CIP-2021 : B21D 26/02 : aplicando una presión mediante un fluido.
CIP-2021 › B › B21 › B21D › B21D 26/00 › B21D 26/02[1] › aplicando una presión mediante un fluido.
Notas[t] desde B21 hasta B32: CONFORMACION
Notas[g] desde B21D 22/00 hasta B21D 28/00: Estampado; Repujado; Embutido; Trabajo de las chapas de longitud definida por estirado; Corte por punzado
B TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES.
B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO.
B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F).
B21D 26/00 Conformación sin corte, realizada de forma que no se utilicen dispositivos o herramientas rígidos, o masas flexibles o elásticas, es decir, conformación obtenida aplicando una presión fluida o fuerzas magnéticas.
B21D 26/02 · aplicando una presión mediante un fluido.
CIP2021: Invenciones publicadas en esta sección.
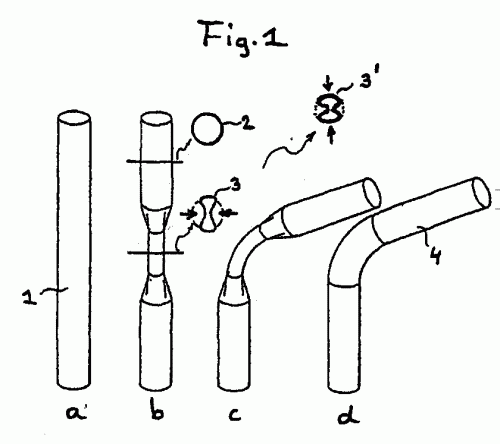
PROCEDIMIENTO PARA FABRICAR EJES DELANTEROS PARA VEHICULOS INDUSTRIALES.
(01/05/2005). Ver ilustración. Solicitante/s: IVECO FIAT S.P.A..
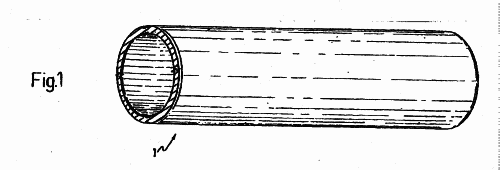
Procedimiento para la fabricación de ejes delanteros para vehículos industriales que comprende los pasos de: disponer de una pieza tubular en bruto ; conformar las porciones extremas de dicha pieza tubular de manera que se obtenga un primer producto intermedio simétrico respecto al eje, que tenga una porción central con el mismo diámetro que dicha pieza en bruto , unos extremos de un diámetro reducido y unas porciones cónicas que conecten dicha porción central a dichos extremos ; estando caracterizado el procedimiento por: aplastar dicho primer producto intermedio de forma que se obtenga un segundo producto intermedio que tenga una porción central con una sección alargada y porciones intermedias que conecten dicha porción central a dichos extremos y que tengan una sección que varía desde una forma alargada a una forma prácticamente redonda; y acabar dicho eje por medio de por lo menos un paso de conformación realizado por hidroformado.
PROCEDIMIENTO PARA LA CONFORMACION DE ESTRUCTURAS FORMADAS POR ALEACIONES DE ALUMINIO.
(16/04/2005). Ver ilustración. Solicitante/s: EADS DEUTSCHLAND GMBH. Inventor/es: LENCZOWSKI, BLANKA, JAMBU, STEPHANE, JUHL, KNUT.
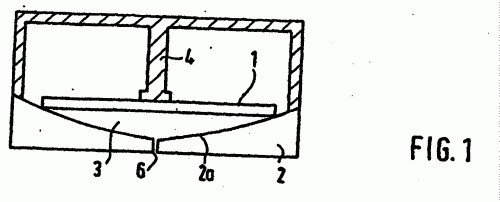
Procedimiento para la conformación de estructuras de aleaciones de aluminio, en particular, a partir de aleaciones de AlMg de dureza natural, de AlMgSc de dureza natural y/o de AlMgLi que se pueden endurecer, caracterizado por las etapas de: a) conformación elástica de una pieza constructiva que se ha de conformar bajo la acción externa de una fuerza (F, P, p), en la que la pieza constructiva adopta el contorno (2a) de un dispositivo de sujeción que se corresponde con la forma final (1a) deseada de la pieza constructiva ; b) calentamiento de la pieza constructiva conformada de modo elástico a una temperatura (T1) mayor que la temperatura necesaria para una conformación de fluencia y para una relajación de tensión de la aleación, de manera que la pieza constructiva se conforma manteniendo la forma final (1a) impresa en la etapa a) por medio de la conformación elástica.
DISPOSITIVO PARA LA TRANSFERENCIA DE UN PERFIL HUECO POR MEDIO DE TRANSFORMACION DE ALTA PRESION INTERIOR.
