CIP-2021 : B21D 51/26 : de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
CIP-2021 › B › B21 › B21D › B21D 51/00 › B21D 51/26[2] › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 47/00 hasta B21D 53/00: Tratamiento de chapas, tubos o perfiles metálicos previsto en alguno de los grupos B21D 1/00 - B21D 45/00, y utilizado en la fabricación de objetos acabados o semiacabados
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00).
B21D 51/26 · · de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
CIP2021: Invenciones publicadas en esta sección.
DISPOSITIVO TRANSPORTADOR PARA BORDES DE LATA EN UNA MAQUINA DE SOLDADO DE LATAS.
(16/03/1992). Solicitante/s: ELPATRONIC AG. Inventor/es: GYSI, PETER.
EN TORNO A UN BRAZO SE CARGAN BORDES DE LATAS REDONDEADOS DE VIAS TRANSPORTADORAS SON FIN . SE CONDUCEN SOBRE DISPOSITIVOS DE DESVIACION Y UNA RUEDA MOTRIZ Y MUESTRAN RAMAL PARALELO AL BRAZO , PARA TRANSPORTAR LOS BORDES DE LATAS A LO LARGO DEL BRAZO EN DIRECCION A UNA ESTACION DE SOLDADURA . LOS DISPOSITIVOS DE DESVIACION ESTAN COLOCADOS EN LOS PORTADORES DE LAS VIAS TRANSPORTADORES CORRESPONDIENTES DE FORMA INTERCAMBIABLE UNIDADES ADAPTADAS A LA LONGITUD DE LOS BORDES DE LATAS . ESTAS UNIDADES ESTAN FIJADAS EN UN CARRO QUE AL MENOS SE AJUSTA APROXIMADAMENTE RADIALES AL BRAZO . PARA DIFERENTES ZONAS DE LONGITUDES DE BORDES LOS PORTADORES DE VIA PUEDEN INTERCAMBIARSE CON POCOS ASIDEROS Y CADA PORTADOR DE VIA PUEDE AJUSTARSE CON EL CARRO CORRESPONDIENTE DE TAL MODO QUE SU COLOCACION EN EL BORDE DE LATAS DE UN DIAMETRO CUALQUIERA EN EL INTERIOR DE LA ZONA DE TRABAJO DE LA MAQUINA SE ADAPTA OPTIMAMENTE.
MAQUINA PARA REBORDE DE AMBAS CARAS Y REPLIEGUE DE TRONCOS DE LATAS CILINDRICO.
(01/12/1991). Solicitante/s: LANICO MASCHINENBAU OTTO NIEMSCH GMBH. Inventor/es: BAUERMEISTER, KURT.
LA MAQUINA PARA REBORDE DE AMBAS CARAS Y REPLIEGUE DE TRONCOS DE LATAS CILINDRICOS MUESTRA AL MENOS DOS CABEZAS DE REBORDE Y REPLIEGUE INTRODUCIDAS EN CADA TRONCO DE LATA AXIALMENTE Y EN SENTIDO CONTRARIO IMPULSADAS GIRATORIAMENTE CON UN DISCO OSCILANTE AJUSTABLE AXIALMENTE Y APOYADO CENTRALMENTE EN UNA PARTE CONICA AJUSTABLE AXIALMENTE CONTRA UN RESORTE. CADA CABEZA DE REBORDE Y REPLIEGUE LLEVA COLOCADO UN DISPOSITIVO DE ENTREGA QUE LLEVA AGARRADOS LOS RODILLOS DE REBORDE Y REPLIEGUE CON EL DISCO OSCILANTE SOBRE UNA LEVA . PARA DEFORMACION DE LOS TRONCOS DE LATAS DE CHAPA REDUCIDA DOBLEMENTE O DE OTRAS CHAPAS CON UNA DUREZA DE ROCKWELL DE AL MENOS 60 HR 30T CADA DISCO OSCILANTE LLEVA COLOCADO DOS RODILLOS DE REBORDE Y REPLIEGUE COLOCADOS EN EJES PARALELOS (32A, 33A) Y OBLIGADOS A ATACAR SIMULTANEAMENTE EL TRONCO DE LA LATA TRATADO Y DEFORMARLO GRADUALMENTE EN SU SENTIDO DE ROTACION.
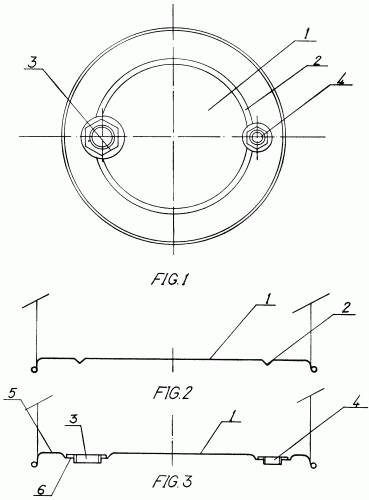
TAPA PERFECCIONADA PARA BIDONES METALICOS.
