CIP-2021 : B29D 30/42 : Bandas de entretelas sin fin, sin núcleos de talones.
CIP-2021 › B › B29 › B29D › B29D 30/00 › B29D 30/42[3] › Bandas de entretelas sin fin, sin núcleos de talones.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL.
B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00).
B29D 30/00 Fabricación de neumáticos, cubiertas o de sus partes constitutivas (fabricación de cámaras de aire B29D 23/24; unión de válvulas a cuerpos elásticos inflables B60C 29/00).
B29D 30/42 · · · Bandas de entretelas sin fin, sin núcleos de talones.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo y procedimiento para empalmar piezas de miembros de banda.
(13/03/2019) Dispositivo para empalmar miembros de banda para componentes de neumáticos, que comprende una primera pinza y una segunda pinza dispuestas para pinzar un primer extremo de un primer miembro de banda y un segundo extremo de un segundo miembro de banda, respectivamente, en el que al menos una entre la primera pinza y la segunda pinza puede desplazarse a lo largo de una dirección de empalme hasta una posición de empalme en la que la primera pinza y la segunda están situadas opuestas una respecto de la otra en dicha dirección de empalme para el empalme del primer extremo del primer miembro de banda y del segundo extremo del segundo miembro de banda en la dirección de empalme, en el que la primera pinza comprende un primer miembro de pinza superior y un primer miembro de pinza inferior para el pinzamiento en cooperación del primer…
Dispositivo de cierre automático de cremallera para miembro de lámina y método para producir un producto laminar.
(15/11/2017) Un dispositivo automático de cremallera para un miembro de lámina (S), para la unión conjunta de ambas partes de extremo del miembro de lámina (S) enrollado alrededor de la periferia de un tambor de moldeo (D) mientras se mueven las porciones de extremo de unión, que comprende:
medios de arrastre (15 ) para arrastrar un par de miembros de lámina (S) hacia el dispositivo ;
un par de medios de morder que se hacen girar y son accionados, para morder entre los dientes (10b) que engranan entre sí y que unen las porciones de extremo de unión del miembro de lámina (S) arrastrado hacia el dispositivo ; y
medios de sujeción (13, 13a, 13b, 16, 15 , 15 , 15 ) para la sujeción…
METODO DE FABRICACION DE MIEMBROS ESTRUCTURALES PARA CUBIERTAS Y SISTEMA PARA LLEVARLO A CABO.
(13/04/2010) Un método de fabricación de miembros estructurales para cubiertas que comprende las etapas de:
conformar continuamente una tira continua de una anchura que incluya la de una solapa de junta;
cortar la tira continua en tiras cortadas sucesivas de una longitud; y
tender sucesivamente un número predeterminado de las tiras cortadas sobre un soporte de tira y unir las tiras cortadas para formar un miembro estructural de cubierta; caracterizado porque:
la tira continua se alimenta continuamente a un cabezal de tendido de tira;
el cabezal de tendido de tira tiende la tira continua sobre el…
PROCEDIMIENTO Y APARATO PARA LA FABRICACION DE UNA TIRA CONTINUA HECHA DE ELEMENTOS UNIDOS.
(01/06/2006) Un procedimiento para fabricar un conjunto de tiras mediante la alimentación de una magnitud dada de una tira de anchura constante, que está formada por el revestimiento de una pluralidad de hilos con caucho, a un transportador desde una posición separada por una distancia dada en el lado del transportador en la dirección de un cierto ángulo de inclinación, cortar la tira a lo largo del transportador, desplazar el trozo de tira cortado con una cierta magnitud de módulo de avance mediante el transportador, unir una porción extrema delantera de un trozo de tira alimentado subsiguientemente con una porción extrema trasera del trozo de tira precedente, y repetir sucesivamente estas operaciones para fabricar un conjunto de tiras continuo , caracterizado porque el número de trozos de tira a unir se determina…
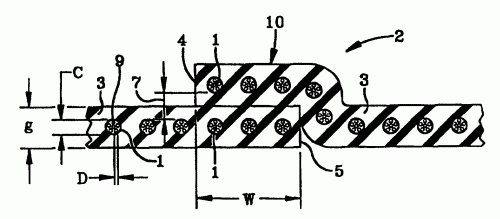
TEJIDO PARA CAPAS DE NEUMATICO REFORZADO CON CORDONES DE ACERO DE DIAMETRO DELGADO Y ESPESOR FINO Y METODO PARA CONECTAR DICHO TEJIDO AL RECUBRIRLO.
