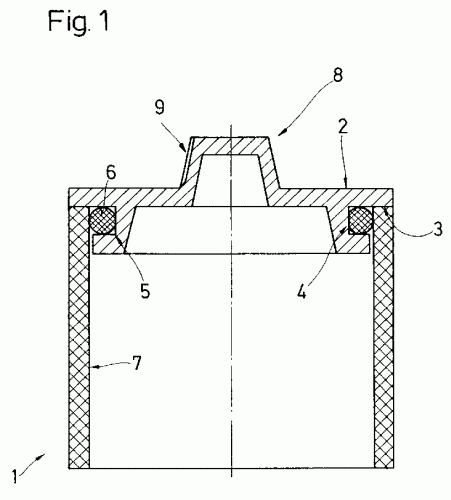
SOLDADURA LASER DE LAS PIEZAS EMBUTIDAS CON COLLARIN DE UNION.
(16/10/1997). Solicitante/s: SOLLAC. Inventor/es: GUTH, JEROME, COL, ALAIN.
LA INVENCION SE REFIERE A LA REALIZACION DE UN MONTAJE DE PIEZAS EMBUTIDAS O SIMPLEMENTE PLEGADAS QUE, DESPUES DE SU POSICIONAMIENTO PARA SER UNIDAS DE DOS EN DOS POR SOLDADURA LASER, PRESENTAN CADA UNA UN COLLARIN PERIFERICO , EFECTUANDOSE LA SOLDADURA SOBRE DICHOS COLLARINES, CARACTERIZADO EN QUE, ANTES DE LA OPERACION DE SOLDADURA, SE ABATE DICHOS COLLARINES SEGUN UN MISMO ANGULO, PERO EN SENTIDOS OPUESTOS PARA LAS DOS PIEZAS , DE MANERA A REALIZAR UN RESALTE QUE ASEGURE UN ENCAJE CONICO DE LAS DOS SEMICOQUILLAS Y EN QUE EL HAZ DE SOLDADURA LASER SE DIRIGE SOBRE DICHO RESALTE PARA EFECTUAR LA SOLDADURA. LA INVENCION PERMITE PARTICULARMENTE REDUCIR EL ANCHO DE LOS BORDES PARTICULARMENTE DE LOS COLLARINES DE UNION Y SE APLICA A CUALQUIER MONTAJE DE CHAPAS EMBUTIDAS PARTICULARMENTE EN FORMA DE SEMICOQUILLAS, TALES COMO DEPOSITOS PARA VEHICULOS AUTOMOVILES.
PROCESO DE FABRICACION DE UNA ESTRUCTURA MECANO SOLDADA, ESTRUCTURA OBTENIDA Y SU APLICACION PARA LA REALIZACION DE UN NODULO DE UNA ESTRUCTURA EN CELOSIA.
(16/03/1997). Solicitante/s: GIAT INDUSTRIES. Inventor/es: CHAMBEFORT, JEAN-CLAUDE, HUBSCH, ALAIN, VENGEON, BERNARD, LIPNICK, MICHEL, TACHON, DANIEL.
SE RECORTA LOS LARGUEROS Y LOS TRAVESAÑOS DE UNA CHAPA METALICA. SE REALIZA EN EL TRANSCURSO DEL RECORTADO UNOS MEDIOS DE AJUSTE COMPLEMENTARIOS POR EJEMPLO DEL TIPO ESPIGAS Y MORTAJAS EN LOS LARGUEROS Y TRAVESAÑOS. SE ENSAMBLA LOS LARGUEROS Y TRAVESAÑOS COLOCANDO LOS MEDIOS DE AJUSTE EN DISPOSICIONES DE AGARRE MUTUO PARA OBTENER UN ENSAMBLAJE DE FORMA POLIEDRICA. SE SUELDAN LOS LARGUEROS ENTRE ELLOS EN LA MISMA DIRECCION QUE LAS ARISTAS DEL ENSAMBLAJE POLIEDRICO. EL PROCESO DE LA INVENCION PERMITE REALIZAR EN PARTICULAR UN NODULO PARA UNA ESTRUCTURA EN CELOSIA DE GRAN PRECISION GEOMETRICA Y DIMENSIONAL.