(01/05/1991). Ver ilustración. Solicitante/s: SUMINISTROS DEBIDONES, S.A. SUMBISA. Inventor/es: CASTAN MARCE, SERGIO.
TAPA PERFECCIONADA PARA BIDONES METALICOS, CARACTERIZADA POR HABERSE PREVISTO AL PRACTICAR EN SU SUPERFICIE, UN CANAL CIRCULAR CONCENTRICO, CON SU ACANALADURA HACIA EL INTERIOR Y SU RESALTE HACIA EL EXTERIOR, CUYO FONDO QUEDA A NIVEL INFERIOR DEL DE LA SUPERFICIE INTERIOR DE LA TAPA, PREVIENDOSE ADEMAS QUE ESTE CANAL CORTE A LOS ORIFICIOS DE SALIDA, QUE IGUALMENTE ESTAN SITUADOS CON SU SUPERFICIE INTERNA A NIVEL DEL DE LA ACANALADURA, CON EL FIN DE QUE AL INVERTIR EL BIDON PARA SU VACIADO, ESTE CANAL RECOJA TODOS LOS RESIDUOS Y LOS DIRIJA A LOS ORIFICIOS DE SALIDA.
SISTEMA DE CIERRE DE LATAS.
(01/02/1990). Ver ilustración. Solicitante/s: SOMME BOLIVAR,OSCAR.
SISTEMA DE CIERRE DE LATAS. CONSISTE ESTA INVENCION EN UN SISTEMA DE CIERRE DE LATAS, QUE SE LLEVA A EFECTO MEDIANTE UN CABEZAL PROVISTO DE CUATRO ROLDANAS CADA UNA DE LAS CUALES Y EN ACTUACION SUCESIVA, SE APLICAN Y PLIEGAN SOBRE EL BORDE O FALDON DE LA TAPA, ADAPTANDOLA CORRECTAMENTE SOBRE LA PESTAÑA PERIFERICA QUE SE PROYECTA RADIALMENTE, EN VOLADIZO, DESDE EL BORDE DEL CUERPO DEL ENVASE. EL TRABAJO DE CADA RUEDA ES UNA DETRAS DE OTRA Y VAN SALIENDO DE SERVICIO UNA VEZ QUE CADA UNA, EN PARTICULAR, HAYA REBASADO EL RECORRIDO PERIFERICO DE LA TAPA. ESTE SISTEMA TIENE POR OBJETO OBTENER EL CIERRE PRACTICAMENTE ESTANCO DE ENVASES CONSTRUIDOS EN LAMINAS METALICAS, PARTICULARMENTE HOJA DE LATA.
PROCEDIMIENTO Y DISPOSITIVO PARA UNIR UN CUERPO HUECO CON UN CUERPO INTERIOR.
(16/10/1989). Solicitante/s: ELPATRONIC AG. Inventor/es: URECH, WERNER, GORDON, HOWARD E.
PARA CONSEGUIR LA UNION ESTANCA DE UN CUERPO HUECO REDONDO DE CHAPA, CON UN CUERPO INTERIOR COMPLEMENTARIO SE EFECTUA UN ENCAJE A PRESION ENTRE AMBOS CUERPOS EN UNA ESTRECHA ZONA ANULAR . A CONTINUACION SE COLOCAN POR LO MENOS DOS ELECTRODOS EN LA ZONA ANGULAR DESDE FUERA EN EL CUERPO HUECO Y EFECTUANDO UN GIRO RELATIVO ENTRE LOS ELECTRODOS POR UN LADO Y LOS DOS CUERPOS POR OTRO, SE LLEVA A CABO UNA SOLDADURA DE RESITENCIA ELECTRICA, DONDE LA CORRIENTE DE SOLDADURA ES CONDUCIDA Y ABDUCIDA EXCLUSIVAMENTE POR LOS ELECTRODOS EN LA PARTE EXTERIOR DEL CUERPO HUECO.
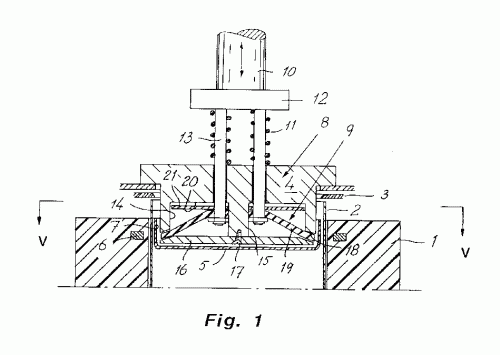
PISTON DE TIPO DILATABLE PARA PRENSA.
(16/11/1988). Ver ilustración. Solicitante/s: AKERLUND & RAUSING LICENS AKTIEBOLAG. Inventor/es: LINDEROTH, GUSTAF, DAHLIN, RUNE.
