CIP-2021 : B28B 7/44 : para el tratamiento mediante gases o para la desgasificación, p. ej. para la desaireación.
CIP-2021 › B › B28 › B28B › B28B 7/00 › B28B 7/44[2] › para el tratamiento mediante gases o para la desgasificación, p. ej. para la desaireación.
Notas[t] desde B21 hasta B32: CONFORMACION
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B28 TRABAJO DEL CEMENTO, DE LA ARCILLA O LA PIEDRA.
B28B CONFORMACION DE LA ARCILLA O DE OTRAS COMPOSICIONES CERAMICAS; CONFORMACIÓN DE ESCORIAS; CONFORMACIÓN DE MEZCLAS QUE CONTENGAN SUSTANCIAS ANALOGAS AL CEMENTO, p. ej. YESO (moldeo en fundición B22C; trabajo de la piedra o de materiales similares B28D; conformación de sustancias en estado plástico en general B29C; fabricación de productos estratificados no compuestos enteramente de estas sustancias B32B; conformación in situ , ver las clases correspondientes de la sección E).
B28B 7/00 Moldes; Machos; Mandriles (especialmente adaptados para la fabricación de objetos de forma tubular B28B 21/00).
B28B 7/44 · · para el tratamiento mediante gases o para la desgasificación, p. ej. para la desaireación.
CIP2021: Invenciones publicadas en esta sección.
Método para producir un objeto unido que comprende un material granular carbonatado moldeado por presión.
(02/10/2019). Solicitante/s: Carbstone Innovation NV. Inventor/es: NIELSEN, PETER, VAN MECHELEN,DIRK, QUAGHEBEUR,MIEKE.
Un método para producir un objeto unido por moldeo por presión y carbonatación de un material granular carbonatable, caracterizado por que el material granular se aplica en un molde, se pone en contacto en dicho molde con un gas que contiene al menos 1% en vol. de dióxido de carbono y posteriormente se moldea por presión en dicho molde bajo una presión de compactación de al menos 25 MPa en presencia de dicho gas de modo que se carbonata durante dicha etapa de moldeo por presión, donde dicho material granular comprende escoria de los procesos de producción de metales, escoria de la producción de fósforo, cenizas de fondo y/o cenizas volantes, comprendiendo el material granular preferiblemente escoria de acero, en particular escoria de acero inoxidable.
PDF original: ES-2754783_T3.pdf
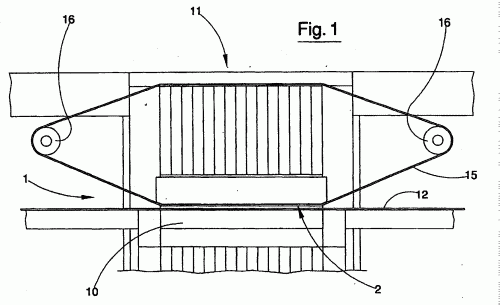
Prensa para vibrocompresión al vacío de losas o bloques o artículos de material aglomerado o cerámico.
(22/07/2015) Prensa para vibrocompresión al vacío de losas o bloques o artículos de material aglomerado o cerámico, que comprende un pistón con una superficie de presión provisto de unos medios que generan un movimiento vibratorio que comprenden un primer y segundo conjuntos de dispositivos vibrantes , estando cada dispositivo provisto de al menos un árbol rotativo con una masa excéntrica, girando los árboles de los dispositivos vibrantes de un conjunto en el sentido opuesto a los árboles de los dispositivos vibrantes del otro conjunto, caracterizada por que cada conjunto comprende al menos dos dispositivos vibrantes que están dispuestos con sus respectivos árboles no coaxiales e interconectados por unos medios de conexión cinemática para girar en sincronismo, presentando dichos dispositivos de cada…
(07/05/2013) Punzón para cerámica.
Comprende una matriz o cuerpo inferior , fijo, provisto de uno o más alvéolos de conformación de los bizcochos de las piezas cerámicas, un dispositivo eyector de los bizcochos conformados en cada uno de los alvéolos , al menos un cuerpo superior , móvil, que conforma o está provisto de un molde de prensado cuya forma es concordante con el correspondiente alvéolo , comprendiendo además una faldilla externa, dispuesta en el perímetro del cuerpo superior , que deja entre ésta y dicho cuerpo superior un hueco .