(01/08/2002). Ver ilustración. Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY. Inventor/es: TUBB, GARY, EDWIN, PRAKASH, AMIT, HEAD, WILLIAM JAMES, WOODS, TERRY, KENNETH.
SE DESCRIBE UN TEJIDO DE UNA CAPA PARA NEUMATICO REFORZADO CON CABLE DE ACERO DE DIAMETRO DELGADO Y CALIBRE DELGADO QUE PUEDE SER EFICAZMENTE UNIDO EN CAPAS SIN EFECTO PERNICIOSO. EL CABLE DE ACERO TIENE UNO O MAS FILAMENTOS , TENIENDO CADA FILAMENTO UN PORCENTAJE DE ESTIRAMIENTO SUPERIOR AL 2,5 % Y UNA RESISTENCIA A LA TRACCION DE AL MENOS (-2.000D + 4400 MPA) X 95 %, DONDE D ES EL DIAMETRO DEL FILAMENTO EN MILIMETROS. EL TEJIDO SE FABRICA PARA VEHICULOS DE PASAJEROS Y DE MERCANCIAS DE POCA CARGA USANDO UN CABLE PREFERIDO QUE ES UN ALAMBRE DE 1 + 5 X 0,18 MM DE 14 EXTREMOS POR PULGADA, PARA VEHICULOS DE CARGA PESADA Y PARA VEHICULOS DE CARGA LIGERA CLASIFICADOS E O MAYOR, EL NUMERO DE CABLES SE INCREMENTA A 28 EXTREMOS POR PULGADA. EL TEJIDO SE USA COMO UNA SOLA CAPA RADIAL PARA CUBIERTAS DE NEUMATICOS Y PUEDE SER UNIDO USANDO UNA TECNICA UNIDO DEBIDO A LA RESISTENCIA Y FINURA DEL CABLE EN COMBINACION CON UN CALIBRE (G) FINO ENTRE SUPERFICIES PROXIMAS.
APARATO PARA UNIR A TOPE UN MATERIAL LAMINAR.
(01/10/2001). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: SENBOKUYA, TAKASHI.
LA FUERZA Y LA EXACTITUD DE LA UNION ENTRE LOS EXTREMOS INICIAL Y FINAL (S1, S2) DE UN MATERIAL EN FORMA DE LAMINA (S) SE CONSIGUE MANTENIENDO LA DISTANCIA ENTRE ESTOS EXTREMOS (S1, S2) EN UN VALOR PREDETERMINADO POR MEDIO DE VARILLAS DE CONTROL . DESPUES DE QUE LAS PARTES DE LOS EXTREMOS (S3, S4) DEL MATERIAL EN FORMA DE LAMINA (S) HAYAN SIDO CONTACTADAS POR UNAS PALAS DE UNION SUPERIOR Y DEL FONDO (48, 49 Y 36, 37) UN SEGUIDOR DE LEVA SE MUEVE EN UNA RANURA PARA INTERRUMPIR TEMPORALMENTE LA TRANSFERENCIA DE LA FUERZA DE MOVIMIENTO A UNA BASE VERTICALMENTE MOVIL MIENTRAS QUE LAS VARILLAS DE CONTROL SE HACEN DESCENDER Y SE CONTRAEN DESDE UNA POSICION INTERMEDIA ENTRE LOS EXTREMOS (S1, S2) PARA FORMAR UN HUECO ENTRE ESTOS EXTREMOS (S1, S2). DE ESTA FORMA SE EVITA LA DEFORMACION DE LAS PARTES EXTREMAS (S3, S4) MANTENIDAS POR LAS PALAS DE UNION.
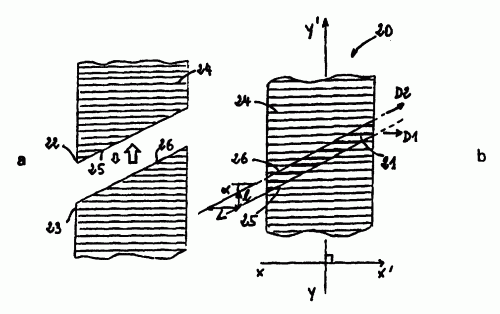
NEUMATICO RADIAL CON TELA DE CARCASA CON SOLDADURA POR RECUBRIMIENTO OBLICUO.