PISTON DILATABLE PARA PRENSA, QUE COMPRENDE UNA PARTE FORMADORA Y UNA PARTE DE DILATACION, AXIALMENTE MOVILES, ESTANDO ESTA ULTIMA ADAPTADA PARA PROPORCIONAR UNA DILATACION DEL PISTON CUANDO SE APROXIMAN LAS DOS PIEZAS Y COMPRENDIENDO TAMBIEN UN DISCO DILATABLE HECHO DE UN MATERIAL ELASTICO O DEFORMABLE QUE ESTA ACOPADO EN ESTADO DE REPOSO Y TENIENDO LA PARTE FORMADORA UNA PLACA INFERIOR CUYA SUPERFICIE SUPERIOR SOPORTA Y GUIA AL MENOS UNA PARTE DE LA SUPERFICIE INFERIOR DEL DISCO DILATABLE. LA SUPERFICIE PERIFERICA EXTERIOR DE LA PLACA INFERIOR TIENE LA MISMA FORMA Y AL MENOS EL MISMO TAMAÑO QUE EL BORDE PERIFERICO EXTERIOR DEL DISCO DILATABLE ACOPADO EN ESTADO DE REPOSO, CON LO QUE ESTE ES APLASTADO MAS O MENOS Y SU BORDE PERIFERICO ES ENSANCHADO FUERA DE LA PLACA INFERIOR CUANDO LA PARTE FORMADORA Y LA PARTE DE DILATACION SE ACERCAN AXIALMENTE.
UN PROCEDIMIENTO PARA DESPRENDER Y REUTILIZAR EL EXTREMO DE UN BIDON O BARRIL METALICO DE PARTE SUPERIOR HERMETICA.
(01/05/1987). Solicitante/s: BLAGDEN INDUSTRIES PLC.
PROCEDIMIENTO PARA DESPRENDER Y REUTILIZAR EL EXTREMO DE UN BIDON METALICO DE PARTE SUPERIOR HERMETICA. COMPRENDE: A) EFECTUAR UN CORTE A TRAVES DEL MATERIAL DEL EXTREMO DEL BIDON QUE FORMA PARTE DE LA JUNTA, POR UNA ZONA CIRCUNFERENCIAL EXTERIOR DEL MISMO, PARA DESPRENDER EL EXTREMO DEL BIDON DEL CUERPO; B) SITUAR UNA BANDA DE MATERIAL ENTRE LA SUPERFICIE INTERNA DEL CUERPO DE BIDON Y EL EXTREMO DEL BIDON; C) LAMINAR EL MATERIAL RESTANTE QUE CONSTITUYE LA JUNTA CONTRA EL EXTREMO DEL CUERPO DEL BIDON, PARA FORMAR UNA SEGUNDA JUNTA; Y D) SOLDAR ESTA SEGUNDA JUNTA. TIENE UTILIDAD EN BIDONES O BARRILES METALICOS DE 45 GALONES O 210 LITROS.
DISPOSITIVO PARA EL TRANSPORTE DE CUERPOS DE LATAS DURANTE EL PROCESO DE SOLDADURA DE LA COSTURA LONGITUDINAL DE LOS MISMOS.
(01/12/1986). Solicitante/s: FREI,SIEGFRIED.
DISPOSITIVO PARA EL TRANSPORTE DE CUERPOS DE LATAS DURANTE EL PROCESO DE SOLDADURA DE LA COSTURA LONGITUDINAL DE LOS MISMOS. COMPRENDE UN SISTEMA DE TRANSPORTE PARA LAS LATAS , TAL COMO UNA CADENA PROVISTA DE LEVAS Y UNA JAULA DE GUIADO CONSTITUIDA POR UNA PLURALIDAD DE VARILLAS DE GUIADO DISPUESTAS CILINDRICAMENTE O POR UNA PLURALIDAD DE PEQUEÑOS RODILLOS DE GUIADO QUE DETERMINEN UN TUBO CILINDRICO, EFECTUANDO LA SOLDADURA DE LOS CUERPOS DE LAS LATAS ENTRE DOS RODILLOS DE SOLDADURA ACCIONADOS, CARGADOS POR MUELLES, DONDE EL RODILLO DE SOLDADURA QUEDA SITUADO EN EL INTERIOR DEL CUERPO DE LA LATA Y ESTA FIJADO AL BRAZO DE SOLDADURA . TIENE APLICACION EN INDUSTRIAS CONSERVERAS.
PERFECCIONAMIENTOS EN LA CONSTRUCCION DE ENVASES METALICOS.
(16/11/1986). Solicitante/s: MARIMON PAIRET,ANTONIA SIMON GUERRERO,ROSA.
PROCEDIMIENTO MODIFICACO PARA CONSTRUIR ENVASES METALICOS. COMPRENDE: A) MOLDEAR UN ANILLO CILINDRICO PROVISTO EN SU SUPERFICIE EXTERIOR CON UNA ZONA ROSCADA; B) AJUSTAR AL ANILLO MOLDEADO SOBRE EL CUELLO CILINDRICO QUE TIENE UN BORDE SUPERIOR QUE SOBRESALE LIGERAMENTE DEL BORDE SUPERIOR DEL CUELLO METALICO SOBRE EL BORDE SUPERIOR DEL ANILLO MOLDEADO, PARA DEFINIR UN REBORDE QUE RETENGA E INMOVILICE AL ANILLO MOLDEADO; Y D) PRENSAR AL CONJUNTO DE C) PARA FORMAR UN SALIENTE QUE SE HINQUE EN LA MASA O ESPESOR DEL ANILLO MOLDEADO, Y SOLIDARIZAR EN GIRO SEGURO ENTRE EL CUELLO METALICO Y EL ANILLO MOLDEADO.