(16/04/2005) Dispositivo para la transformación de un perfil hueco, configurado como perfil de una varias cámaras , por medio de alta presión interior, generada a través de un medio de presión que puede circular en el perfil hueco, que contiene una estampa (1a) cerrada herméticamente y que encaja en la cámara del perfil , con una pieza de soporte (3a) y un manguito (2a), dispuesto directa o indirectamente sobre la pieza de soporte (3a) y que cierra herméticamente el lado frontal de una cámara del perfil , con una pieza de fondo (15a), y que contiene al menos un orificio de paso (7a) como canal de entrada y/o de salida (9a) para el medio de presión, siendo el manguito (2a) una pieza de la estampa elástica de goma, que está dispuesta sobre la superficie frontal de la pieza de soporte (3a), que…
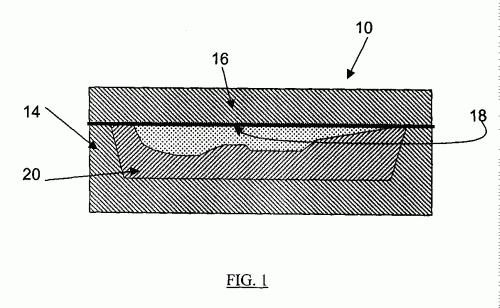
PROCEDIMIENTO DE CONFORMACION TERMICA POR PRESION INTERNA.
(16/03/2005). Ver ilustración. Solicitante/s: BAYERISCHE MOTOREN WERKE AKTIENGESELLSCHAFT. Inventor/es: KATZLINGER, PETER, REUTER, HELMUT, BAUMANN, BERND, DR., HEINE, BURKHARD, PROF. DR., BAUER, HERBERT, PROF. DR.-ING., HAAS, ANDREAS, DR.
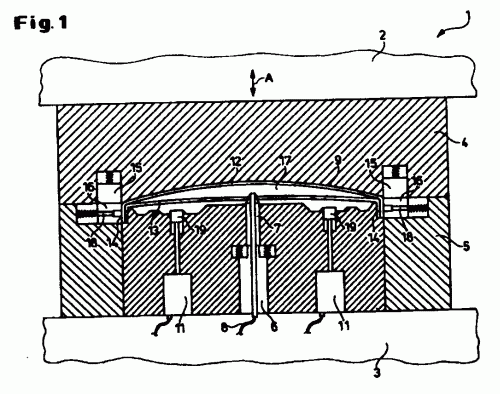
Procedimiento de conformación térmica por presión interna, en el que se calientan unas pletinas metálicas soldadas una con otra en el borde, en un útil de moldeo, hasta cerca de la temperatura de fusión de dichas pletinas metálicas y se ensanchan éstas en estado calentado, por introducción de un medio de presión entre las pletinas, hasta que éstas se aplican a la cavidad de moldeo del útil de moldeo formando un cuerpo hueco, y a continuación se retiran dichas pletinas del útil de moldeo, caracterizado porque las pletinas metálicas consisten en un material no estabilizado en tamaño de grano y porque para la fase de calentamiento y de deformación por alta presión interna de las pletinas metálicas se mantiene un corto intervalo de tiempo de aproximadamente 5 minutos situado por debajo del tiempo de transformación de la estructura del material no estabilizado en tamaño de grano a la temperatura de calentamiento.
METODO Y APARATO PARA PRODUCIR UN CUERPO HUECO.
(01/03/2005). Ver ilustración. Solicitante/s: DR. MELEGHY HYDROFORMING GMBH & CO. KG. Inventor/es: SEIFERT, MICHAEL, WERLE, THOMAS; DR., SCHULZE, DR. BERND.
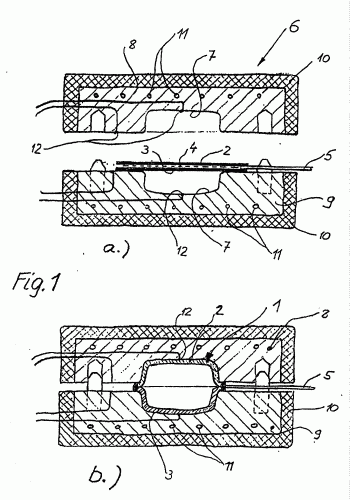
PARA UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FABRICACION DE UN CUERPO HUECO , PREFERIBLEMENTE DE CHAPA, COMO POR EJEMPLO CAPOTS Y PUERTAS DE AUTOMOVILES, SE SUJETAN AL MENOS DOS PLANCHAS PROXIMAS ENTRE SI, EL CUERPO HUECO SE MOLDEA ENTONCES MEDIANTE ALTA PRESION INTERIOR Y SE UNEN POR VETEADO LAS PLANCHAS UNIDAS ENTRE SI.
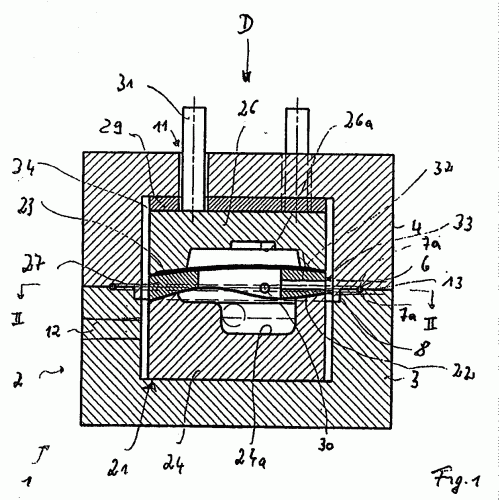
CUERPO DE EJE HUECO CON ZONAS PARCIALES RESISTENTES AL DESGASTE Y PROCEDIMIENTO PARA SU FABRICACION.
(01/03/2005). Ver ilustración. Solicitante/s: BIHLERIT G.M.B.H. & CO. KG. Inventor/es: VOIGT, KLAUS, CANTZ, RUDOLF DIPL.ING.