Molde isostático para formar badosas.
(08/08/2012) Molde isostático apto para formar baldosas, que comprende un cuerpo metálico y una membrana elásticamente deformable (6, 6', 6'') que está agarrada firmemente al cuerpo metálico en una pluralidad de zonas de fijación (25, 28, 290, 21, 22, 24', 24'') predeterminadas distintas, de manera que una cámara intermedia herméticamente sellada está delimitada entre la membrana elástica (6, 6', 6") y el cuerpo metálico , estando destinada dicha cámara a contener un fluido incompresible, en el que unos casquillos rígidos (5, 5'') son introducidos en la membrana elástica (6, 6', 6''), definiendo cada uno de dichos casquillos rígidos (5, 5") una boquilla de ventilación que pasa al interior de un cuerpo de la membrana elástica (6, 6', 6") y que se comunica con un entorno exterior a través de un sistema de conductos…
PROCEDIMIENTO PARA LA FABRICACION DE ARTICULOS EN FORMA DE BALDOSAS.
(31/01/2011) Procedimiento para la fabricación de artículos eh forma de baldosas relacionado con la tecnología de compactación por medio del vacío por vibrocompresión para fabricar baldosas compuestas de piedra, siendo el aglomerante una dispersión de sílice coloidal en agua y experimentando el artículo moldeado en bruto resultante de la etapa de vibrocompresión una etapa de secado destinada a extraer el agua presente en la baldosa vibrocompactada. Posteriormente, los poros de dicha baldosa se rellenan con metacrilato de metilo y se lleva a cabo el endurecimiento de la resina por medio del calentamiento en agua caliente
PROCEDIMIENTO E INSTALACION PARA LA FABRICACION DE BLOQUES DE PIEDRA CONGLOMERADA O MATERIAL CERAMICO.
(05/04/2010) Procedimiento para la fabricación de bloques de material conglomerado de piedra que comprende las etapas siguientes:
(a) preparar por lo menos una mezcla bajo condiciones atmosféricas, comprendiendo la mezcla una piedra granulada, material cerámico o similar a la piedra de un tamaño de partícula seleccionado y un aglutinante endurecedor;
(b) incorporar dicha mezcla en una cinta transportadora ;
(c) desairear dicha mezcla por medio de un vacío mientras se alimenta a modo de caída libre desde dicha cinta transportadora en un encofrado que presente unas dimensiones adecuadas;
(d) vibrocomprimir al vacío la mezcla contenida en dicho encofrado ;
(e) endurecer el aglutinante de la mezcla,
en el que además la etapa (b), en la que dicha…
MARCO PROTECTOR CONTRA POLVO EN MOLDES.
(01/11/2007). Ver ilustración. Solicitante/s: MACER, S.L.. Inventor/es: POYATOS MORA,AGUSTIN, PARRA RODRIGUEZ,CONSTANTINO.
Marco protector contra polvo en moldes.#Incluye al menos un cuerpo laminar de material elástico a modo de fuelle compuesto por varios tramos soldados que ocultan una junta de separación entre dos partes de un molde que poseen movimiento relativo entre sí a fin de evitar la entrada de suciedad dentro de esa junta, evitándose así un mal funcionamiento del conjunto del molde.#Básicamente el cuerpo laminar comprende un perfil con al menos un doblez y un tejadillo con unos tramos extremos por donde se fija el conjunto del fuelle con ayuda de una pletina de fijación.#El material elastómero nos permite la variación de la formulación, e incluso variaciones en el grosor según las necesidades.#Por otro lado, se ha previsto la posibilidad de incorporar una pieza perimetral a modo de marco de material metálico no oxidable como medio de unión del fuelle a una de las partes del molde.
DISPOSITIVO PARA ELIMINAR AIRE DE UN MATERIAL EN POLVO FLACCIDO EN UN CICLO DE MOLDEO POR PRESION PARA LA FABRICACION DE PRODUCTOS CERAMICOS.
