CIP-2021 : B23K 11/04 : Soldadura a tope por chispa.
CIP-2021 › B › B23 › B23K › B23K 11/00 › B23K 11/04[1] › Soldadura a tope por chispa.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B23K 9/00 hasta B23K 13/00: Soldadura o corte eléctricos
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR.
B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D).
B23K 11/00 Soldadura por resistencia; Seccionamiento por calentamiento por resistencia.
B23K 11/04 · Soldadura a tope por chispa.
CIP2021: Invenciones publicadas en esta sección.
Dispositivo de protección frente a salpicaduras de soldadura con un sistema de limpieza integrado, y método de limpieza de dicho dispositivo.
(27/05/2020). Solicitante/s: DANIELI & C. OFFICINE MECCANICHE S.P.A.. Inventor/es: TRINCO,ANDREA, ZILLI,DAVIDE.
Dispositivo de pantalla para salpicaduras de soldadura para la protección de salpicaduras inducidas por un sistema de soldadura de palanquillas, definiendo el dispositivo de pantalla un eje longitudinal rectilíneo Z, comprendiendo
una pantalla protectora que presenta una primera cavidad interna definida por unas primeras superficies internas , comprendiendo un orificio para el paso de palanquillas en un lado exterior de la pantalla protectora ;
y caracterizado por:
un dispositivo de limpieza para limpiar las primeras superficies internas , que se dispone en la primera cavidad interna,
accionando medios capaces de provocar que la pantalla protectora se deslice en relación con el dispositivo de limpieza , en una dirección paralela al eje longitudinal rectilíneo Z.
PDF original: ES-2813075_T3.pdf
Dispositivo de fuente de alimentación, sistema de unión y método de procesamiento por conducción.
(26/02/2020) Un dispositivo de fuente de alimentación que suministra una corriente de salida a un dispositivo de procesamiento eléctrico que realiza procesamiento eléctrico sobre piezas de trabajo, comprendiendo el dispositivo de fuente de alimentación:
una primera fuente de alimentación;
un interruptor de recuperación de energía magnética que recibe una corriente suministrada desde la primera fuente de alimentación y convierte la corriente recibida en la corriente de salida;
y estando caracterizado por:
una unidad de control que está configurada para controlar el interruptor de recuperación de energía magnética de manera que una frecuencia de corriente eléctrica de la corriente de salida incluye una primera frecuencia de corriente…
Módulo de soldadura para soldar dos carriles de una vía.
(11/12/2019) Módulo de soldadura para soldar dos carriles de una vía, con un carril conductor y con unas unidades de sujeción de carril que pueden moverse entre sí mediante accionamientos de desplazamiento en una dirección longitudinal de módulo , que en cada caso presentan mordazas de sujeción que mediante un accionamiento pueden colocarse por pares contra el carril , estando unidas las mordazas de sujeción previstas para una transmisión de corriente con respecto a una de las dos unidades de sujeción de carril a través de una línea de corriente con un contacto de carril conductor que mediante un accionamiento…
Dispositivo y método para enfriar una zona de carril soldada.
(25/03/2019) Un dispositivo para enfriar una zona de soldadura de carril , el dispositivo comprende:
un primer enfriador configurado para enfriar una parte de la cabeza de la zona de soldadura de carril ;
un segundo enfriador configurado para enfriar una parte del alma de la zona de soldadura de carril, y una sección de control configurada para controlar el primer y segundo enfriador, en donde:
el primer enfriador incluye una primera sección de detección de temperatura que está configurada para detectar una temperatura de la parte de la cabeza , y una primera sección de expulsión que está…
Equipo de soldadura para raíles.
(27/02/2019). Solicitante/s: Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H. Inventor/es: STEINER,ROLAND.
Equipo de soldadura para la unión de dos raíles de una vía por soldadora a tope por chispa, con mordazas de sujeción que presentan superficies de contacto previstas para su ajuste a un alma de raíl , caracterizado por que:
a) para una transmisión de corriente se prevé una mordaza de corriente que presenta superficies de contacto previstas para su ajuste a un alma de raíl ;
b) la mordaza de corriente se puede desplazar en relación con la mordaza de sujeción en una dirección de apriete que conduce al ajuste al raíl ;
c) en una posición de fuera de servicio distanciada del alma de raíl , la mordaza de corriente se encuentra, debido a la presión de un resorte de apriete , en una posición final anterior, respecto a la dirección de apriete , en la que la superficie de contacto de la mordaza de corriente sobresale de la superficie de contacto de la mordaza de sujeción.