Cuerpo de eje con una forma en sección transversal asimétrica, al menos en las zonas parciales a lo largo de la extensión longitudinal, con respecto al eje, en especial árboles de levas o árboles de manivela o cigüeñales, con capas de superficie, que presentan una elevada resistencia al desgaste en las zonas de trabajo y de soporte, estando configurado el cuerpo de eje como cuerpo hueco metálico embutido en profundidad y comportando, al menos en las zonas de trabajo y de soporte una capa resistente al desgaste y unida metálicamente al cuerpo de eje respectivamente, caracterizado por el hecho de que la capa resistente al desgaste consta de materiales adicionales integrados por fusión, siendo integrados por fusión como material adicional o de aporte, unas partículas de material duro individualmente o conjuntamente con un metal matriz o un metal ligante o aglomerante.
MOLDE, INSERCION, DISPOSITIVO Y PROCEDIMIENTO PARA LA CONFORMACION DE UN COMPONENTE MEDIANTE MOLDEO SUPERPLASTICO.
(16/02/2005). Ver ilustración. Solicitante/s: VESUVIUS CRUCIBLE COMPANY. Inventor/es: CAILLAUD, FREDERIC, MERLE, DANIEL.
El molde para la conformación de componentes por moldeado superplástico, se caracteriza por incluir al menos una parte diseñada para estar en contacto con el componente moldeado, hecho de sílice vítrea sinterizada.
METODO DE CONFORMACION SUPERPLASTICA Y ARTICULO TRIDIMENSIONAL OBTENIDO POR DEFORMACION SUPERPLASTICA.
(01/02/2005) Un método de conformar superplásticamente al menos dos láminas de material conformable superplásticamente para formar un artículo tridimensional, siendo las láminas unidas conjuntamente a lo largo de uniones por difusión para formar celdas discretas y en el que se proporciona una trayectoria de gas a través de las uniones entre celdas, comprendiendo el método el calentamiento de las láminas hasta una temperatura a la que presentan propiedades superplásticas y la inyección de un gas entre las láminas para expandir las celdas, permitiendo la trayectoria de gas que el gas inyectado pase de celda a celda para expandir las celdas a medida que lo hace, caracterizado porque el método incluye calentar localmente los bordes de cada trayectoria de gas a través de una unión por difusión para causar que el metal…
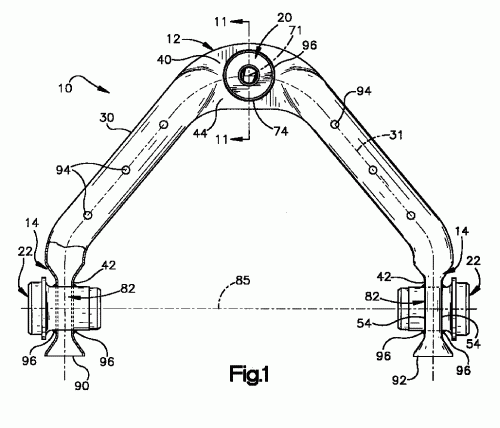
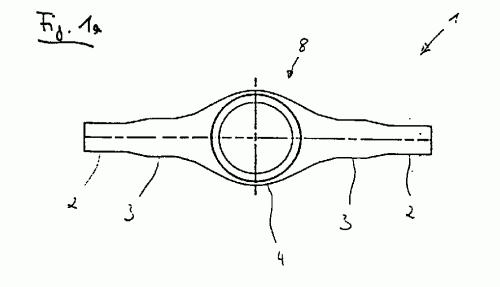
BRAZO DE CONTROL Y PROCEDIMIENTO PARA SU FABRICACION.
(01/01/2005). Ver ilustración. Solicitante/s: TRW CANADA LTD. Inventor/es: HOLIERHOEK, MICHAEL.
BRAZO DE CONTROL DE SUSPENSION DE VEHICULO FORMADO COMO UNA SOLA UNIDAD HOMOGENEA DE MATERIAL METALICO CONFIGURADA COMO UN TUBO ALARGADO . ESTE TIENE UN PRIMER Y UN SEGUNDO PAR DE ABERTURAS QUE DEFINEN UN PRIMER Y UN SEGUNDO PASO CON EL TAMAÑO NECESARIO PARA ALOJAR UNA PRIMERA Y UNA SEGUNDA ESTRUCTURA DE JUNTA PIVOTANTE RESPECTIVAMENTE. EL PRIMER Y EL SEGUNDO PASO SE EXTIENDEN TRANSVERSALMENTE A TRAVES DE UNA PRIMERA Y UNA SEGUNDA SECCION HIDROFORMADAS DEL TUBO.
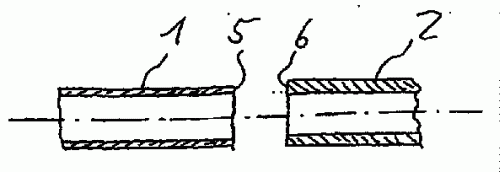
PROCEDIMIENTO PARA PRODUCIR UN ELEMENTO PREFORMADO.
(01/11/2004). Ver ilustración. Solicitante/s: SALZGITTER AG KUKA SCHWEISSANLAGEN GMBH. Inventor/es: MULLER, UDO, DR., WEH, WALTER, MAZAC, KAREL, DR.