(01/01/2007) Dispositivo de moldeo por presión para productos cerámicos obtenidos a partir de material en polvo fláccido, en el cual el material es prensado entre las superficies enfrentadas de un elemento superior y un elemento inferior que se prensan uno contra el otro, al menos una de las dos superficies estando provista de una pluralidad de orificios que están en comunicación directamente con cavidades que se comunican libremente con el ambiente externo; al menos aquella superficie, de las dos, que está provista de la pluralidad de orificios siendo una superficie activa , destinada a entrar en contacto directo con el material en polvo, de un cuerpo plano , el cual cuerpo plano presenta, en una cara situada…
PROCEDIMIENTO MEJORADO PARA LA PRODUCCION DE LOSAS DE MATERIAL CERAMICO.
(16/07/2005). Solicitante/s: TONCELLI, MARCELLO. Inventor/es: TONCELLI, MARCELLO.
Procedimiento para la producción de losas de material cerámico, del tipo en el que una mezcla de un material granulado y un aglomerante de base acuosa, depositada en unas cantidades dosificadas en un soporte temporal, es sometido a una etapa de condensación con vibración bajo vacío y a continuación a una etapa de secado, durante la cual la mezcla condensada por vibración es soportada mediante un material poroso, y una etapa de cocción, durante la cual la losa seca se apoya en la superficie de cocción por medio de una capa protectora temporal de material refractario (engobe), caracterizado porque dicha mezcla, antes de la etapa de condensación con vibración bajo vacío, es encerrada entre dos hojas, una primera hoja y una segunda hoja respectivamente, de cartón o cartulina de un espesor suficiente como para absorber el exceso de mezcla acuosa, siendo extraídas dichas hojas antes de dicha etapa de secado.
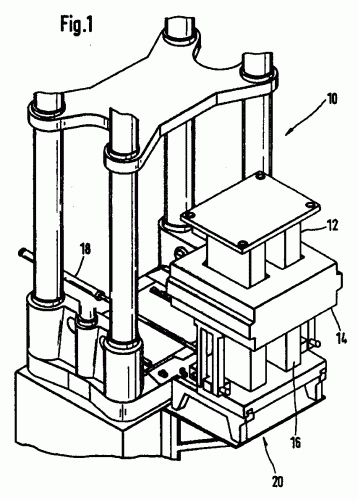
PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA MOLDEADA, PRENSA PARA REALIZAR EL PROCEDIMIENTO Y PIEZA MOLDEADA FABRICADA SEGUN EL PROCEDIMIENTO.
(16/08/2004). Ver ilustración. Solicitante/s: LAEIS + BUCHER GMBH. Inventor/es: EPING, KARL ANTONIUS PAUL.
SE DESCRIBE UN PROCEDIMIENTO PARA LA FABRICACION DE UNA PIEZA PREFORMADA PARTIENDO DE COMO MINIMO UNA MEZCLA COMPUESTA DE AL MENOS ARENA, ARIDOS, CEMENTO Y AGUA. LA INVENCION PROPONE QUE LOS COMPONENTES, QUE FORMAN UNA MEZCLA GRANULADA, SE PRENSEN CON PRESIONES DE VALORES MINIMOS DE 5 KN/CM2 PARA OBTENER LA PIEZA PREFORMADA. OBJETO DE LA INVENCION ES ADEMAS UNA PRENSA PARA LLEVAR A CABO EL PROCEDIMIENTO. FINALMENTE SE PROCEDERA A PROTEGER LA PIEZA RESULTANTE DE DICHO PROCEDIMIENTO.
DISPOSITIVO MEJORADO PARA EL MOLDEADO DE PRODUCTOS CERAMICOS, INCLUIDOS AZULEJOS, BALDOSAS, LOSAS Y SIMILARES, MEDIANTE PRENSADO DE POLVOS.
(16/08/2004). Ver ilustración. Solicitante/s: RONFLETTE S.A.. Inventor/es: STEFANI, FRANCO.