RUEDA DE CIERRE MEJORADA, PARA MAQUINAS CERRADORAS DE ENVASES.
(16/07/1986) Rueda de cierre mejorada, para máquinas cerradoras de envases, que estando destinada a ser montada sobre el cabezal de una máquina cerradora de envases metálicos de todo tipo, y constituyéndose mediante la asociación y acoplamiento de cuatro piezas independientes, una de las cuales adopta forma de cazoleta y presenta un vástago roscado para la fijación precisamente sobre el cabezal de la máquina cerradora, en tanto que una segunda pieza se acopla sobre el alojamiento que define la cazoleta de la pieza anterior, estando esta segunda pieza dotada externamente de un perfil especial para producir el plegado del envase que se pretende cerrar, y cuya segunda pieza…
METODO PARA LA FABRICACION DE ENVASES METALICOS.
(01/12/1985). Solicitante/s: CALVETE MONTORIO,JUAN.
METODO PARA LA FABRICACION DE ENVASES METALICOS PARA FACILITAR SU TRANSPORTE. COMPRENDE: A) PINTAR O LITOGRAFIAR LAS PLANCHAS METALICAS; B) FRACCIONAR UNA PLANCHA METALICA CONTINUA SEGUN LAS PORCIONES CORRESPONDIENTES AL DESARROLLO DE LA SUPERFICIE LATERAL DE LOS ENVASES A OBTENER ; C) CONFORMAR CILINDRICAMENTE CON CIERRE MUTUO DE LOS BORDES DE DOS LADOS OPONENTES PARA CONSEGUIR ELEMENTOS CILINDRICOS; D) APLANAR DICHOS ELEMENTOS CILINDRICOS HASTA CONFORMARLOS EN CUERPOS CON DOS CARAS PARALELAS ENTRE SI CON LOS BORDES DOBLADOS SEGUN CANTOS REDONDEADOS; E) DESPLEGAR LOS ELEMENTOS PARA RECUPERAR LA CONFORMACION CILINDRICA.
APARATO PARA FABRICAR RECIPIENTES DISTRIBUIDORES.
(01/08/1985). Solicitante/s: AMERICAN CAN COMPANY.
APARATOS PARA LA FABRICACION DE RECIPIENTES DISTRIBUIDORES PARTIENDO DE MANGUITOS TUBULARES PREVIAMENTE CORTADOS Y DE CABEZAS PREFORMADA.CONSTA DE UN PRIMER ELEMENTO ROTATORIO PROVISTO DE UNA PLURALIDAD DE SECCIONES DE TRABAJO, DEFINIDAS POR GRUPOS DE PORTADORES DISPUESTOS ALTERNATIVAMENTE; DE MEDIOS PARA ACOPLAR LAS CABEZAS PREFORMADAS SOBRE LOS MANGUITOS TUBULARES; DE MEDIOS DE SOLDADURA TERMICA PARA SOLDAR TERMICAMENTE CADA CABEZA A SU MANGUITO TUBULAR CORRESPONDIENTE, PARA FORMAR LOS RECIPIENTES ACABADOS; DE UN SEGUNDO ELEMENTO ROTATORIO ; DE MEDIOS PARA TRASLADAR LOS RECIPIENTES ACABADOS DEL PRIMER ELEMENTO ROTATORIO AL SEGUNDO ELEMENTO ROTATORIO; Y DE MEDIOS PARA DESACOPLAR LOS RECIPIENTES DE LOS ELEMENTOS ROTATORIOS.
MAQUINA PERFECCIONADA PARA OBTENER ENVASES METALICOS ESPECIALES DE CIERRE HERMETICO.
(01/07/1985). Solicitante/s: PLANAS PEDRAGOSA,PEDRO.
MAQUINA PERFECCIONADA PARA OBTENER ENVASES METALICOS ESPECIALES DE CIERRE HERMETICO.COMPRENDE: A) UNA MESA RIGIDA Y RESISTENTE PROVISTA DE UNA HILERA DE AVANCE SECUENCIAL PARA UNA SERIE DE CILINDROS-TRONCOS DE CONO DE CHAPA ; B) UNOS PRIMEROS ELEMENTOS CONFORMADORES QUE DOBLAN HACIA EL EXTERIOR DEL BORDE SUPERIOR DE LA EMBOCADURA DE CADA UNO DE LOS CILINDROS-TRONCOS DE CONO DE CHAPA DE LA HILERA ; C) UNOS SEGUNDOS ELEMENTOS CONFORMADORES QUE CONFORMAN LA PESTAN/A POR MEDIO DE PRESIONES EJERCIDAS SOBRE ELLA PARA CONSTITUIR UN ARO PERIFERICO Y EXTERNO DE REFUERZO ; Y D) UNOS ELEMENTOS DE CONTROL DE POSICION Y AVANCE SENCUENCIAL DE LOS CILINDROS-TRONCOS DE CONO.