METODO PARA ENSAMBLAR LA CABEZA DE UN PALO DE GOLF METALICO.
(01/08/1996). Solicitante/s: KARSTEN MANUFACTURING CORPORATION. Inventor/es: SCHMIDT, GREGORY J.
LA CABEZA DE UN PALO DE GOLF METALICO CONSTA DE UN CUERPO PRINCIPAL Y UNA ZAPATA . EL CUERPO PRINCIPAL TIENE UNA PARED FRONTAL PREPARADA PARA GOLPEAR LA BOLA DE GOLF , UNA PARED DE SUPERFICIE , UNA PARED DE FONDO CON UNA ABERTURA Y UNA PARED POSTERIOR . LA ZAPATA CIERRA LA ABERTURA DE LA PARED DE FONDO EN EL CUERPO PRINCIPAL . UN PUENTE CIRCULAR RODEA LA ABERTURA DEL CUERPO PRINCIPAL Y SE PROYECTA HACIA ABAJO DESDE EL CUERPO PRINCIPAL . LA ZAPATA TIENE UN PUENTE CIRCULAR QUE SE EXTIENDE ALREDEDOR DE SU PERIFERIA Y SE PROYECTA HACIA ABAJO. CUANDO LA ZAPATA SE INSERTA EN LA ABERTURA DEL CUERPO PRINCIPAL , LOS PUENTES CIRCULARES DEL CUERPO PRINCIPAL Y DE LA ZAPATA SE YUXTAPONEN. ENTONCES LOS PUENTES CIRCULARES SE FUNDEN CONJUNTAMENTE PARA FIJAR LA ZAPATA AL CUERPO PRINCIPAL.
PROCEDIMIENTO Y DISPOSITIVO PARA SOLDAR CHAPAS DE PLATINO MEDIANTE LASER.
(01/07/1996). Solicitante/s: ELPATRONIC AG. Inventor/es: URECH, WERNER, MEIER, MARKUS, WUEGER, KARL.
LAS CHAPAS SE DEBEN SOLDAR EN JUNTAS A TOPE MEDIANTE LA SUPERPOSICION DE LAS MISMAS, HACIENDO COINCIDIR SUS SUPERFICIES FRONTALES. PARA REDUCIR LOS RESQUICIOS DE UNION EN LAS MASAS PRESENTABLES PARA SOLDAR CON LASER, SE DEFORMA PLASTICAMENTE UNA CHAPA A LO LARGO DE LA UNION POR SOLDADURA PARA QUE EL MATERIAL CIRCULE EN LA DIRECCION DEL RESQUICIO Y SE REDUCE POR ELLO LA ANCHURA DEL RESQUICIO Y SE CARACTERIZA PORQUE SEGUN LO MENCIONADO ANTERIORMENTE PUEDEN SOLDARSE UNAS CHAPAS CORTADAS CON PEQUEÑA PRECISION.
(16/05/1996). Solicitante/s: EDGAR ALLEN ENGINEERING LIMITED BRITISH RAILWAYS BOARD. Inventor/es: CONNELLY, RAYMOND, PENDLETON, DESMOND ROY.
SE PRESENTA UNA JUNTA DE ACERO MANGANESO AUSTENITICO SOLDABLE PARA FERROCARRILES QUE COMPRENDE UN MIEMBRO DE ACERO MANGANESO AUSTENITICO QUE INCLUYE ENTRE UN 11.5 Y UN 19% EN PESO DE MANGANESO, ENTRE UN 0.6 Y 095% EN PESO DE CARBONO, FIJADA MEDIANTE UNA PRIMERA SOLDADURA A UNA PIEZA DE INSERCION DE ACERO BAINITICO, QUE INCLUYE BORO HASTA UN 0.01% EN PESO, MOLIBDENO ENTRE 0.2 Y UN 3% EN PESO, MANGANESO ENTRE UN 0.3 Y UN 3% EN PESO Y DE LONGITUD RELATIVAMENTE CORTA FIJADA MEDIANTE UNA SEGUNDA SOLDADURA A UN MIEMBRO DE ACERO PERLITICO SIENDO TRANSFERIDO EL CALOR DE LA SEGUNDA SOLDADURA POR MEDIO DE LA PIEZA DE INSERCION HACIA LA PRIMERA SOLDADURA MEDIANTE LO CUAL SE TEMPLA LA PRIMERA SOLDADURA.