PDF original: ES-2702191_T3.pdf
Soldadora a tope por chispa con un sistema de leva accionado por un servomotor.
(02/08/2017). Solicitante/s: Ideal-Werk C. & E. Jungeblodt GmbH & Co.KG. Inventor/es: JUNGEBLODT,MAX CLEMENS.
Soldadora a tope por chispa
- con una transmisión ,
- con un mecanismo de leva , que está acoplado con una transmisión,
- con un primer medio de soporte para sostener una primera pieza que unir, que está unida con un palpador del mecanismo de leva y
- con un segundo medio de soporte para sostener una segunda pieza que unir,
caracterizada por que la transmisión incluye un servomotor , y la máquina presenta un medio de control y/o de regulación, con el cual puede controlarse y/o regularse un giro del servomotor y el cuerpo de leva acoplado con él, por lo que el medio de control y/o de regulación es programable y/o se puede elegir entre programas del medio de control y/o de regulación, donde al menos un programa proporciona un movimiento previsto del cuerpo de leva.
PDF original: ES-2641932_T3.pdf
Soldadura sin aporte de material de un elemento de aparato de vía y un tramo de raíl.
(30/11/2016). Solicitante/s: VOSSLOH COGIFER. Inventor/es: MUGG,PHILIPPE, BAUMERT,SERGE.
Fila de raíl con un elemento de aparato de vía férrea de acero altamente aleado, en el que al menos un elemento aleado tiene un contenido igual a al menos el 5 % en masa y un tramo de raíl de acero de media aleación, unidos directamente uno al otro a través de una soldadura sin aporte de metal, el tramo de raíl está formado por un acero bainítico de bajo contenido en carbono de media aleación, caracterizado porque dicho acero bainítico tiene, en masa, la siguiente composición:
- del 0,05 % al 0,50 % de carbono;
- del 0,5 % al 2,5 % de manganeso;
- del 0,6 % al 3 % de silicio o de aluminio;
- del 0,25 % al 3,1 % de cromo; y
- del 0 % al 0,9 % de molibdeno.
PDF original: ES-2612704_T3.pdf
Dispositivo para desbarbar juntas de carril soldadas a tope.
(08/06/2016). Solicitante/s: Plasser & Theurer Export von Bahnbaumaschinen Gesellschaft m.b.H. Inventor/es: FLETZER,ROBERT.
Unidad de soldadura para soldar los carriles de una vía, con un dispositivo de cizallamiento previsto para la retirada de un cordón de soldadura, que está compuesto por una parte de cabeza que presenta un canto de cizallamiento y dos partes laterales que presentan en cada caso un canto de cizallamiento , que pueden pivotar una respecto a otra, estando asociado a cada parte lateral un segmento de base de carril previsto para apoyarse en una base de carril , caracterizada por que los dos segmentos de base de carril en una zona de extremo dirigida una hacia la otra presentan un dentado para una unión por arrastre de forma, que actúa tras apoyarse las dos partes laterales en el carril en una dirección longitudinal de carril.
PDF original: ES-2625839_T3.pdf
Procedimiento y dispositivo de control del proceso de soldadura por chispas de dos piezas metálicas.
(01/08/2012) Procedimiento de control del proceso de soldadura a tope, por chispas, de dos piezas metálicas (A, A') dispuestas una tras otra a lo largo de un eje longitudinal de desplazamiento, en una máquina de soldadura del tipo que comprende, dos pares de mordazas de sujeción (2, 2') montadas respectivamente sobre un bastidor fijo y un bastidor móvil (1') desplazable con relación al bastidor fijo, medios eléctricos de soldadura que comprenden una fuente de corriente eléctrica que tiene dos polos conectados, respectivamente, a los dos pares de mordazas de sujeción, medios de mando (13, 13") de la sujeción de los dos pares de mordazas (2, 2") respectivamente cerca de un extremo de atrás , en el sentido del desplazamiento, de una primera pieza (A) y cerca…
DISPOSITIVO DE CONTENCIÓN DE SALPICADURAS DE SOLDADURA PARA UTILIZAR EN TRENES DE LAMINACIÓN.