METODO PARA CONFORMAR UN BOTE METALICO CON CIERRE HERMETICO.
(01/06/1985). Solicitante/s: LLAMAS S.A..
METODO PARA CONFORMAR UN BOTE METALICO CON CIERRE HERMETICO.COMPRENDE UNA PRIMERA FASE DE CONFORMACION EN LA QUE SE REALIZA UNA DEFORMACION EN LA PLANCHA O LAMINA RECTANGULAR, QUE QUEDA PROXIMA AL BORDE LONGITUDINAL QUE FORMA LA EMBOCADURA, Y QUE DEFINE EN LA SUPERFICIE LATERAL DEL CUERPO CILINDRICO DEL BOTE UNA CONCAVIDAD O CONVEXIDAD POCO PRONUNCIADA, PRODUCIENDO SOBRE EL BORDE DE EMBOCADURA UN REBORDE PERIFERICO HUECO Y DE GRAN AMPLITUD QUE PRESENTA UNA ZONA SUPERIOR REDONDEADA SEGUIDA DE UN TRAMO CONCAVO HACIA EL EXTERIOR Y HACIA ABAJO QUE CONTINUA EN UN TRAMO CONVEXO MUY AMPLIO Y ACENTUADO, PARA PROYECTARSE HACIA EL INTERIOR ALCANZANDO EL PUNTO DE INFLEXION ENTRE EL TRAMO CONCAVO Y EL TRAMO CONVEXO.
APARATO PARA LA FABRICACION DE UNA PARED LATERAL POLIGONAL DE UN RECIPIENTE.
(16/05/1985) 1. Aparato para la fabricación de una pared lateral poligonal de un recipiente, esencialmente caracterizado porque incluye, sujetos sobre un árbol que puede desplazarse en sentido axial unos platos separados que están adaptados para accionar hacia una posición activa, un mandril expasible en sentido radial, estando constituido dicho madnril, por una parte, por elementos intermedios y, por otra parte, por elementos terminales, incluyendo dichos elementos unos medios de retorno hacia una posición de descanso, mientras que se ha previsto unos medios ajustables asociados con un pedestal que soporta el aparto para el posicionamiento del cuerpo tubular. 2. Aparato,…
METODO DE RECONFIGURACION DE UN RECIPIENTE DOTADO DE UNA PARED LATERAL Y DE UNA PARED INFERIOR Y RECIPIENTE ASI OBTENIDO.
(01/07/1984). Solicitante/s: METAL BOX PLC.
METODO DE RECONFIGURACION DE UN RECIPIENTE DOTADO DE UNA PARED LATERAL Y DE UNA PARED INFERIOR.CONSISTE EN: A) APLICAR UNOS PRIMEROS ELEMENTOS DE SOPORTE A LA BOCA DEL RECIPIENTE Y UNOS SEGUNDOS ELEMENTOS DE SOPORTE A LA PARED INFERIOR DEL MISMO; B) APLICAR UN RODILLO A LA PORCION DE TRANSICION DE LA PARED INFERIOR , DISPONIENDOSE LOS SEGUNDOS ELEMENTOS DE SOPORTE Y EL RODILLO , PARA QUE UNA PARTE DE LA PORCION DE TRANSICION QUEDE ENTRE ELLOS; Y C) CAUSAR UN DESPLAZAMIENTO RELATIVO DEL RODILLO Y DE LOS SEGUNDOS ELEMENTOS DE SOPORTE UNOS HACIA OTROS Y UN MOVIMIENTO RODANTE RELATIVO ENTRE EL RODILLO Y EL RECIPIENTE PARA DISMINUIR ASI LA EXTENSION LATERAL DE LA SUPERFICIE DE SOPORTE HUECA Y RECONFIGURAR LA (33A) PORCION DE TRANSICION DE LA PARED INFERIOR.
PERFECCIONAMIENTOS EN MAQUINAS FORMADORAS Y EXPANSIONADORAS AUTOMATICAS DE CUERPOS DE RECIPIENTES.
(07/02/1984). Solicitante/s: TEJERA Y OLIVARES S.A.