Procedimiento para producir un elemento preformado en el que al menos en un tubo metálico de al menos dos tubos metálicos de diferente sección y/o diferente espesor de pared y/o diferentes propiedades del material, la sección de al menos una zona extrema se modifica de modo que las superficies extremas frontales se adaptan a las zonas extremas de ambos tubos metálicos , y las secciones de las zonas extremas de los tubos metálicos corresponden esencialmente a las secciones de una forma final, los tubos metálicos se sueldan en las superficies extremas frontales entre sí formando un producto semiacabado tubular , y el producto semiacabado tubular se moldea a continuación, al menos en una zona, por un procedimiento de moldeado con alta presión interna.
PROCEDIMIENTO Y DISPOSITIVO PARA MOLDEAR PIEZAS.
(16/10/2004). Ver ilustración. Solicitante/s: KUKA WERKZEUGBAU SCHWARZENBERG GMBH. Inventor/es: BURGEL, LONKA, SCHIECK, FRANK.
Procedimiento para moldear piezas de moldeo , caracterizado por un moldeo posterior de piezas preformadas exclusivamente en las zonas de bordes y esquinas mediante líquido a alta presión.
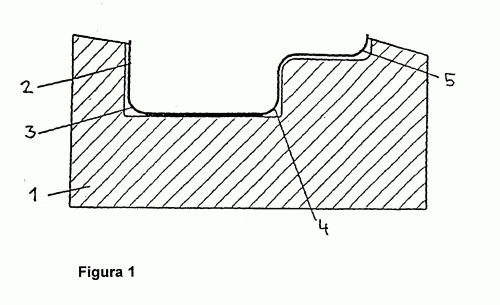
PROCEDIMIENTO PARA EL DISEÑO Y FABRICACION DE RECIPIENTES A PRESION METALICOS, ESPECIALMENTE FABRICADOS EN ACERO INOXIDABLE, POR PROCESOS DE FLUIDOCONFORMADO.
(16/10/2004). Ver ilustración. Solicitante/s: PORTINOX, S.A.. Inventor/es: INFANZON SUAREZ,CARLOS.
Procedimiento para el diseño y fabricación de recipientes a presión metálicos, especialmente fabricados en acero inoxidable, por procesos de fluidoconformado, que consiste en que conocido el diseño necesario (función del volumen, espacio, etc.), mediante un cálculo por elementos finitos, se obtiene el perfil que es aquél que al ser sometido a la presión de fluidoconformado (varias veces superior a la de trabajo), fuera de un molde y después quitarle la presión, queda con la forma deseada.
PROCEDIMIENTO PARA PRODUCIR UN COMPONENTE TUBULAR.
(16/08/2004). Ver ilustración. Solicitante/s: CORUS STAAL BV. Inventor/es: VAN GIEZEN, MAURICE, GERARDUS, MARIA.
Procedimiento para producir un componente tubular que tiene, en al menos parte de su longitud, una sección que se ensancha o que se estrecha, caracterizado por las operaciones de: unir entre sí partes de lámina planas diferentes entre ellas, teniendo al menos una de las partes de lámina forma trapezoidal, juntar bordes opuestos de las partes de lámina unidas y unir los bordes de tal manera que el componente tubular así formado pueda ser hidroconformado, e hidroconformar el componente.
PROCEDIMIENTO PARA DEFORMAR UNA PIEZA DE TUBO DE METAL DE PARED DELGADA.
(16/07/2004). Ver ilustración. Solicitante/s: CORUS STAAL BV DR. MELEGHY GMBH & CO. KG WERKZEUGBAU UND PRESSWERK. Inventor/es: SCHULZE, BERND, VAN VELDHUIZEN, HENDRIK, BART.
Procedimiento para deformar una pieza de un tubo de metal de pared delgada, que comprende los pasos de doblar la pieza de tubo respecto a su eje longitudinal original y realizar a continuación hidroconformar la pieza de tubo al menos en el lugar donde ha sido doblada, en el que la pieza de tubo , previamente a la operación de doblado, es comprimida en el lugar donde se mostrará el doblez como resultado de la operación de doblado para formar una arruga, que se extiende sustancialmente paralela al eje longitudinal del tubo por el lado exterior del doblez que ha de ser formado, caracterizado porque en la operación de compresión previa a la operación de doblado, se forman arrugas longitudinales en el exterior e interior del doblez a ambos lados del plano neutro de los esfuerzos de doblado, impulsando, por consiguiente, el material de la pared de ambos lados del plano neutro más cerca del plano neutro.
METODO Y APARATO PARA CONTENER Y SUPRIMIR DETONACIONES DE EXPLOSIVOS.
