Procedimiento de mecanizado de una escotilla de embarque de grandes equipos de un submarino.
Procedimiento de mecanizado por control numérico de la escotilla de embarque de grandes equipos de un buque submarino que permite un ahorro de costes significativo manteniendo los estándares de calidad necesarios en la industria naval.
Este nuevo procedimiento evita recurrir a varias máquinas herramientas para su mecanizado, minimizando con esto los errores asociados a la operatoria actual. Este mecanizado continuo permite un mejor acabado en las superficies radiadas. Se realizan técnicas de escaneado para considerar las desviaciones dimensionales ocasionadas por el efecto de las soldaduras sobre el fuselaje.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201400745.
Solicitante: INDUSTRIAS JOSÉ TAMARIT MORENO S.L.
Nacionalidad solicitante: España.
Inventor/es: TAMARIT MORENO,José.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q9/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › Dispositivos para el soporte o el guiado de aparatos o máquinas portátiles para el trabajo del metal (para el aterrajado de tubos B23B 41/08; especialmente concebidos para la perforación B23B 45/14).
- B24B23/08 B […] › B24 TRABAJO CON MUELA; PULIDO. › B24B MAQUINAS, DISPOSITIVOS O PROCEDIMIENTOS PARA TRABAJAR CON MUELA O PARA PULIR (por electroerosión B23H; tratamiento por chorro abrasivo B24C; grabado o pulido electrolítico C25F 3/00 ); REAVIVACION O ACONDICIONAMIENTO DE SUPERFICIES ABRASIVAS; ALIMENTACION DE MAQUINAS CON MATERIALES DE RECTIFICAR, PULIR O ALISAR. › B24B 23/00 Máquinas portátiles para trabajar con muela, p. ej. guiadas a mano; Accesorios a este efecto (B24B 7/18 tiene prioridad; equipo para retirar el polvo B24B 55/10). › Máquinas portátiles de trabajar con muela concebidas para ser fijadas sobre piezas u otros elementos de sección particular, p. ej. para trabajar con muela conmutadores.
Fragmento de la descripción:
PROCEDIMIENTO DE MECANIZADO EQUIPOS DE UN SUBMARINO DE UNA ESCOTILLA DE .EMBARQUE DE GRANDES
Sector de la técnica
S la presente invención se encuentra construcción de buques sumergibles. comprendida dentro del sector naval dedicado a la
Antecedentes de la invención
10 las escotillas de un submarino pueden comunicar diferentes espacios tanto dentro del fuselaje o en cubierta, como los espacios destinados a la tripulación, la sala de máquinas, acceso a la carga o el paso a la vela del submarino. Además de estas escotillas y después del accidente del submarino soviético Kursk (K-141) en el Mar de Barents, el 12 de agosto de 2000 en donde 118 tripulantes perdieron la vida, el diseño de este tipo de buques contempla especialmente el uso de escotillas especiales para el rescate.
15 Estas aperturas presentan geometrías diversas como circulares o en forma de paralelepípedo cuyas esquinas normalmente se hallan redondeadas y cuya sección transversal, a escuadra o cónica, presenta diferentes operaciones de mecanizado necesarias para su construcción, como cajeados, ranurados o agujeros, entre otras. Su gran tamaño, y sus altos requerimientos técnicos de acabado y ajuste requieren de métodos especializados para su fabricación.