PERFECCIONAMIENTOS EN MAQUINAS FORMADORAS Y EXPANSIONADORAS AUTOMATICAS DE CUERPOS DE RECIPIENTES.CONTAS DE UNA MAQUINA PRECONFORMADORA EN LA CUAL SE CONFORMAN LOS CUERPOS DE RECIPIENTES CILINDRICOS QUE SE INTRODUCEN PARCIALMENTE EN UNA PIEZA GUIA DE LA MAQUINA , DOTADA DE UN DETECTOR DE METAL QUE MANDA UNA SEÑAL A UN TEMPORIZADOR POR MEDIO DEL CUAL SE ACCIONA EL ELEMENTO EMPUJADOR DEL CUERPO DEL RECIPIENTE . EL CUAL SE DIRIGE Y ALOJA EN UN SOPORTE-TRANSPORTADOR ENTRANDO EN CONTACTO EL EXTREMO RESPECTIVO DEL CUERPO CON UN FINAL DE CARRERA QUE INCORPORA UN DETECTOR Y QUE PONE EN FUNCIONAMIENTO EL SOPORTE-TRANSPORTADOR Y A SU VEZ RETORNA EL EMPUJADOR A SU POSICION INICIAL. UN CILINDRO NEUMATICO POSICIONA EL CUERPO DE RECIPIENTE Y LE ENFRENTA A UN EXPANSOR.
"UN METODO DE FORMAR CUERPOS DE BOTES QUE TIENEN UNA COSTURA LATERAL SOLDADA".
(01/03/1983). Solicitante/s: NATIONAL STEEL CORPORATION.
METODO PARA FORMAR CUERPOS DE BOTES QUE TIENEN UNA COSTURA LATERAL SOLDADA. COMPRENDE LAS SIGUIENTES OPERACIONES: PRIMERA, SE PREPARA UNA CHAPA FINA DE ACERO DE BASE , DE ESPESOR ADECUADO PARA SER CONFIGURADA EN CUERPOS DE BOTES; SEGUNDA, SE RECUBRE ELECTRICAMENTE CON UN RECUBRIMIENTO DELGADO DE NIQUEL AMBAS SUPERFICIES DE LA CHAPA FINA DE ACERO DE BASE; TERCERA, SE CORTA LA CHAPA FINA DE ACERO RECUBIERTA EN PIEZAS ELEMENTALES DE TAMAÑO ADECUADO PARA FORMAR CUERPOS DE BOTES; CUARTA SE LES DA A DICHAS PIEZAS ELEMENTALES UNA CONFIGURACION CILINDRICA CON DOS BORDES EN RELACION DE SUPERPOSICION PARALELA; Y POR ULTIMO, SE HACE PASAR LOS BORDES SUPERPUESTOS ENTRE UN PAR DE ELECTRODOS, APLICANDOLES SIMULTANEAMENTE PRESION Y CORRIENTE ELECTRICA.
PERFECCIONAMIENTO EN RECIPIENTES METALICOS.
(01/02/1983). Solicitante/s: THE CONTINENTAL GROUP INC.
RECIPIENTE METALICO. TIENE UN CUERPO, UNA CAPERUZA Y UNA JUNTA SOLAPADA QUE INCLUYE UNA CAPA ADHESIVA ENTRE EL CUERPO Y LA CAPERUZA, SIENDO TAL LA RELACION ENTRE AMBOS QUE CUANDO SE LLENA EL RECIPIENTE CON UN LIQUIDO A PRESION, LA CAPERUZA, EN EL AREA GENERAL DE LA JUNTA SOLAPADA, SE DEFORMA RADIALMENTE HACIA EL INTERIOR, Y DICHO CUERPO HACIA EL EXTERIOR, SIENDO COMPRIMIDA LA CAPA ADHESIVA POR LA DEFORMACION COMBINADA DE CAPERUZA Y CUERPO.
PROCEDIMIENTO PARA FORMAR UN CUERPO DE BOTE DOTADO DE UN RESALTO, UN CUELLO Y UNA PESTAÑA DIRIGIDA HACIA EL EXTERIOR.
(01/01/1983). Solicitante/s: METAL BOX LIMITED.
PROCEDIMIENTO PARA FORMAR UN CUERPO DE BOTE DOTADO DE UN RESALTO, UN CUELLO Y UNA PESTAÑA DIRIGIDA HACIA EL EXTERIOR. COMPRENDE LAS ETAPAS DE: FORZAR SUCESIVAMENTE UNA PARTE MARGINAL QUE DEFINE EL EXTREMO ABIERTO DE LA PARED LATERAL CILINDRICA DEL CUERPO DE BOTE EN UNO O MAS TROQUELES DE DIAMETRO EN REDUCCION PARA HACER UNA PARTE DE DIAMETRO EN REDUCCION CONSISTENTE EN UN NUMERO CORRESPONDIENTE DE PARTES DE RESALTO QUE SOSTIENE UNA PARTE CILINDRICA; Y APLICAR RODILLOS POR LO MENOS EN UNA OPERACION DE LAMINACION A UNA PARTE POR LO MENOS DEL DIAMETRO EN REDUCCION Y LA PARTE CILINDRICA PARA CAMBIAR ADICIONALMENTE EL DIAMETRO DE LA PARTE CILINDRICA Y GENERAR POR LO MENOS UN RESALTO QUE SOSTIENE EL CUELLO Y PESTAÑA.
PERFECCIONAMIENTOS EN APARATOS PARA REALIZAR UNA OPERACION SOBRE UNA SUCESION DE PIEZAS HUECAS DE PAREDES DELGADAS, TAL COMO CUERPOS DE BOTES METALICOS.