(01/07/2004) LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN APARATO PARA ENVOLVER, CONTROLAR Y SUPRIMIR LA DETONACION DE EXPLOSIVOS EN UNA CAMARA DE EXPLOSION. EL DISPOSITIVO COMPRENDE UNA CAMARA DE EXPLOSION DE ACERO CON UNA PARED DOBLE ALARGADA Y ANCLADA EN UNOS CIMIENTOS DE HORMIGON , CON UNA PUERTA DE ACCESO A TRAVES DE LA PARED DOBLE PARA INTRODUCIR NUEVAS PIEZAS DE TRABAJO Y UNA PUERTA DE VENTILACION A TRAVES DE LA PARED DOBLE PARA DESCARGAR LOS PRODUCTOS DE LA EXPLOSION. LAS PAREDES DOBLES DE LA CAMARA, LA PUERTA DE ACCESO , Y LA PUERTA DE VENTILACION ESTAN RELLENAS DE MATERIAL GRANULAR DE AMORTIGUACION…
PROCEDIMIENTO Y DISPOSITIVO PARA LA TRANSFORMACION DE UN PERFIL HUECO O PIEZA DE TRABAJO SIMILAR POR MEDIO DE LA TRANSFORMACION A ALTA PRESION INTERIOR.
(16/06/2004) Procedimiento para la transformación de un perfil hueco por medio de una presión interior alta generada a través de un medio de actuación circulante en el espacio perfilado cerrado herméticamente del perfil hueco, donde al menos un elemento de obturación es conducido a través del medio de actuación desde un espacio que lo aloja de una pieza de trabajo en forma de estampa radialmente hacia el exterior, donde en el perfil hueco configurado como perfil de una cámara o de una pluralidad de cámaras se agrega, en el lado frontal, la pieza de herramienta (16, 16a a 16d) que cubre el espacio perfilado y el elemento de obturación (26, 26c, 40, 40a) se coloca en una juntura de unión que se encuentra entre el perfil hueco así como la pieza de herramienta (16, 16a, 16b, 16c, 16d) en forma de estampa fijada en éste, caracterizado…
DISPOSITIVO DE RETENCION PARA PRENSAS DE ACCIONAMIENTO HIDRAULICO.
(16/06/2004). Solicitante/s: MULLER WEINGARTEN AG. Inventor/es: HERMANN, ULRICH, BEYER, JOACHIM.
Prensa de un solo o doble efecto con una instalación de bloqueo para conformación de alta presión, como conformación de alta presión interior o exterior, con empujadores que pueden moverse hacia arriba y hacia abajo y bloquearse mediante pestillos en posición de conformación, eligiéndose la magnitud para la altura (H2) de los pestillos en dependencia de la carrera de cierre de la prensa y se aproxima a o es igual que la misma, caracterizada porque los pestillos , en posición bloqueada, están dispuestos como prolongación vertical de las paredes del larguero superior y porque la altura (H2) de los pestillos es al menos 3 veces superior a su grosor.
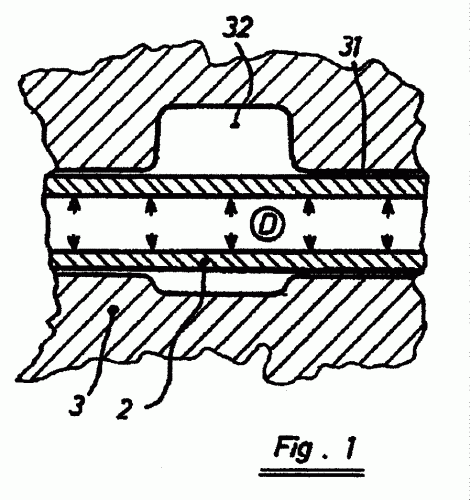
UTIL PARA MOLDEO PARA COMPONENTES HUECOS DE DOS PLETINAS DE CHAPA, A FABRICAR DE ACUERDO CON LA COMPOSICION A ALTA PRESION INTERIOR.
(01/06/2004) Útil de moldeo para componentes huecos de dos pletinas de chapa , a fabricar según la conformación a alta presión interior, que comprende un útil superior y un útil inferior , que presentan una cavidad de moldeo, y entre los cuales se pueden empotrar las pletinas de chapa en sus regiones marginales, con un medio de alimentación para el medio de actuación en la cavidad de moldeo, donde el medio de alimentación está dispuesto de forma desplazable en el útil y puede ser arrastrado, transversalmente en la dirección del plano de empotramiento del útil superior y del útil inferior en combinación con un orificio realizado en una de…
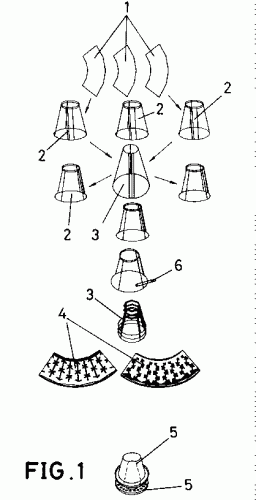
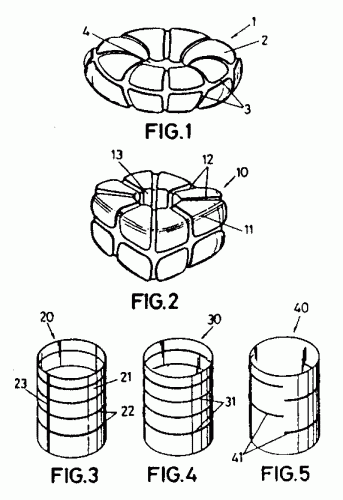
PROCEDIMIENTO DE FABRICACION DE ELEMENTOS TRIDIMENSIONALES EN MATERIALES METALICOS.
(16/05/2004). Ver ilustración. Solicitante/s: MECANIZACIONES AERONAUTICAS, S.A. Inventor/es: VELA MARTINEZ,JUAN PEDRO.