(16/06/2001). Ver ilustración. Solicitante/s: MICHELIN RECHERCHE ET TECHNIQUE S.A.. Inventor/es: PANIGHEL, BRUNO, CHAMPILOU, YVES.
NEUMATICO RADIAL CON AL MENOS UN FLANCO Y UN ARMAZON DE CARCASA CONSTITUIDA POR AL MENOS UNA LAMINA REFORZADA POR HILOS PARALELOS , ESTOS DE DIRECCION SENSIBLEMENTE RADIAL, QUE POSEE AL MENOS UNA SOLDADURA POR SOLAPAMIENTO FORMADA POR LA SUPERPOSICION DE DOS EXTREMOS O ELEMENTOS ADYACENTES DE DICHA LAMINA, CARACTERIZADA PORQUE, EN EL CITADO FLANCO, LA ORIENTACION GENERAL D2 DE LA SOLDADURA POR SOLAPAMIENTO ES OBLICUA CON RESPECTO A LA DIRECCION D1 DE LOS HILOS RADIALES . EL OBJETO DE LA INVENCION ES EN PARTICULAR UN NEUMATICO RADIAL PARA VEHICULOS TURISMO O CAMIONETAS, CUYA ARMAZON DE CARCASA TIENE UNA SOLA LAMINA RADIAL. LOS HILOS RADIALES SON EN PARTICULAR A BASE DE POLIESTER, PARTICULARMENTE DE POLIETILENO TEREFTALATO. EL NEUMATICO DE LA INVENCION, EN COMPARACION CON LOS NEUMATICOS RADIALES DE TECNOLOGIA ANTERIOR, PRESENTA UN ASPECTO EXTERIOR DE LOS FLANCOS MEJORADO.
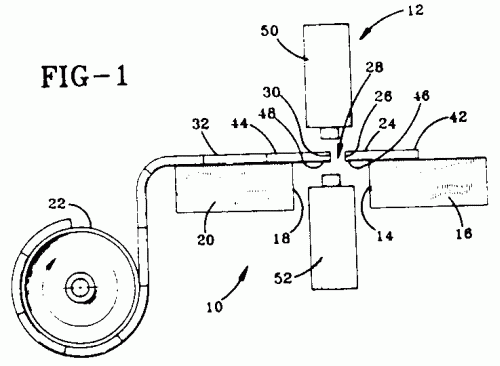
APARATO PARA EMPALMAR A TOPE MATERIAL EN CAPAS.
(16/11/1997). Ver ilustración. Solicitante/s: THE GOODYEAR TIRE & RUBBER COMPANY. Inventor/es: BETH HART, MARY, BENSON NASH, RICHARD.
UN APARATO PARA EMPALMAR A TOPE MATERIAL EN CAPAS COMPRENDE UNA ESTRUCTURA PARA EMPALMAR DOS TIRAS DE MATERIAL EN CAPAS EN RELACION DE EXTREMO CON EXTREMO DE MODO QUE LOS BORDES A LO LARGO DE LOS EXTREMOS OPUESTOS DE LAS TIRAS ESTEN APOYADOS A TOPE CADA UNO CONTRA EL OTRO Y QUE LAS SUPERFICIES SUPERIORES E INFERIORES (42, 44 Y 46, 48) DE LAS TIRAS SEAN COSIDAS ENTRE SI A TRAVES DE LA UNION ENTRE LOS BORDES APOYADOS A TOPE. LA ESTRUCTURA INCLUYE UNIDADES DE EMPALMAR ACCIONADAS PRIMERA Y SEGUNDA DISPUESTAS ENCIMA DE LAS SUPERFICIES SUPERIORES Y DEBAJO DE LAS SUPERFICIES INFERIORES , RESPECTIVAMENTE, DE LAS TIRAS DE MATERIAL PARA MOVIMIENTO SIMULTANEO A TRAVES DE LOS BORDES EXTENDIENDOSE A LO ANCHO DE LAS SUPERFICIES SUPERIORES E INFERIORES, RESPECTIVAMENTE, DE MODO QUE LOS EXTREMOS OPUESTOS DE LAS TIRAS DE MATERIAL SEAN METIDOS A PRESION DENTRO DE LAS RUEDAS DENTADAS DE EMPALMAR.