(16/05/1996). Solicitante/s: EDGAR ALLEN ENGINEERING LIMITED BRITISH RAILWAYS BOARD. Inventor/es: CONNELLY, RAYMOND, PENDLETON, DESMOND ROY.
SE PRESENTA UNA JUNTA DE ACERO MANGANESO AUSTENITICO SOLDABLE PARA FERROCARRILES QUE COMPRENDE UN MIEMBRO DE ACERO MANGANESO AUSTENITICO, QUE INCLUYE ENTRE UN 11.5 Y UN 19% DE MANGANESO, ENTRE UN 0.6 Y UN 095% DE CARBONO SOLDABLE A UN MIEMBRO DE ACERO BAINITICO, QUE INCLUYE BORO HASTA UN 0.01%, MOLIBDENO ENTRE 0.2 Y UN 3%, MANGANESO ENTRE UN 0.3 Y UN 3%, CON LA SOLDADURA SUBSECUENTEMENTE TEMPLADA PARA SUMINISTRAR UNA RESISTENCIA A LA FATIGA MEJORADA MEDIANTE UN TRATAMIENTO DE CALOR POR SOLDADURA CON VARILLA.
PROCESO DE MONTAJE DE DOS PIEZAS DE CHAPA, MONTAJE METALICO DE ESTRUCTURA DE CHAPA DE BLINDAJE OBTENIDOS POR ESTE PROCESO.
(16/04/1996). Solicitante/s: GIAT INDUSTRIES. Inventor/es: BERNIOLLES, JEAN.
SE REALIZA SOBRE CADA UNA DE LAS PIEZAS A MONTAR, AL MENOS UN CHAFLAN INCLINADO RESPECTO DE LAS CARAS DE LA PIEZA, SEGUN UNO DE SUS BORDES. EL CHAFLAN PUEDE SER REALIZADO DURANTE EL CORTE DE LA PIEZA EN UNA CHAPA METALICA. SE COLOCAN LAS PIEZA EN POSICION DE MONTAJE CON SUS CHAFLANES EN CONTACTO SEGUN UN PLANO DE APOYO. SE SUELDAN LAS PIEZAS EN UN SOLO PASE SIGUIENDO EL PLANO DE APOYO POR UN PROCESO TAL COMO EL SOLDEO LASER O POR HAZ DE ELECTRONES. EL PROCESO PERMITE EN PARTICULAR REALIZAR EL MONTAJE DE CHAPAS DE BLINDAJE.
METODO PARA PARA SOLDADURA DE PIEZAS RELATIVAMENTE PEQUEÑAS.
(01/03/1996). Solicitante/s: AT&T CORP.. Inventor/es: COYLE, RICHARD JAMES, JR., MRACEK, JAROSLAV.
LA SOLDADURA LASER DE UN MANGUITO EXTERIOR 14 A UNA FERULA DE FIBRA INTERNA 12 SE SOLUCIONA, PRIMERO, TORNEANDO UNA DELGADA REGION 18 EN EL DIAMETRO EXTERNO DEL MANGUITO. DEPUES DE HABER INTRODUCIDO LA RERULA EN EL MANGUITO, LA REGION DELGADA PERMITE AL LASER FUNDIR A TRAVES DEL MANGUITO Y DERRETIR PARTE DE LA FERULA, COMO SE NECESITA PARA SOLDADURA LASER DE FERULA PARA EL MANGUITO. LA REGION DELGADA SE REALIZA PREFERIBLEMENTE USANDO UNA CUCHILLA GIRATORIA PARA CORTAR UNA RANURA QUE SE EXTIENDA AXIALMENTE EN EL MANGUITO EXTERIOR, LO QUE PERMITE UNA SUCESION DE SOLDADURAS LASER 21 EN LA DIRECCION AXIAL DE LA RANURA. EN UNA ORGANIZACION PREFERIDA, LAS REGIONES DELGADAS 18,19 SE HACEN EN LADOS OPUESTOS DEL MANGUITO EXTERIOR, Y LA SOLDADURA LASER SE EJECUTA SIMULTANEAMENTE EN AMBOS LADOS DEL MANGUITO DE FORMA QUE SE EVITEN DISTORSIONES PRODUCIDAS POR ASIMETRIAS DE LA TENSION TERMICA.