(17/05/2011) Dispositivo de contención de salpicaduras de soldadura para utilizar en trenes de laminación, que consta de una cubierta inferior y una cubierta superior , ambas controlables al acercarse y al alejarse de una zona de soldadura de manera que sustancialmente rodea dicha zona de soldadura cuando dichas cubiertas inferior y superior están situadas en una posición próxima a dicha zona de soldadura, caracterizado en que, dicha cubierta inferior se controla al acercarse y al alejarse de dicha zona de soldadura a lo largo de una primera zona circular de trayectoria (C) y dicha cubierta superior se controla al acercarse y al alejarse de dicha zona de soldadura a lo largo de una segunda zona circular de trayectoria (B)
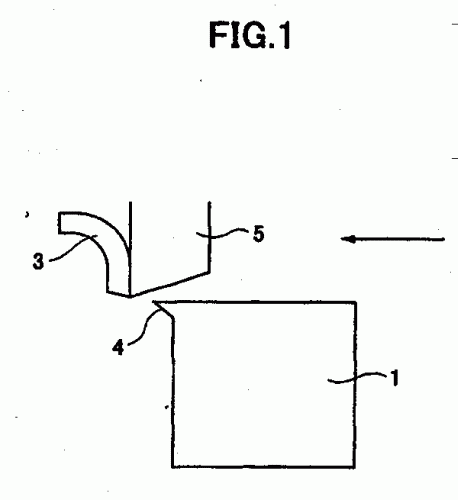
METODO PARA QUITAR REBABAS.
(16/05/2007). Solicitante/s: NKK CORPORATION JP STEEL PLANTECH CO. Inventor/es: YAMASHITA, KOJI, HAYASHI, HIROMASA, OKAWA, SUSUMU, OKUSHIMA, KOJI.
Un método para quitar rebabas, que comprende los pasos de disponer un cortador que tiene un borde cortante circular, de tal modo que el flanco del cortador esté sustancialmente paralelo a la superficie de una pieza de acero sobre la cual existe una rebaba caracterizado porque se satisface la siguiente fórmula con respecto a la rebaba ; R/2 + W/2 < ? < R - W/2 ........ donde W representa la anchura de la rebaba , R representa el radio del cortador , y ? representa la distancia más corta desde el centro del cortador a la línea central de la anchura de la rebaba; y cortando la rebaba situada en un borde de la pieza de acero mediante el cortador , moviendo para ello relativamente el cortador )41) hacia el exterior de la pieza de acero a lo largo de la dirección longitudinal de la rebaba.
METODO Y DISPOSITIVO PARA DESBARBAR.
(01/07/2005). Ver ilustración. Solicitante/s: NKK CORPORATION. Inventor/es: YAMASHITA, KOJI, HAYASHI, HIROMASA, OKAWA, SUSUMU, OKUSHIMA, KOJI.
Un método para quitar rebabas, que comprende los pasos de: - disponer un cortador de tal modo que el flanco del cortador sea sustancialmente paralelo a la superficie de una pieza de acero sobre la cual existe una rebaba y que el ángulo (á) entre el borde cortante del cortador y el borde de la pieza de acero con el que se corta la rebaba , sea de al menos 450; y - recortar la rebaba situada en un borde de la pieza de acero , desplazando para ello con movimiento relativo el cortador hacia el exterior de la pieza de acero a lo largo de la dirección longitudinal de la rebaba.
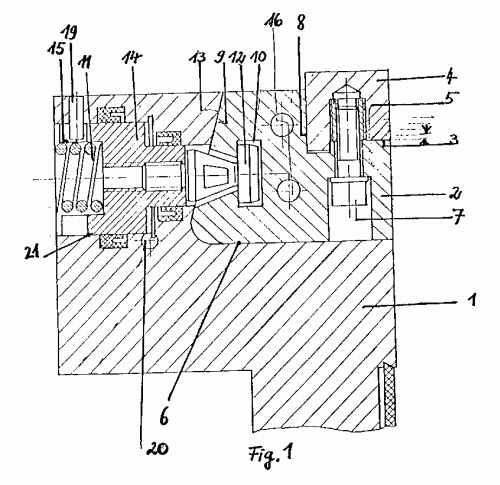
CABALLETE DE ELECTRODOS DESTINADOS A MAQUINAS SOLDADORAS A TOPE DE PRENSADO Y DE CHISPA.
(01/07/1997). Ver ilustración. Solicitante/s: BLOHM + VOSS AG.. Inventor/es: PABST, LUDWIG, KENESEBECK, TILMANN VON DEM.