Dispositivo mejorado para el moldeado de productos cerámicos, incluidos azulejos, losas, baldosas y similares, por prensado de polvos, que comprende un elemento inferior para soportar los polvos a prensar, y un elemento superior , entre los cuales elemento inferior y elemento superior se presionarán los polvos , caracterizado por el hecho que comprende medios para circundar y aislar herméticamente al menos una parte de los polvos para prensar entre el elemento inferior y el elemento superior con respecto al ambiente externo y creando un ambiente aislado para los polvos , también comprendiendo medios para la evacuación del aire aptos para evacuar el aire del ambiente aislado, que crean una menor presión en el mismo ambiente aislado.
PROCEDIMIENTO DE FABRICACION DE PRODUCTOS DE LOSA CEMENTOSOS.
(16/01/2004). Solicitante/s: TONCELLI, MARCELLO. Inventor/es: TONCELLI, MARCELLO.
SE FABRICAN PRODUCTOS CEMENTOSOS EN FORMA, BIEN DE BALDOSAS O TEJAS DE UNA SOLA CAPA O DE BLOQUES QUE SERAN SERRADOS POSTERIORMENTE EN FORMA DE BALDOSAS, A PARTIR DE UNA MEZCLA DE MATERIAL DE PIEDRA GRANULADA CON UN TAMAÑO DE PARTICULA PREDETERMINADO Y DE UNA MEZCLA DE UNION FORMADA POR CEMENTO, UNA CANTIDAD ENTRE 0,25 Y 0,36 PARTES EN PESO DE AGUA EN RELACION AL PESO DE CEMENTO, Y UN PLASTIFICANTE PARA SUSPENSIONES DE CEMENTO, SIENDO LA CANTIDAD DE MEZCLA DE UNION AÑADIDA, LIGERAMENTE SUPERIOR RESPECTO A LA CANTIDAD CORRESPONDIENTE AL INDICE DE POROSIDAD DEL MATERIAL GRANULADO. EL APARATO EMPLEADO CONSTITUYE UN MOLDE DE FORMACION, QUE CONTIENE UNA CAPA DE LA MEZCLA DE GROSOR PREDETERMINADO, QUE SE SOMETERA A UNA PRIMERA FASE MUY CORTA DE DESAIREACION, POR APLICACION DE UN VACIO MUY ELEVADO Y A UNA FASE POSTERIOR DE VIBRACION CON APLICACION DE VACIO REDUCIDO, TRAS LO CUAL EL MOLDE SE DIRIGE HACIA LAS ETAPAS DE FRAGUADO Y ENDURECIMIENTO.
DISPOSITIVO DE MOLDES PARA LA FABRICACION DE PIEZAS DE BARRO POR PRENSADO.
(16/02/2003). Ver ilustración. Solicitante/s: VALLS TOMAS,JOSE. Inventor/es: VALLS TOMAS,JOSE.
1. Dispositivo de moldes para la fabricación de piezas de barro por prensado, especialmente adecuado para la conformación de piezas de barro cerámico caracterizado porque comprende unas canalizaciones interior en el seno de cada uno de las matrices del molde con sus correspondientes entradas y salidas de flujo, para la circulación de aire forzada o no forzada. 2. Dispositivo de moldes para la fabricación de piezas de barro por prensado, de conformidad con la reivindicación 1 caracterizado porque comprende un aparato de circulación forzada de aire, ventilador o compresor conectado mediante una conducción con las entradas a las canalizaciones de las matrices del molde . 3. Dispositivo de moldes para la fabricación de piezas de barro por prensado, de conformidad con la reivindicación 1, caracterizado porque las canalizaciones existentes en las matrices del molde están dispuestos en torno a los negativos de la pieza.