METODO PARA CONECTAR DOS PIEZAS A LO LARGO DE BORDES SOBRESALIENTES Y CONEXION OBTENIDA POR EL MISMO.
(01/11/1995). Solicitante/s: HANS OETIKER AG MASCHINEN- UND APPARATEFABRIK. Inventor/es: OETIKER, HANS.
EN UNA CONEXION DE DOS BORDES DE DOS PIEZAS AEREAS QUE SE EXTIENDEN AL MENOS A LO LARGO DE UNA SECCION COMUN DE FORMA ESENCIALMENTE PARALELA UNA A LA OTRA, AL MENOS UN ELEMENTO DE RETENCION SE ENCUENTRA DISPUESTO EN UN BORDE QUE SE ENGANCHA DESDE DEBAJO, SEGUN SE MIRA EN LA DIRECCION DEL BORDE, EN UN HUECO EN EL OTRO BORDE. AL MENOS UNA PROYECCION DISPUESTA ALINEADA LATERALMENTE EN UN BORDE EN RELACION CON EL ELEMENTO DE RETENCION EN LA DIRECCION DE AJUSTE DESDE DEBAJO, SOBRESALE PARA FORMAR UN CIERRE EN LA PIEZA CON EL HUECO SITUADO ESENCIALMENTE EN LA DIRECCION DEL BORDE. PARA UNIR DE FORMA SEGURA LAS PIEZAS, SE USA SOLDADURA MEDIANTE RAYO LASER A LO LARGO DE LAS SECCIONES COMUNES DE AL MENOS UNO DE LOS ELEMENTOS DE RETENCION Y DE PROYECCION.
PROCEDIMIENTO PARA LA SOLDADURA CON COSTURA DE PIEZAS DE CHAPA CORTADA.
(16/06/1995). Solicitante/s: ELPATRONIC AG. Inventor/es: URECH, WERNER.
PROCEDIMIENTO PARA LA SOLDADURA CONTINUA DE RECORTES DE CHAPA. COMO PREPARACION PARA LA SOLDADURA CONTINUA DE RECORTES DE CHAPA DE DISTINTO GROSOR, SE DEBE MECANIZAR EL MAS GRUESO DE AMBOS RECORTES, PREFERENTEMENTE POR ARRANQUE DE VIRUTAS, EN LA ZONA PREVISTA DEL BORDE A SOLDAR. CON LO CUAL LOS BORDES A SOLDAR ESTAN EQUIPARADOS EN SU GROSOR (T1,T2), PRESENTAN PARA EL PROCESO DE SOLDADURA CARACTERISTICAS PRACTICAMENTE SIMETRICAS CON RESPECTO AL PLANO DE UNION, POR LO QUE ESENCIALMENTE PUEDEN SER TRABAJADOS CON LOS MISMOS PARAMETROS DE SOLDADURA YA CONOCIDOS, COMO LA SOLDADURA DE RECORTES DE CHAPA DEL MISMO GROSOR. EL PROCEDIMIENTO ES APROPIADO PRINCIPALMENTE PARA SU UTILIZACION EN LA SOLDADURA CONTINUA POR APLASTAMIENTO, COMO TAMBIEN PARA OTROS METODOS DE SOLDADURA CONTINUA, COMO P.EJ. EN SOLDADURA POR RAYOS LASER.
PROCEDIMIENTO DE FABRICACION DE UNA VIROLA DE CUBA DE REACTOR NUCLEAR.