20 25 Se conocen técnicas de mecanizado empleadas cuando se pretenden lograr unos altos requerimientos de ajuste y tolerancia de acoplamiento entre dos piezas de igual medida nominal, para que pueda producirse o no un movimiento relativo entre ellas en función de los requerimientos de diseño proyectados. Esto es especialmente complejo y crítico en piezas de gran tamaño como en las escotillas de un submarino. Las técnicas actuales de mecanizado in situ para realizar esta operación consisten, de un lado, en la colocación de una máquina herramienta que es reposicionada en diferentes puntos a mecanizar o en la colocación de varias máquinas herramienta sobre el fuselaje efectuando el mecanizado de las superficies de forma no continua, mandrinando posteriormente los encuentros de las caras principales o esquinas. De esta forma, se necesitan mayor número de pasos para la
recurrir a diferentes máquinas herramientas para, por ejemplo, mandrinar los encuentros de las caras principales que conforman una escotilla hembra con un radio, se generen tantos errores que sean precisas en algunos casos hasta 3000 horas de ajuste. Como puede entenderse, el empleo de diferentes máqui'nas herramientas de arranque de viruta no sólo complica el proceso sino que conlleva asociado un peor acabado, hecho que obliga a aumentar los tiempos de maniobra en detrimento del tiempo de trabajo de corte como se ha comentado.
Estas técnicas de mecanizado in situ descritas recurren en otras ocasiones a la realización primero del mecanizado de una de las partes de la escotilla, ya sea la escotilla hembra o macho, para posteriormente digitalizar la superficie generada y adquirir los datos relativos a los errores cometidos en el proceso de mec:anizado, ya sea mediante escaneado o mediante la lectura de un palpador. Estos datos recogidos son luego añadidos al proceso de mecanizado inverso, esto es, la hembra () el macho, para intentar corregir los posibles errores antes cometidos, con lo cual el resultado final es una suma de errores que dista mucho de la calidad y tolerancias que en un principio se esperaban con dicha operación, lógicamente este procedimiento resulta muy complejo ya que los nuevos errores ocasionarán tanto interferencias en apriete como holgura. En términos efectivos, estaríamos hablando en torno a miles de horas de trabajo. En la presente invención se recurre a un proceso de escaneado con un fin muy diferente, orientado a analizar si existen desviaciones dimensionales tras las soldaduras en el fuselaje próximas a la zona que hemos mecanizado, como consecuencia de las dilataciones y distorsiones no uniformes del metal de soldadura y del metal base a lo largo del ciclo de calentamiento y enfriamiento; tras éste, se realiza un ajuste si es necesario.
En otras ocasiones, los sistemas de mecaniz.ado empleados para la fabricación de la escotilla de un submarino recurren al mecanizado de éstas en instalaciones especializadas mediante máquinas herramientas dotadas de control numérico, este mecanizado realizado en taller se hace imposible en la mayoría de los caso!> debido al gran volumen y peso del fuselaje a transportar.
No son conocidos procedimientos de mecanizado de escotillas en submarinos de embarque de grandes equipos que presenten las ventajas de la descrita en la presente invención.
Dotar a la industria naval de , un nuevo procedimiento de mecanizado in situ de las escotillas de un submarino de las destinadas al embarque de grandes equipos, que incremente la calidad y disminuya los tiempos de maniobra con la consiguiente mejora apreciable de la productividad.
Descripción de la invención la presente invención ofrece soluciones a lIarios de los problemas que se plantean en el mecanizado in situ de las escotillas de un submarino, especialmente las destinadas al embarque de grandes equipos.
El procedimiento que permite esta mecanización se describe a continuación.
Instalación sobre el fuselaje del buque submarino de una fresadora de puente o pórtico móvil comprendiendo:
-Unión al fuselaje del buque submarino de elementos de sujeción convencionales como cartelas o ménsulas para la fijación de las bancadas mediante técnicas convencionales como unión mediante tornillos o soldadura, delimitando la zona a mecanizar. Esta fase permite adaptar a la superficie curva de la cubierta del submarino las bancadas.
-Colocación de las bancadas sobre las cartelas o ménsulas con su adecuada alineación mediante estaciones láser tracker para definir una correcta relación entre estas, el puente móvil y el fuselaje. la posición sobre las cartelas y el alineamiento sobre éstas de la bancada es posible gracias a disponer las bancadas de medios convencionales para realizar desplazamientos en la vertical, como uniones de ajuste y fijación mediante tornillos.