MECANISMO PARA UNIR MATERIAL DE CAPAS DE GOMA BRUTA AUTOADHESIVAS.
(16/06/1996). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: PANICALI, MARCELLO.
MECANISMO POR EL CUAL, PARA UNIR LAS CARAS CONFRONTADAS (4A, 4B) DE UNA CAPA DE GOMA BRUTA AUTOADHESIVA UTILIZANDO UN ACCESORIO DE ASIMIENTO CON UN MIEMBRO DE PRESION Y UNA PLACA DE CONTRAPRESION PARA ASIR LA CAPA HASTA UNA PRESION DADA E IMPARTIR UN IMPULSO DETERMINADO SOBRE LOS EXTREMOS (4A, 4B) DE LA CAPA PARA ACERCARLOS, EL ACCESORIO DE ASIMIENTO SE MUEVE HACIA ADELANTE Y HACIA ATRAS A LO LARGO DE UNA RUTA PARALELA A LOS EXTREMOS (4A, 4B) DE LA CAPA Y DEFINIDAS POR UNA GUIA DISEÑADA PARA MOVERSE HACIA Y DESDE UNA POSICION OPERATIVA EN LA CUAL LA PLACA DE CONTRAPRESION Y LOS BORDES (4A, 4B) DE LA CAPA SON SUSTANCIALMENTE COPLANARES, Y EN LA CUAL LOS MIEMBROS DE ELEVACION COOPERAN CON LA CAPA PARA ELEVAR LOS EXTREMOS RESPECTIVOS (4A, 4B) EN LA PLACA DE CONTRAPRESION Y ENCAJADO CON EL ACCESORIO DE ASIMIENTO.
APARATO Y METODO PARA UNIR UN MATERIAL DE HOJAS ELASTOMERICAS.
(16/04/1996). Solicitante/s: UNIROYAL GOODRICH LICENSING SERVICES, INC.. Inventor/es: TOKITA, NOBORU, LINDQUIST, JOHN R.
LA UNION DE LAS HOJAS ELASTOMERICAS (82A, 82B) INCLUYE EN SUMINISTRAR UNA SUPERFICIE DE SOPORTE CON UNA CAVIDAD DENTRO DE ELLA. LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS (82A, 82B) SE SUPERPONEN DE TAL MODO QUE CADA PORCION FINAL FRANQUEA LA CAVIDAD . HAY UNA HERRAMIENTA EN UN LADO DE LAS HOJAS ELASTOMERICAS OPUESTAS A LA CAVIDAD . UNA PARTE DE LA HERRAMIENTA ENTRA EN LA CAVIDAD PARA DEFORMAR LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS (82A, 82B) Y FORMAR UNA JUNTA QUE TENGA UN GROSOR MENOR QUE EL GROSOR COMBINADO DE LAS PORCIONES FINALES DE LAS HOJAS ELASTOMERICAS ANTES DE LA DEFORMACION.
UNION DE MATERIAL DE LAMINA ELASTOMERO REFORZADO.
(16/11/1995) UN APARATO PARA CONSTRUIR UN NEUMATICO COMPRENDE UN SUMINISTRO DE MATERIAL DE LAMINA ELASTOMERA DE UNA LONGITUD PREDETERMINADA, Y QUE TIENE ESPACIADAS UNAS PARTES EXTREMAS PRIMERA Y SEGUNDA. UNA PLURALIDAD DE MIEMBROS DE REFUERZO QUE SE EXTIENDEN PARALELAMENTE ESTAN CONTENIDOS EN EL MATERIAL DE LAMINA ELASTOMERA, DE LOS QUE LOS MIEMBROS DE REFUERZO ADYACENTES ESTAN ESPACIADOS UNA PRIMERA DISTANCIA SUSTANCIALMENTE IGUAL. UN SEPARADOR PARA DEFORMAR ELASTICAMENTE LAS PARTES EXTREMAS PRIMERA Y SEGUNDA DEL MATERIAL DE LAMINA ELASTOMERA INCREMENTA LA DISTANCIA ENTRE LOS MIEMBROS DE REFUERZO ADYACENTES DE CADA UNA DE LAS PARTES EXTREMAS PRIMERA Y SEGUNDA HASTA UNA SEGUNDA DISTANCIA SUPERIOR…
DISPOSITIVO PARA EMPALMAR TRANSVERSALMENTE LAMINAS DE UN ELASTOMERO.