(01/06/1983). Solicitante/s: FRAMATOME.
PROCEDIMIENTO DE FABRICACION DE VIROLAS DE CUBA DE REACTOR NUCLEAR CON BLOQUES SALIENTES PARA GUIADO. CONSISTE EN PARTIR DE UNA VIROLA CILINDRICA DE ACERO LIGERAMENTE ALEADO , A LA QUE SE REVISTE INTERIORMENTE CON UN CHAPEADO DELGADO DE ACERO INOXIDABLE , DEJANDO AL DESNUDO ALGUNAS ZONAS DE SUPERFICIE DEL ACERO POCO ALEADO, DEPOSITANDO DESPUES SOBRE LAS MISMAS UN CHAPEADO, POR SOLDADURA DE ARCO, DE ALEACION A BASE DE NIQUEL DEL TIPO INCONEL, OBTENIENDO UN PERFIL SALIENTE QUE LUEGO SE MECANIZA EN FORMA DE SALIENTE CON UNA CUBETA INTERIOR. COMO ULTIMA FASE SE SUELDA UNA PIEZA DE ALEACION A BASE DE NIQUEL, INTERPONIENDO UN ANILLO FUSIBLE DE IGUAL ALEACION, POR MEDIO DE LOS CORDONES DE SOLDADURA QUE RELLENAN EL FONDO DE LA RANURA EN FORMA DE U.
MEJORAS EN LOS PROCEDIMIENTOS PARA FORMAR SOLDADURAS DE ENCHUFE.
(16/02/1980). Solicitante/s: COMBUSTION ENGINEERING, INC..
Mejoras en los procedimientos para formar soldaduras de enchufe, entre un elemento tubular y un segundo elemento, en el que se perfora un rebajamiento de diámetro ligeramente mayor que el diámetro del elemento tubular en la superficie del segundo elemento, el elemento tubular es introducido en el rebajamiento para que tome contacto con el asiento de éste y se deposita metal de soldadura exteriormente alrededor de la circunferencia del elemento tubular en la intersección del elemento tubular con el segundo elemento, caracterizadas por la mejora de la conificación del asiento del rebajamiento desde su circunferencia exterior hacia dentro de un ángulo descendente de por lo menos 10º con respecto a la horizontal.
METODO PARA LA SOLDADURA ELECTRICA POR ARCO DE LAS PALETAS AL DISCO O AL CONTRADISCO DE ROTORES PARA MAQUINAS ROTATIVAS.
(16/10/1979) Método para la soldadura eléctrica por arco de las paletas al disco o al contradisco de rotores para máquinas rotativas, caracterizados porque: a) la soldadura de las paletas se efectúa desde el exterior del rotor, a través del disco o del contradisco, que a tal fin se dota de acanaladuras obtenidas por trabajo mecánico de fresado; b) en las primeras pasadas de anclaje de las paletas al disco o al contradisco se emplea un electrodo de tungsteno sin metal de aportación y con protección de gas inerte, denominado procedimiento TIG, siendo suministrado el exceso de material necesario para formar los cordones angulares de anclaje de las paletas por el fondo de las acanaladuras practicadas en el disco o en el contradisco, acanaladuras éstas que, al no atravesar completamente…
PROCEDIMIENTO PARA LA PRODUCCION DE UNA UNION POR SOLDADURA.
(01/11/1977). Solicitante/s: VEREINIGTE OSERREICHISCHE EISEN-UND STAHLWERKE-ALP.
Resumen no disponible.
PERFECCIONAMIENTOS EN LA PREPARACION DE BORDES PARA FACILITAR LA UNION POR SOLDADURA DE DOS PIEZAS QUE TIENEN CARAS SEPARADAS.
(16/10/1976). Solicitante/s: ROCKWELL INTERNATIONAL CORPORATION.
Resumen no disponible.
PROCEDIMIENTO PARA LA MEJORA DE VALORES DE CALIDAD DE UN CORDON DE SOLDADURA DE UNION.
(01/09/1976). Solicitante/s: MESSER GRIESHEIM GMBH.
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}
{kind=link}