-Montaje y alineación del puente móvil y su correspondiente cabezal de fresado sobre las bancadas. El puente móvil dispone de m~~dios convencionales de ajuste y fijación con respecto a las bancadas como guías de ajuste mediante tornillos que le permiten mantener su horizontalidad con respecto a las bancadéls incluso estando estas a diferente altura entre sí.
continua entre las caras principales planas y los encuentros radiados.
-Escaneado dimensional, orientado a analizar si existen desviaciones tras las soldaduras en el fuselaje próximas a la zona que hemos mecanizado como consecuencia de las dilataciones 5 y distorsiones no uniformes del metal de soldadura y del metal base a lo largo del ciclo de calentamiento y enfriamiento; tras este, se realiza un ajuste si es necesario.
BREVE DESCRIPCIÓN DE lOS DIBUJOS:
Para la mejor comprensión de cuanto queda descrito en la presente memoria, se acompañan unos dibujos en los que, tan sólo a título de ejemplo, se representan los diferentes componentes del procedimiento de mecanizado de una escotilla de submarino de embarque de grandes equipos.
Descripción de la figuras Figura 1: Vista isométrica de la cubierta del submarino, donde:
1. Fuselaje del submarino 2. Cartelas o ménsulas Figura 2:
3. Bancada o Carro 10. Uniones de ajuste y fijación Figura 3: Detalle A de la figura 2 2.Cartelas o ménsulas
3. Bancada o Carro 2S 10. Uniones de ajuste y fijación l. Fuselaje del submarino
2. Cartelas o ménsulas
3. Bancada o Carro
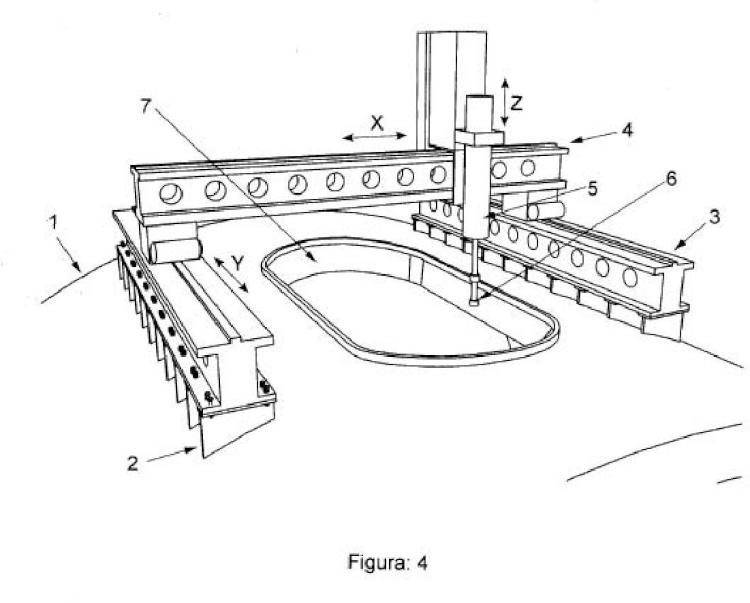
4. Puente móvil
5. Fresadora
6. Fresa 7. Superficie a mecanizar escotilla hembra Figura 5:
l. Fuselaje del submarino
8. Escotilla macho
9. Encuentros radiados de las caras principales
Figura6:
1. Fuselaje del submarino 11. Unión soldada DESCRIPCiÓN DE UNA FORMA DE REALlZACaÓN PREFERENTE:
Se cita a modo de ejemplo una forma de realización preferida siendo independiente del objeto de la invención los materiales empleados en el procedimiento de mecanizado de una escotilla de submarino V los métodos de aplicación V todos los detalles accesorios que puedan presentarse, siempre V cuando no afecten a su esencialidad.
El nuevo procedimiento para el mecanizado in situ de las escotillas de un submarino se efectúa mediante una máquina herramienta de control numéricode puente o pórtico móvil situada sobre el fuselaje del buque submarino comprendiendo:
-Unión al fuselaje (1) del buque submarino de elementos de sujeción convencionales como cartelas o ménsulas (2) para la fijación de las bancadas (3) -Colocación de las bancadas sobre las cartelas...