(01/05/1995). Solicitante/s: BRIDGESTONE/FIRESTONE , INC.. Inventor/es: LIPPA, ROBERTO.
PARA EMPALMAR LOS EXTREMOS TRANSVERSALES DE LOS ELEMENTOS DE UNA LAMINA DE ELASTOMERO, SE EMPLEA, EN PARTICULAR PARA FABRICAR NEUMATICOS, UN DISPOSITIVO DE EMPALME AUTOMATICO CON UN RODILLO DISEÑADO PARA MOVERSE, ACCIONADO POR UN DISPOSITIVO, A LO LARGO DEL EMPALME QUE SE ESTA REALIZANDO, Y EN CONTACTO CON LA PARTE TRASERA DE VARIAS CUCHILLAS AGRUPADAS EN UN CONJUNTO PERO MOVILES EN SENTIDO AXIAL UNAS CON RESPECTO A OTRAS. DICHAS CUCHILLAS ESTAN DISPUESTAS DE FORMA PERPENDICULAR AL EMPLAME, E IGUALMENTE ESPACIADAS, CON SUS EXTREMOS DELANTEROS EN CONTACTO CON EL ELASTOMERO, DE TAL FORMA QUE SON EMPUJADAS CONTRA EL MISMO SUCESIVAMENTE POR EL MENCIONADO RODILLO.
METODO DE PRODUCIR NEUMATICOS RADIALES.
(01/07/1993). Solicitante/s: BRIDGESTONE CORPORATION. Inventor/es: HIRANO, SHINICHI, AKIYAMA, TSUNEHARU.
UNA APARIENCIA IRREGULAR DE UNA CARA LATERAL DE UN NEUMATICO RADIAL SE MEJORA DISPONIENDO UNA LAMINA DE GOMA PARTICULAR SOBRE UNA CARA EXTERIOR DE UNA PARTE SOLAPADA DE UN MATERIAL DE CARCASA O ENTRE PARTES DE BORDE OPUESTAS DEL MATERIAL DE CARCASA A SOLAPAR. LA LAMINA DE GOMA NO VULCANIZADA TIENE UNA ANCHURA DE 5-80 MM, UN GROSOR DE NO MAS DE 1,5 MM Y UN MODULO DE TENSION CON UNA ELONGACION DEL 100% TRAS VULCANIZACION NO SUPERIOR A 80 KG/CM2.
PROCEDIMIENTO PARA IMPEDIR ESTRANGULAMIENTOS EN EMPALME DE BANDAS DE NEUMATICOS ASI COMO DISPOSITIVOS PARA MEDICION Y FABRICACION DE COMPROBADORES DE EMPALME DE BANDAS DE NEUMATICOS.
(01/04/1993). Solicitante/s: RHONE-POULENC VISCOSUISSE SA. Inventor/es: LANG, BRUNO.
EN UN PROCEDIMIENTO PARA IMPEDIR ESTRANGULAMIENTOS EN EMPALME DE UNA BANDA DE NEUMATICO Y CON ELLO EL ONDULAMIENTO PROVOCADO DEL NEUMATICO SE ENSAMBLAN LOS CABOS CALNDRADOS DE LA BANDA EN SUS LUGARES DE CORTE Y SE PROVEEN CON UNA BANDA DE EMPALME CON LOS CABOS QUE TRANSCURREN OBLICUAMENTE A LOS CABOS DE LA BANDA. LA BANDA DE EMPALME 85) MUESTRA CABOS DE BAJA MODULACION COMO LA BANDA. EL PROCEDIMIENTO POSIBILITA LA FABRICACION DE BANDAS DE NEUMATICOS LIBRES DE ESTRANGULAMIENTOS. SE DETALLA UN APARATO DE PRUEBA Y MEDICION VULCANIZADO PARA DETERMINACION DEL ESTRANGULAMIENTO QUE CONSTA DE UN MARCO Y UNA CUBIERTA . LA CUBIERTA ESTA PROVISTA DE UN RACOR DE EMPALME (8') PARA AIRE COMPRIMIDO PARA INFLAR EL COMPROBADOR DE EMPALME.
PROCESO PARA EMPALMAR LOS BORDES DE UN TEJIDO CAUCHUTADO DESTINADO A LA FABRICACION DE NEUMATICOS.