Procedimiento de fabricación de elementos tridimensionales en materiales metálicos constituido a partir del corte de los desarrollos mediante los cuales se implementan troncos de cono, cilindros o similares que se unen entre sí para formar cuerpos multicapa , dotados de soldaduras por difusión según esquemas , en el que los cuerpos multicapa son calentados en un horno adecuado e introducidos en útiles que limitan exterior e interiormente a los cuerpos multicapa , a los que se les proporciona un determinado caudal de un gas inerte, a presión adecuada, a través de la espita que comunica el interior del volumen interno de los cuerpos multicapa con el exterior.
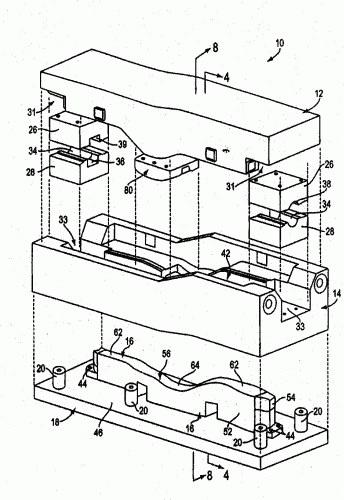
PROCEDIMIENTO Y DISPOSITIVO PARA LA FORMACION HIDRAULICA DE PIEZAS DE TRABAJO.
(16/05/2004). Ver ilustración. Solicitante/s: KUKA WERKZEUGBAU SCHWARZENBERG GMBH. Inventor/es: BURGEL, LONKA, SCHIECK, FRANK.
Procedimiento para formar como mínimo una pieza de trabajo bajo alta presión de un fluido, por medio de una herramienta formadora con una parte superior de herramienta y una parte inferior de herramienta, manteniéndose primero sujeta por el borde la pieza de trabajo al aumentar la presión, caracterizado porque en la fase final de la formación se suelta la zona marginal de la pieza de trabajo para dar la forma final de la pieza de trabajo (calibrar).
APARATO Y METODO PARA LA HIDROCONFORMACION DE PIEZAS DE TRABAJO.
(01/05/2004). Solicitante/s: AUTOMATION PRESS AND TOOLING AP & T AB. Inventor/es: BERNELF, CLAES, HEDIN, KENNETH.
Un aparato para hidroconformación de piezas de trabajo, que comprende: una herramienta conformadora con al menos una primera parte de herramienta y al menos una segunda parte de herramienta, un dispositivo de prensa (1, 6 y 7) para cerrar y mantener juntas las partes de herramienta durante un ciclo de conformación, y medios para suministrar un fluido a presión durante el ciclo de formación, caracterizado porque la primera parte de herramienta está fijada en el dispositivo de prensa (1, 6 y 7) mientras que la segunda parte de herramienta está dispuesta para su introducción en el dispositivo de prensa con anterioridad a un ciclo de conformación y para su retirada del dispositivo de prensa después del ciclo de conformación.
ESTRUCTURAS EMPAREDADAS DE MULTIPLES CHAPAS.
(01/05/2004) UN PROCEDIMIENTO PARA LA FABRICACION DE UNA ESTRUCTURA DE RELLENO DE METAL EXPANDIDO QUE CONSISTE EN LIMPIAR LAS PIEZAS CORRESPONDIENTES ANTES DE CADA PASO DE UNION DEL PROCESO PARA RETIRAR LOS OXIDOS METALICOS Y RESIDUOS QUE ENTORPECERIAN LOS PASOS DE UNION. LAS HOJAS NUCLEO SE COLOCAN CARA A CARA Y SE INTRODUCE UN ACCESORIO DE DISTRIBUCION DE GAS A PRESION ENTRE UN BORDE Y SE SUELDA EN SU LUGAR CORRESPONDIENTE. LAS HOJAS NUCLEO SE PRESIONAN ENTRE SI Y SE SUELDAN POR LASER FORMANDO UN PAQUETE NUCLEO A LO LARGO DE UNAS LINEAS QUE FORMARAN LAS LINEAS DE UNION ENTRE LAS HOJAS NUCLEO CUANDO EL PAQUETE NUCLEO SE EXPANDA SUPERELASTICAMENTE. ENCIMA…
HERRAMIENTA INSERTABLE DE MANERA FLEXIBLE PARA LA CONFORMACION A ALTA PRESION INTERNA.
(16/12/2003) LA INVENCION SE REFIERE A UNA HERRAMIENTA INSERTABLE FLEXIBLE PARA MOLDEADO INTERNO DE ALTA PRESION Y ENCUENTRA SU APLICACION ESPECIALMENTE EN EL MECANIZADO DE PLETINAS DE CHAPA SIMPLES O DOBLES. YA SE CONOCEN UNA MULTITUD DE SOLUCIONES PARA EL MOLDEADO INTERNO DE ALTA PRESION DE CUERPOS HUECOS DE REVOLUCION DE DOS CHAPAS UNIDAS ENTRE SI EN SUS LADOS. LA DESVENTAJA DE ESTOS PROCESOS ES QUE CON LAS HERRAMIENTAS CONOCIDAS SOLO SE PUEDE REALIZAR UNA VARIANTE DEL PROCESO. DE ACUERDO CON EL PROBLEMA SE DESARROLLO UNA HERRAMIENTA EN LA CUAL LA PARTE SUPERIOR DE LA HERRAMIENTA SE PUEDEN COLOCAR ELEMENTOS DE HERRAMIENTA SELECCIONABLES EN FORMA DE UN MACHO DESPLAZABLE AXIALMENTE O DE MATRIZ . EN LA ZONA INFERIOR DE LA HERRAMIENTA …
HIDROCONFORMACION DE UNA PREFORMA TUBULAR CON UNA SECCION TRANSVERSAL OVAL Y APARATO DE HIDROCONFORMACION.