(01/12/1982). Solicitante/s: METAL BOX LIMITED.
APARATO PARA REALIZAR UNA MISMA OPERACION SOBRE UNA SUCESION DE PIEZAS HUECAS DE PAREDES DELGADAS, TALES COMO BOTES METALICOS, EN LOS QUE SE REALIZA LA OPERACION DE REBORDEAR. CONSTA DE UNA BANCADA PORTADORA DE UN BASTIDOR FIJO ; DE UNA TORRETA ROTATORIA QUE GIRA ALREDEDOR DE UN EJE PRINCIPAL SUJETO EN EL BASTIDOR ; DE UNA PLURALIDAD DE ELEMENTOS DE RETENCION, UNIDOS A LA TORRETA, PARA SUJETAR DIFERENTES PIEZAS; DE UNA ESTACION ALIMENTADORA QUE SUMINISTRA SUCESIVAMENTE LAS PIEZAS A LOS ELEMENTOS DE RETENCION; DE UNA ESTACION DE DESCARGA PARA SACAR LAS PIEZAS SUCESIVAMENTE DE LOS ELEMENTOS DE RETENCION; Y DE ELEMENTOS DE UTILLAJE QUE REALIZAN LA OPERACION PREVISTA.
PROCEDIMIENTO PARA FORMAR BOTES METALICOS.
(16/06/1982). Solicitante/s: THE CONTINENTAL GROUP INC.
PROCEDIMIENTO PARA FORMAR BOTES METALICOS, EN PARTICULAR BOTES METALICOS QUE SE FORMAN UNIENDO LOS EXTREMOS ABIERTOS DE DOS MITADES ACOPADAS. COMPRENDE LAS SIGUIENTES ETAPAS: PRIMERA, SE PRODUCEN EN UNA PRIMERA DEPENDENCIA COMPONENTES DE BOTES ACOPADOS, CONIFICADOS; SEGUNDA, SE ENCAJAN LOS COMPONENTES DE BOTES ACOPADOS FORMANDO UN EMPAQUETAMIENTO DE GRAN DENSIDAD Y SE TRANSPORTAN A UNA SEGUNDA DEPENDENDIA; TERCERA, SE SEPARAN LOS COMPONENTES DE BOTES Y SE REFORMAN HASTA OBTENER MITADES DE BOTES, SUPERIOR E INFERIOR, CADA UNA DE LAS CUALES TIENE UN CUERPO CILINDRICO Y UN EXTREMO INTEGRAL, Y POR ULTIMO, SE UNEN LAS MITADES DE LOS BOTES, SUPERIOR E INFERIOR, EN UN PROCESO DE CIERRE HERMETICO.
CUERPO DE BOTE MONOPIEZA.
(16/06/1982) 1. Cuerpo de bote monopieza, de chap metálica, estampado y embutido, que comprende una pared lateral cilíndrica unida a un fondo rehundido por una zona de transición curva que comprende, en orden desde la pared lateral, tres zonas convexas hacia afuera con radios de curvatura r1 y r3, respectivamente, y que subtienden ángulos de alfa, beta y muy, respectivamente, donde r2 es sustancialmente mayor que cualquiera de r1 y r3 y beta es sustancialmente mayor que cualquiera de alfa y muy, caracterizado porque el fondo rehundido comprende, en orden desde la zona de transición, una zona sustancialmente plana de longitud en sección transversal 11 una zona convexa hacia afuera de radio de curvatura r4 y que subtiende un ángulo de gamma, una zona troncocónica , cuya sección decrece hacia el interior del bote con una longitud…
PIEZA LAMINAR PARA FORMACION DE CUERPOS TUBULARES.
(16/05/1982). Solicitante/s: SYSPAC,S.A.
Pieza laminar para la formación de cuerpos tubulares, que se caracteriza por estar constituída por una banda de material flexible, de longitud correspondiente sustancialmente con exceso a la del perímetro del cuerpo a formar, cuya lámina presente en uno de sus extremos una zona deformada en escalón, sobre la cual se adosa y solidariza el extremo plano opuesto, por la cara externa del cuerpo tubular, dando así al mismo una vez formado, la superficie exterior prácticamente continua, cualquiera que sea el conforme que adopte el mismo.
UN METODO PARA PONER EL GOLLETE DE RECIPIENTES METALICOS DE PAREDES FINAS.
(16/04/1981). Solicitante/s: BALL CORPORATION.
METODO PARA EL CONFORMADO DEL GOLLETE EN RECIPIENTES METALICOS CILINDRICOS DE PAREDES FINAS. EL CONFORMADO DEL GOLLETE SE LLEVA A CABO MEDIANTE REDUCCION DEL DIAMETRO DEL RECIPIENTE POR TROQUELADO PROGRESIVO. CADA NUEVA REDUCCION SE REALIZA SOBRE EL DIAMETRO REDUCIDO ANTERIOR. RESULTANDO UNA SERIE DE DIAMETROS Y ZONAS CURVAS DE TRANSICION. EL NUMERO DE REDUCIONES ES UN COMPROMISO ENTRE LA ECONOMIA DE MATERIAL DE CIERRE Y LA REDUCCION DE VOLUMEN RESULTANTE.