(01/03/1992). Solicitante/s: COMPAGNIE GENERALE DES ETABLISSEMENTS MICHELIN-MICHELIN & CIE. Inventor/es: TARDIVAT, JEAN-CLAUDE, AUPIC, BERNARD.
EL PROCESO DE EMPALME HASTA EL FIN DE LOS BORDES UN TEJIDO CAUCHUTADO, FORMADO POR ELEMENTOS DE REFUERZO, PARALELOS ENTRE ELLOS Y CON UNA SEPARACION P, CONSISTE EN INYECTAR, A PRESION Y A CALOR, ENTRE LOS ELEMENTOS DE REFUERZO DE LOS BORDES DISTANTES CON UN VALOR D SUPERIOR A 1,5 P, UNA MEZCLA DE CAUCHO QUE POSEE UNAS PROPIEDADES DE COHESION Y ALARGAMIENTO SUPERIORES DE LOS ELEMENTOS DE REFUERZO. EN EL NEUMATICO REALIZADO A PARTIR DE UN SOLO TEJIDO, LA MEZCLA DE SOLDADURA TIENE UN MODULO DE ELASTICIDAD EN TENSION SUPERIOR AL MISMO MODULO DE LA MEZCLA DE REVESTIMIENTO DE LOS ELEMENTOS DE REFUERZO DE LA ARMADURA DE CARCASA MOVIL.
HERRAMIENTA MOTORIZADA PARA UNIR TAPAS AUTOADHESIVAS DE CAUCHO SIN VULCANIZAR.
(01/01/1985). Solicitante/s: THE FIRESTONE TIRE & RUBBER COMPANY.
HERRAMIENTA MOTORIZADA PARA UNIR TAPAS AUTOADHESIVAS DE CAUCHO SIN VULCANIZAR.CONSTA DE UN BRAZO SUPERIOR CON DOS CUERPOS RODANTES QUE SE MONTAN EN ROTACION EN EL; UN BRAZO INFERIOR CON DOS CUERPOS RODANTES LLEVADOS EN ROTACION POR EL; DISCOS CON SUPERFICIES CILINDRICA Y PROVISTOS DE CORONAS PERIMETRICAS DE DIENTES QUE ENGRANAN ENTRE SI EN UNA SECCION SITUADA ENCARADA AL BRAZO Y DOS RODILLOS CILINDRICOS DE ROSCA EXTERNA QUE SE MONTAN SOBRE SUS EJES LLEVADOS POR LOS BRAZOS OPUESTOS DE UNA HORQUILLA DE LA PARTE INTERMEDIA DEL BRAZO POR MEDIO DE DOS TORNILLOS ADYACENTES QUE SOSTIENEN A DOS RODILLOS DE PRESION DE ROTACION LIBRE QUE SE SITUAN EN LADOS OPUESTOS DE.
PROCEDIMIENTO PARA LA FABRICACION DE NEUMATICOS RADIALES.
(01/09/1982). Solicitante/s: SOCIETA PNEUMATICI PIRELLI S.P.A..
PROCEDIMIENTO PARA LA FABRICACION DE NEUMATICOS RADIALES COMPUESTOS POR UNA CARCASA RADIAL, UNA BANDA DE RODAJE Y UNA ESTRUCTURA ANULAR DE REFUERZO ENTRE CARCASA Y BANDA DE RODAJE FORMADA POR TRES CAMPAS DE CUERDECILLAS, DOS DE ELLAS METALICAS Y OTRA MAS EXTERIOR DE MATERIAL TEXTIL. SE CONFECCIONA LA CARCASA RADIAL SOBRE UN TAMBOR EXPANSIONABLE, DANDOLA CONFIGURACION TORICA EN EL ESTADO NO VULCANIZADO. SE APLICA LA ESTRUCTURA ANULAR DE REFUERZO Y LA FAJA BANDA DE RODAJE. FINALMENTE, SE MOLDEA Y VULCANIZA EL NEUMATICO.
UN METODO PARA OBTENER UNA CINTA CONTINUA DE TEJIDO ENGOMADO PROVISTA DE ELEMENTOS DE REFUERZOS TRANSVERSALES.
(16/08/1976). Solicitante/s: INDUSTRIE PIRELLI, S. PER A..
Resumen no disponible.
{kind=link}
{kind=link}
{kind=link}