Reivindicaciones:
1. Nuevo procedimiento para el mecanizado in situ de las escotillas de embarque de grandes equipos de un submarino ele los que emplean máquinas herramientas de control numérico caracterizado por que comprende las siguientes etapas: Instalación sobre el fuselaje del buque submarino de una fresadora de puente o pórtico móvil comprendiendo: -Unión al fuselaje (1) del buque submarino de elementos de sujeción convencionales como cartelas o ménsulas (2) para la fijación de las bancadas (3)
mediante técnicas convencionales como unión mediante tornillos o soldadura,
delimitando la zona a mecanizar.
-Colocación de las bancadas sobre las cartelas o ménsulas, alineación láser tracker para definir una correcta relación entre estas, el puente móvil (4) y el fuselaje. La posición sobre las cartelas y el alinE!amiento sobre estas de la bancada es posible gracias a disponer las bancadas dE! medios para realizar desplazamientos en la vertical, como uniones de ajuste y fijación (10) mediante tornillos convencionales en los puntos de apoyo de las cartelas.
-Montaje y alineación del puente móvil (4) y su correspondiente cabezal de fresado
(5) sobre las bancadas. El puente móvil dispone de medios convencionales de ajuste y fijación con respecto a las bancadas como guías de ajuste mediante tornillos que le permiten mantener su horizontalidad con respecto a las bancadas incluso estando estas a diferente altura entre sí.
-Ejecución del mecanizado mediante software de control numérico, rea lizandose este de forma continua entre las caras principales planas y los encuentros radiados
(9) .
-Re comprobación de las medidas mediante técnicas convencionales de escaneado
si se realiza n uniones mediante soldadura (11) entre nuevas piezas del fuselaje próximas al area ya mecanizada V real ización de un ajuste para corregir las desviaciones por la deformación inducida en este proceso.
Patentes similares o relacionadas:
Máquina y método de procesamiento de superficies herméticas, del 22 de Abril de 2020, de Mitsubishi Hitachi Power Systems, Ltd: Una máquina de procesamiento de superficies herméticas (1; 1A; 1B; 1C) para realizar el corte de una superficie de unión de un miembro hermético en un cuerpo […]
Sistema de oruga de marco pequeño, del 20 de Noviembre de 2019, de THE BOEING COMPANY: Aparato que comprende: un sistema de herramienta configurado para realizar una operación en una ubicación en una estructura […]
Unidad de mecanización con carro móvil, del 7 de Agosto de 2019, de Watch Out SA: Unidad de mecanización que comprende por lo menos un módulo de mecanización , comprendiendo dicho módulo de mecanización […]
Métodos y aparatos para operaciones de fabricación, del 22 de Mayo de 2019, de THE BOEING COMPANY: Un aparato para realizar una operación de fabricación de una pieza de trabajo, comprendiendo el aparato: un conjunto de oruga adaptado […]
Robot oruga y plataforma de soporte, del 15 de Mayo de 2019, de THE BOEING COMPANY: Aparato que comprende un sistema de oruga y un robot oruga, comprendiendo el robot oruga: un primer sistema de movimiento configurado para […]
Equipo de fresado así como procedimiento para llevar a cabo un mecanizado de fresado en el interior de una ranura, del 15 de Mayo de 2019, de SIEMENS AKTIENGESELLSCHAFT: Equipo de fresado con una herramienta de fresado que rota alrededor de un eje de giro de herramienta , presentando el equipo de fresado un cuerpo […]
Herramienta eléctrica, del 25 de Abril de 2019, de POWER BOX AG: Una herramienta eléctrica que incluye una carcasa y una base , dicha carcasa montada para ser móvil con respecto y separarse de la base, dicha […]
Dispositivo y procedimiento para rectificar un segmento de torre de hormigón de una turbina eólica, del 11 de Marzo de 2019, de Wobben Properties GmbH: Dispositivo de rectificado para el rectificado de un borde de segmento superior de un segmento de torre de una torre de hormigón para preparar el segmento de torre […]