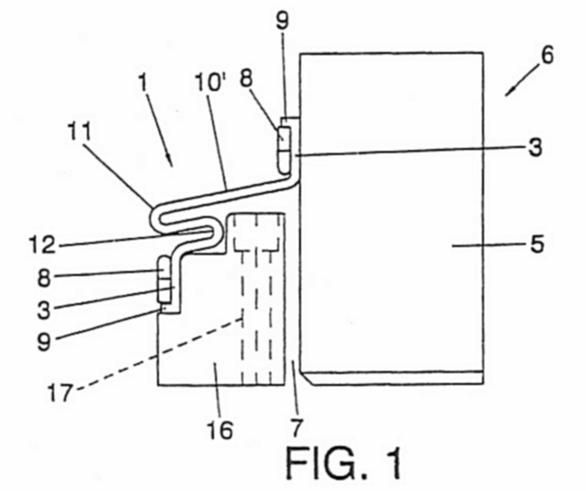
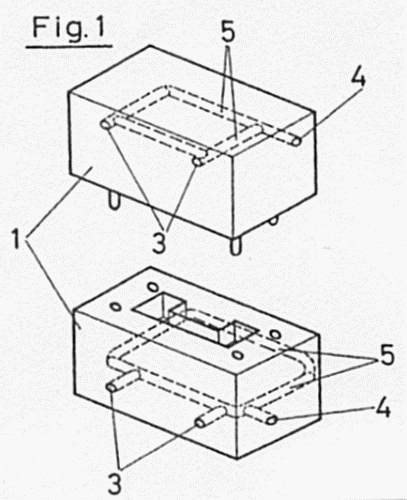
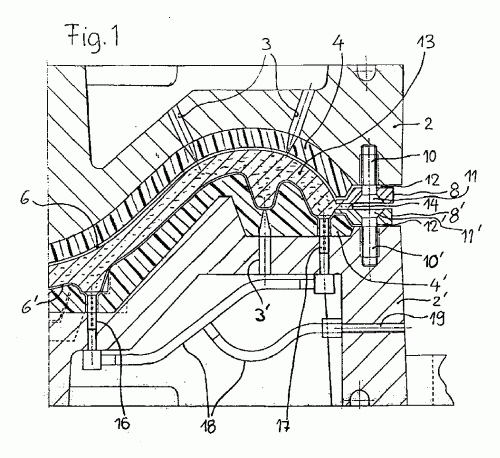
MOLDE PARA PRENSAR CUERPOS DE MOLDEO A PARTIR DE MASAS PLASTICAS.
(01/03/1999). Ver ilustración. Solicitante/s: RIETER-WERKE HANDLE GMBH & CO. KG. Inventor/es: HANDLE, RAINER, DIPL.-ING.
UN MOLDE PARA PRENSAR CUERPOS DE MOLDEO DE MATERIAL CERAMICO MUESTRA DOS MITADES DE MOLDE, QUE MUESTRAN CADA UNA UNA PIEZA DE APOYO (2, 2') DE METAL LIGERO O DE UNA ALEACION DE METAL LIGERO Y UN NUCLEO (4, 4') DE RESINA SINTETICA, ASI COMO UNA REGLETA MARGINAL (8, 8') METALICA DEL LADO DEL HUECO DEL MOLDE. ESTAS REGLETAS MARGINALES (8, 8') ESTAN UNIDAS DE FORMA ELECTRICAMENTE CONDUCTORA A LA MITAD DE MOLDE CORRESPONDIENTE, Y UNA DE LAS REGLETAS MARGINALES PUEDE UNIRSE A UN POLO DE UNA FUENTE DE TENSION ELECTRICA, CUYO OTRO POLO PUEDE UNIRSE A LA OTRA MITAD DE MOLDE CORRESPONDIENTE. LAS REGLETAS MARGINALES (8, 8') DE LAS DOS MITADES DE MOLDE TIENEN EN ESTADO DE CIERRE DEL MOLDE UNA SEPARACION MUTUA RELLENADA CON LA MASA PLASTICA, POR LA QUE CIRCULA CORRIENTE AL APLICAR UNA TENSION, DE TAL MANERA QUE MEDIANTE EL ELECTROSCHOCK GENERADO CON ELLO SE OBTIENE UN EFECTO SEPARADOR DEL CUERPO DE MOLDEO DESDE LA MITAD DE MOLDE CORRESPONDIENTE.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}