CONTENEDOR METALICO, GENERALMENTE DE FORMA CONICA O CILINDRICA, EN EL QUE EL ANILLO SOBRE EL CUAL SE PRESIONA LA TAPA, SE OBTIENE DEL MISMO CUERPO DEL CONTENEDOR.
(01/04/1979). Solicitante/s: OFFICINEMONFALCONESI E. PASSERO & C.S.R.L.
Contenedor metálico, generalmente de forma cónica o cilíndrica, en el que el anillo sobre el cual se presiona la tapa, se obtiene del mismo cuerpo del contenedor, los contenedores metálicos generalmente de forma cilíndrica o cónica que se cierran con una tapa presionada sobre un anillo en la parte superior del manto del cuerpo del referido contenedor, es decir, lata o cubo, generalmente empleados para contener materiales líquidos, productos sólidos a granel, por ejemplo, pintura, barniz, diluidos, solventes, preservantes de herrumbre, etc. etc. todo tipo de productos químicos, productos naturales y sintéticos, masilla, etc., etc., en donde el anillo superior como se conoce en las técnicas anteriores se unía al cuerpo del manto del contenedor, es, en su lugar, obtenido construyéndolo directamente del borde superior del manto, haciéndolo girar en un ácido hacia el interior y en sentido descendente.
INSTALACION TRANSPORTADORA PARA AROS DE CAPSULAS O BOTES EN MAQUINAS TOTALMENTE AUTOMATIZADAS DE SOLDADURA POR RESISTENCIA.
(16/02/1979). Solicitante/s: OPPRECHT,PAUL.
Instalación transportadora para aros de cápsulas o botes en máquinas plenamente automatizadas de soldadura por resistencia, caracterizada por dos transportadoras de doble cadena dispuestos unos tras de otros, propulsador sincrónicamente el primer transportador una instalación de redondeo en la cual está parado por lo menos aproximadamente rítmica y cronológicamente mientras que el segundo transportador tiene un curso sinusoidal de la velocidad de manera tal que el modo de trabajo intermitente, debido al redondeo, del primer transportador se convierte en el segundo transportador en un movimiento sinusoidal, que calma al aro, con velocidades, aceleraciones y decelaraciones mínimas.
PERFECCIONAMIENTOS EN CAJAS DE ANILLOS PARA CONFINAR Y FORMAR UN CUERPO DE BOTE.
(01/02/1979). Solicitante/s: THE CONTINENTAL GROUP INC.
Perfeccionamientos en cajas de anillos para confinar y formar un cuerpo de bote, cuyo bote comprende una chapa con forma generalmente cilíndrica y con partes marginales circunferenciales solapadas; caracterizados porque la caja comprende un par de piezas opuestas separadas circunferencialmente; teniendo cada pieza opuesta una pluralidad de sectores de anillo de acoplamiento al cuerpo del bote en su interior de anchura limitada axialmente en la caja; y un anillo calibrador situado para constriñir circunferencialmente el cuerpo según pasan las partes superpuestas entre un par de rodillos de electrodo que tienden a distender circunferencialmente dichas partes.
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UN RECIPIENTE DE CHAPA.
(01/10/1978). Solicitante/s: SCHMALBACH LUBECA.
Procedimiento y aparato para la fabricación de un recipiente de chapa, cerrado por uno de sus extremos, con pared periférica esencialmente en forma cilíndrica, especialmente un bote en el que primeramente una redondela se conforma por embutición a una cazoleta con el diámetro aproximado del recipiente y la pared periférica de la cazoleta se somete a continuación a un tratamiento de estirado deslizante en una porción longitudinal hasta alcanzar la altura nominal de la pared, cuyo procedimiento se caracteriza porque, después de embutir la cazoleta, su fondo se estira formando un abombamiento dirigido hacia el interior de la cazoleta y después del tratamiento de estirado por deslizamiento a longitud de la pared periférica en el fondo abombado se graban acanalamientos concéntricos circulares.
PROCEDIMIENTO Y APARATO PARA FORMAR EN UN CUERPO DE BOTE METALICO, UNA BRIDA PERIFERICA DE EXTREMO ALREDEDOR DE UN EXTREMO ABIERTO DE DICHO CUERPO Y UNA PORCION DE CUELLO QUE SE COMBINA CON DICHA BRIDA.
(16/09/1977). Solicitante/s: METAL BOX LIMITED.
Resumen no disponible.
METODO DE FABRICACION DE UN RECIPIENTE DE PRESION.
(16/08/1977). Solicitante/s: BACOL INDUSTRIES LIMITED.
Resumen no disponible.
PROCEDIMIENTO DE FABRICACION DE RECIPIENTES METALICOS PARA CONTENER UN FLUIDO Y/O UN GAS.
(16/12/1976). Solicitante/s: ALUMINIUM SUISSE, S. A..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}