(01/10/2003) Un aparato para conformar una preforma tubular metálica en forma de miembro tubular metálico alargado que tiene una sección transversal sustancialmente en forma de caja a lo largo de una extensión del mismo, comprendiendo dicho aparato: un conjunto de molde, que comprende una estructura de molde superior móvil, y una segunda estructura de molde; siendo dichas estructuras de molde cooperantes para definir una cavidad de molde que tiene una configuración en sección transversal en forma de caja cerrada; unas estructuras de afianzamiento situadas en los extremos opuestos de dicha cavidad de molde, y construidas y dispuestas para afianzar,…
HIDROCONFORMACION MECANICA CON LUBRICACION MEJORADA.
(16/09/2003) Un procedimiento para hidroconformar un tubo de un material sólido, dúctil, teniendo dicho tubo una superficie exterior, un interior y una superficie interior, comprendiendo dicho procedimiento las operaciones de: (I) proporcionar una matriz abrible que tiene una superficie interior con una forma que se desea que adopte la parte hidroconformada de la superficie exterior del tubo de material sólido, dúctil, después de que dicho tubo haya sido hidroconformado; (II) formar, en al menos dicha parte de la superficie exterior del tubo de material sólido, dúctil, que se pretende que se ponga en contacto con la superficie interior de la matriz abrible, durante la hidroconformación, un recubrimiento de lubricante con el fin de formar un tubo dúctil recubierto; (III) disponer el tubo dúctil recubierto…
PROCEDIMIENTO PARA ACCIONAR UNA PRENSA DE CONFORMACION.
(16/09/2003). Solicitante/s: SCHNUPP, KONRAD. Inventor/es: SCHNUPP, KONRAD.
Procedimiento para accionar una prensa de conformación en el que, en un bastidor rígido de la prensa, se pretensa una pieza a mecanizar, por medio de una fuerza (FSt) del pisador, contra un útil , con lo que al menos un útil del portamachos aplica una fuerza (FSt) del portamachos paralela a la fuerza (FNH) del pisador y con lo que, contra la fuerza (FSt) del portamachos y la fuerza (FNH) del pisador, se aplican fuerzas (FSZ) de cilindros de cierre y en el útil está configurada una cámara de agua mediante la cual pueden actuar fuerzas (p*A) de la cámara de agua sobre la pieza a mecanizar, que se caracteriza porque se calcula la fuerza de perturbación resultante de la aplicación de la fuerza (FSt) del pisador y se compensa mediante una variación de las fuerzas (FSZ) de los cilindros de cierre.
PROCEDIMIENTO DE SELLADO.
(01/09/2003). Solicitante/s: TI CORPORATE SERVICES LIMITED. Inventor/es: MORPHY, GARY, EARLE, BESTARD, THOMAS, LLOYD, MARKS, LARRY, DOUGLAS.
Un procedimiento para sellar un extremo de una pieza de trabajo tubular que tiene una sección transversal inicial, un espesor de pared, una superficie interna, una región interna delimitada por la superficie interna y un par de extremos opuestos, comprendiendo el procedimiento las etapas de: suministro de una herramienta de sellado que comprende un cuello, y una parte de troquel que comprende un reborde que se extiende hacia afuera del mencionado cuello; deformación de uno de los mencionados extremos opuestos para suministrar una parte de extremo deformada con una sección transversal deformada distinta de la mencionada sección transversal inicial; y estampar la mencionada pieza presionando en dirección axial la mencionada herramienta de sellado dentro de la mencionada parte de extremo deformada mientras se presiona el mencionado extremo opuesto lateralmente hacia dentro y sellando así la mencionada parte de extremo deformada.
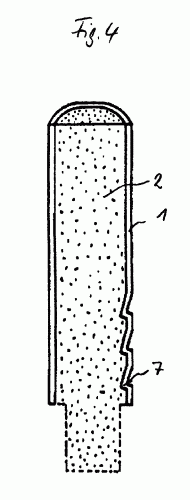
PROCEDIMIENTO Y HERRAMIENTA PARA LA FABRICACION DE UN CUERPO DE APOYO DE FORMA DE BARRA.
(01/07/2003). Ver ilustración. Solicitante/s: KENDRION RSL GERMANY GMBH. Inventor/es: STRUNK, HARALD, MEIER, BERND.
UN CUERPO DE APOYO CON FORMA ESPECIALMENTE DE BARRA Y UN PROCESO PARA SU FABRICACION, ASI COMO UNA HERRAMIENTA DE MOLDEO PARA LA REALIZACION DEL PROCESO, CONSTRUYENDOSE SOBRE EL CUERPO DE APOYO UN CONTORNO METALICO AL DEFORMARSE DE FORMA PERMANENTE UN TUBO METALICO POR MOLDEO MEDIANTE UN MEDIO DE PRESION INTRODUCIDO EN EL INTERIOR DEL TUBO Y QUE SOLIDIFICA DESPUES DEL MOLDEO, EL CUAL PERMANECE EN EL INTERIOR DEL TUBO COMO RELLENO DEL TUBO AUMENTANDO LA RIGIDEZ.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE PERFILES HUECOS ABOMBADOS.