CABALLETE DE ELECTRODOS DESTINADOS A MAQUINAS SOLDADORAS A TOPE DE PRENSADO Y DE CHISPA. EL CABALLETE EVENTUALMENTE TIENE UN PORTAELECTRODO REFRIGERADO CON LIQUIDOS, SIENDO INTERCAMBIABLE EL ELECTRODO DESPUES DEL DESGASTE, CARACTERIZANDOSE PORQUE POR CADA CABALLETE DE ELECTRODOS EN LA RESPECTIVA MAQUINA SE MANTIENEN EN RESERVA VARIOS PORTAELECTRODOS INTERCAMBIABLES Y ESTOS SUJETADORES ESTAN UNIDOS CON EL CABALLETE DE ELECTRODOS MEDIANTE UNA ESPECIE DE CONEXION DE BAYONETA Y ESTAN PROVISTOS ENTRE SI DE UNA BASE DE APLICACION , LEVANTADA DIFERENCIADAMENTE, PARA LA SUPERFICIE DE AJUSTE DEL ELECTRODO , DE MODO QUE EN EL ALCANCE DEL INTERCAMBIO DE LOS ELECTRODOS, EN CADA CASO UN ELECTRODO, ACORTADO POR EL DESGASTE, PUEDE UTILIZARSE DE NUEVO EN EL SUBSIGUIENTE PORTAELECTRODOS CON NIVEL LEVANTADO DE LA BASE DE APLICACION.
PROTECTOR DE SOLDEO A TOPE CON CALENTAMIENTO ELECTRICO Y RECALENTAMIENTO DE LA JUNTA.
(16/03/1996) UN PROTECTOR PARA UN APARATO DE SOLDEO A TOPE CON CALENTAMIENTO ELECTRICO Y RECALENTAMIENTO DE LA JUNTA TIENE PLACAS METALICAS SEMICIRCULARES , FIJA CADA UNA DE ELLAS A UNA PARTE DEL ELECTRODO RESPECTIVO DE DOS ELECTRODOS FIJADORES. UNA PARED DE FIBRA DE VIDRIO FLEXIBLE SE FIJA A LA PERIFERIA EXTERIOR DE CADA PLACA Y LAS PERIFERIAS EXTERIORES DE LAS PAREDES FLEXIBLES OPUESTAS SE JUNTAN, FORMANDO DE ESTE MODO UNA ENVOLTURA QUE TIENE PARTES SUPERIOR E INFERIOR QUE RODEAN UNA ZONA DE SOLDEO ENTRE LOS ELECTRODOS. LAS PARTES SUPERIOR E INFERIOR DE LA ENVOLTURA SE MUEVEN CON LAS PARTES DEL ELECTRODO A LAS…
PROCEDIMIENTO PARA UNIR PIEZAS DE HIERRO FUNDIDO DE GRAFITO ESFEROIDAL CON ACERO O ACERO FUNDIDO.
(01/07/1995). Solicitante/s: MAZAC, KAREL DR. Inventor/es: KNOTHE, WOLFGANG, DR.
PARA LOGRAR UNA UNION DE PIEZAS DE HIERRO FUNDIDO DE GRAFITO ESFEROIDAL CON EXTREMO EN FORMA TUBULAR, CON PIEZAS PRESOLDADAS DE ACERO O ACERO FUNDIDO EN FORMA TUBULAR, MEDIANTE SOLDADURA POR PRESION CON UN DISPOSITIVO PARA EL CONTROL MAGNETICO DEL ARCO, QUE SIN UN TRATAMIENTO TERMICO POSTERIOR, APARECE UNA ESTRUCTURA INCLUSO TAMBIEN EN LA ZONA DE LA COSTURA DE SOLDADURA, QUE PRESENTA UNA RESISTENCIA Y FLEXION CONSIDERABLE, Y QUE ES EVITADA LA PRESENCIA DE MICRO-RECHUPES, CON EL FIN DE PODER APLICAR ESTE PROCEDIMIENTO PARA PIEZAS DE ALTA SEGURIDAD, COMO POR EJEMPLO ARMADURAS DE HIERRO FUNDIDO DE GRAFITO ESFEROIDAL, CON EXTREMOS TUBULARES PRESOLDADOS DE ACERO, LAS TUBERIAS DE LIQUIDO O CONDUCCIONES DE GAS SOMETIDAS A PRESION PUEDEN SER SOLDADOS EN LA OBRA, LAS CARAS FRONTALES A UNIR SON CALENTADAS A UNA TEMPERATURA DE SOLDADURA, SIN PREVIO TRATAMIENTO TERMICO, Y/O LA CARA FRONTAL A UNIR CON AL MENOS UNA DE LAS PIEZAS A SOLDAR, ESTA ANTES DEL PROCESO DE PRENSADO CASI TOTALMENTE LIQUIDA.
PROCEDIMIENTO PARA LA SOLDADURA A TOPE POR CHISPA DE MATERIALES ALTAMENTE CARBURADOS, EN PARTICULAR HIERRO FUNDIDO CON GRAFITO ESFEROIDAL, Y SU UTILIZACION.