(16/06/2003). Ver ilustración. Solicitante/s: DAIMLERCHRYSLER AG. Inventor/es: HULSBERG, THOMAS, PUNJER, RALF.
LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y A UN EQUIPO PARA FABRICAR PERFILES HUECOS ABOMBADOS. PARA ELLO EL PERFIL HUECO SE SOMETE A LA ACCION DE CONFORMADORES DE ALTA PRESION INTERIOR EN ABOCARDADO CON INMERSION Y PASA DE UNA FORMA TUBULAR DE PARTIDA MAS LARGA, DELGADA Y LINEAL A UNA FORMA FINAL ABOMBADA MAS CORTA. CON EL FIN DE SIMPLIFICAR EL PROCESO DE FABRICACION DE UN PERFIL HUECO CON UN ABOMBAMIENTO Y UN ALTO GRADO DE CONFORMACION, EN LA INVENCION SE PROPONE QUE ANTES DE LA CONFORMACION CON ALTA PRESION INTERIOR EL PERFIL HUECO SE APLANE EN LA ZONA EN QUE SE VA A CONFORMAR EL ABOMBAMIENTO Y QUE A CONTINUACION, CON MANTENIMIENTO DEL APLANADO, TENGA LUGAR EN ESA POSICION LA CONFORMACION A ALTA PRESION INTERIOR DEL PERIMETRO RESTANTE DEL PERFIL HUECO.
PROCEDIMIENTO PARA EL FLUIDOCONFORMADO DE RECIPIENTES METALICOS, ESPECIALMENTE FABRICADOS EN ACERO INOXIDABLE.
(01/06/2003). Ver ilustración. Solicitante/s: INFANZON SUAREZ,CARLOS. Inventor/es: INFANZON SUAREZ,CARLOS.
Procedimiento para el fluidoconformado de recipientes metálicos, especialmente fabricados en acero inoxidable, que consiste en la presurización de un envase obtenido por medios convencionales, en el interior de los moldes , y provistos de resaltes o rehundidos , que generan en dichos recipientes rehundidos , y o resaltes , y respectivamente.
MONTAJE DE MATRIZ DE HIDROCONFORMACION Y PROCEDIMIENTO PARA CONFORMAR TUBOS SIN PRESIONES MUY LOCALIZADAS.
(16/05/2003). Ver ilustración. Solicitante/s: COSMA INTERNATIONAL INC.. Inventor/es: HORTON, FRANK, A., JANSSEN, ANDREAS, G., CROSS, JAMES, M.
UN MONTAJE DE MATRIZ CON ESTRUCTURAS DE MATRIZ QUE PUEDEN COOPERAR, PARA DEFINIR UNA CAVIDAD DE MATRIZ EN LA QUE PUEDE DISPONERSE UNA PIEZA TUBULAR METALICA. UNA PRIMERA ESTRUCTURA DE MATRIZ ES DESPLAZABLE PARA HERMETIZAR LA CAVIDAD DE MATRIZ, Y DESPUES DE QUE ESTE HERMETIZADA LA CAVIDAD DE MATRIZ, SE PUEDEN DESPLAZAR LA PRIMERA Y LA SEGUNDA ESTRUCTURAS DE MATRIZ, PARA REDUCIR EL AREA DE LA SECCION TRANSVERSAL DE LA CAVIDAD DE MATRIZ, Y DEFORMAR ASI LA PIEZA TUBULAR METALICA DENTRO DE LA CAVIDAD DE MATRIZ.
PROCEDIMIENTO Y DISPOSITIVO PARA LA FABRICACION DE UN PUNTO DE SUJECION DE MONTAJE EN UN PERFIL HUECO.
(16/03/2003) LA INVENCION SE REFIERE A UN PROCEDIMIENTO Y UN DISPOSITIVO PARA LA FABRICACION DE UNA UNION DE MONTAJE EN UN PERFIL HUECO , QUE SE CREA MEDIANTE CONFORMACION POR ALTA PRESION INTERIOR DEL PERFIL HUECO , PARA QUE ESTE RECIBA UNA PIEZA DE MONTAJE. PARA CONSEGUIR LA CONFORMACION DE UNA UNION DE MONTAJE QUE AHORRE ESPACIO CONSTRUCTIVO Y ESTE CORRECTAMENTE POSICIONADA PARA EL MONTAJE POSTERIOR Y EXACTAMENTE ADAPTADA A LA PIEZA DE MONTAJE EN CUANTO A SU CONTORNO, DE MANERA SENCILLA Y SEGURA EN CUANTO AL PROCEDIMIENTO, AUN CON EL REQUISITO DE UNOS ALTOS NIVELES DE CONFORMACION, SE PROPONE, QUE, CON UNA PRESION INTERIOR MENOR DE LA DE CONFORMADO, EL PERFIL HUECO SEA ABOLLADO MEDIANTE UN TROQUEL…
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}