(16/05/1991). Ver ilustración. Solicitante/s: GEORG FISCHER AG. Inventor/es: WILHELM, LUDWIG, ALT, ANTON, TOELKE, PETER, ZIMMERMANN, URBAN.
PROCEDIMIENTO PARA LA SOLDADURA A TOPE POR CHISPA DE MATERIALES ALTAMENTE CARBURADOS, EN PARTICULAR HIERRO FUNDIDO CON GRAFITO ESFEROIDAL, Y SU UTILIZACION, EN EL QUE LOS CRATERES DE PRODUCCION DE ARCO OBTENIDOS MEDIANTE TANGENCIA INTERMITENTE DE LAS SUPERFICIES DE CONTACTO PRESENTAN UNA PROFUNDIDAD DE RUGOSIDAD RSIT MAXIMA, DE TAL MODO QUE ESTA PROFUNDIDAD DE RUGOSIDAD SE HALLA DENTRO DE LA ANCHURA MAS ESTRECHA DE LA ZONA DE RECALCADO. SE CONSIGUE CON ELLO QUE, AL APORTAR LA PRESION DE RECALCADO, TODA LA ZONA DE MATERIAL EN FUSION SEA EXPULSADA DE LAS SUPERFICIES DE CONTACTO AL CORDON DE SOLDADURA. SE IMPIDE CON ELLO LA APARICION DE ESTRUCTURAS DE TEMPLE, COMO POR EJEMPLO LEDEBURITA, EN LA ZONA DE SOLDADURA. EL PROCEDIMIENTO ES PARTICULARMENTE ADECUADO PARA LA SOLDADURA A TOPE POR CHISPA DE PIEZAS CON ESPESORES DE PARED MAYORES DE 12 MM.
PROCEDIMIENTO DE SOLDADURA INSTANTANEA A TOPE.
(01/10/1985). Solicitante/s: NIPPON STEEL CORPORATION.
PROCEDIMIENTO PARA REALIZAR SOLDADURA INSTANTANEA A TOPE, UTILIZADO PARA UNIR DOS PIEZAS DE ACERO, MEDIANTE SOLDADURA DE CHISPAS Y ULTERIOR ACORTE O RECALCADO.COMPRENDE LAS SIGUIENTES FASES: PRIMERA, SE SUJETAN CON PINZAS DOS PIEZAS DE METAL A DOS ELECTRODOS OPUESTOS, DE MODO QUE LAS SUPERFICIES A TOPE DE LAS PIEZAS DE METAL, QUE DEBEN SOLDARSE, SE MANTENGAN EN LIGERO CONTACTO MUTUO; SEGUNDA, SE APLICA UN VOLTAJE ENTRE LOS ELECTRODOS PARA GENERAR UNA CHISPA ENTRE LAS SUPERFICIES A TOPE, MIENTRAS SE VAN DESPLAZANDO LOS ELECTRODOS EN LA DIRECCION EN QUE SE ACERCAN LAS SUPERFICIES A TOPE; TERCERA, SE REALIZA EL ACORTE O RECALCADO, APLICANDO FUERZA SOBRE LAS SUPERFICIES A TOPE Y MOVIENDO LOS ELECTRODOS A ALTA VELOCIDAD; Y POR ULTIMO, SE COMPLETA LA SOLDADURA Y SE SEPARAN LOS ELECTRODOS DE LAS PIEZAS YA UNIDAS.
SOLDADOR AL TOPE DE DESTELLO PARA UNIR EXTREMOS DE TIRAS PLANAS.
(01/08/1984). Solicitante/s: THE TAYLOR-WINFIELD CORPORATION.
METODO PARA LA SOLDADURA AL TOPE DE DESTELLO Y SOLDADOR EMPLEADO EN DICHO METODO.EL METODO CONSISTE EN APLICAR UNA LLAMA DE GAS COMBUSTIBLE A LA SOLDADURA AL TOPE DURANTE LA OPERACION DE SOLDADURA. EL SOLDADOR AL TOPE DE DESTELLO COMPRENDE UNA SERIE DE ORIFICIOS DE ESCAPE DE GAS ABASTECIDOS A PARTIR DE UNA FUENTE DE GAS COMBUSTIBLE, AL OBJETO DE PODER APLICAR UNA CAPA DE GAS PROTECTORA, POR ARRIBA Y POR ABAJO, A LOS EXTREMOS DE LAS TIRAS A SOLDAR, DURANTE LA OPERACION DE SOLDADURA.
{kind=link}
{kind=link}
{kind=link}