Instalación y procedimiento para la fabricación de hojas de cartón ondulado.
Instalación de cartón ondulado para la fabricación de hojas de cartón ondulado,
con
a. por lo menos un dispositivo de producción (7, 27) para producir una banda de cartón ondulado sin fin (2, 28) a partir de por lo menos una banda ondulada (9) y por lo menos una banda de recubrimiento (12, 29),
b. por lo menos un dispositivo de corte longitudinal/de ranurado (32) para el corte longitudinal y el ranurado de la banda de cartón ondulado sin fin (2, 28) a lo largo de la dirección de trabajo (13),
c. por lo menos un dispositivo de corte (40) para el corte de hojas de cartón ondulado (39) a partir de la banda de cartón ondulado sin fin (2, 28) perforada y
d. por lo menos un dispositivo de control (54) para el control de la instalación de cartón ondulado (1), caracterizada por que
e. está previsto por lo menos un dispositivo de perforación (31; 31a; 31b, 31c) con por lo menos una unidad de perforación (55, 56) para la perforación de la por lo menos una banda de recubrimiento (12, 29) a lo largo de la dirección de trabajo (13),
f. el por lo menos un dispositivo de corte (40) del por lo menos un dispositivo de perforación (31; 31a, 31b; 31c) está dispuesto a continuación en la dirección de trabajo (13),
g. la por lo menos una unidad de perforación (55, 56) puede ser girada alrededor de un eje de giro (57, 58) que se extiende en la dirección transversal respecto a la dirección de trabajo (13) para ponerla en contacto con la por lo menos una banda de recubrimiento (12, 29),
h. el por lo menos un dispositivo de perforación (31; 31a; 31b; 31c) presenta por lo menos una primera unidad de perforación (55) para la perforación de una primera banda de recubrimiento (12) y por lo menos una segunda unidad de perforación (55), opuesta a la por lo menos una primera unidad de perforación (55) respecto a la banda de cartón ondulado (2, 28), para la perforación de una segunda banda de recubrimiento (29).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E07011239.
Solicitante: BHS CORRUGATED MASCHINEN- UND ANLAGENBAU GMBH.
Nacionalidad solicitante: Alemania.
Dirección: PAUL-ENGEL-STRASSE 1 92729 WEIHERHAMMER ALEMANIA.
Inventor/es: RUHLAND, KARL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B26D9/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B26 HERRAMIENTAS MANUALES DE CORTE; CORTE; SEPARACION. › B26D CORTE; DETALLES COMUNES A LAS MAQUINAS DE PERFORACION, PUNZONADO, CORTE, O CORTE CON SACABOCADOS (disgregación por medio de cuchillos u otros elementos cortantes o desgarrantes que transforman el material en fragmentos B02C 18/00; corte mediante chorros de fluidos abrasivos B24C 5/02; herramientas manuales de corte B26B). › Aparatos de corte combinados con aparatos de punzonado o de perforación, o con otros aparatos de corte diferentes.
PDF original: ES-2545384_T3.pdf


Fragmento de la descripción:
Instalación y procedimiento para la fabricación de hojas de cartón ondulado La invención se refiere a una instalación de cartón ondulado para la fabricación de hojas de cartón ondulado, así como a un procedimiento correspondiente.
Las instalaciones de cartón ondulado para la fabricación de hojas de cartón ondulado son conocidas desde mucho tiempo, por ejemplo por el documento DE 103 56 037 A1. Las hojas de cartón ondulado fabricadas se someten en muchos casos a un procesamiento subsiguiente para obtener embalajes, debiendo ser los embalajes, por un lado, muy estables para la protección del producto alojado en los mismos y, por otro lado, fáciles de abrir para la retirada del producto. Para la fabricación de embalajes que cumplan estos requisitos, deben prepararse y fabricarse ya las hojas de cartón ondulado de forma correspondiente.
Por el documento EP 1 375 361 B1 es conocido proveer de cortes las bandas de recubrimiento de hojas de cartón ondulado mediante dos cuchillas. Los cortes en las bandas de recubrimiento están opuestos unos a otros y cortan las bandas de recubrimiento en por lo menos el 50 % de su espesor. Al abrir embalajes fabricados a partir de estas hojas de cartón ondulado, las bandas de recubrimiento cortadas actúan como cantos de cizallamiento, que cortan por completo las bandas de recubrimiento y la banda ondulada. El inconveniente es que los cortes en las bandas de recubrimiento actúan como bisagras y forman puntos de flexión no deseados en las hojas de cartón ondulado. Los embalajes fabricados a partir de las hojas de cartón ondulado presentan, por lo tanto, una estabilidad inherente nada satisfactoria. Además, es costoso proveer las hojas de cartón ondulado individualmente de los cortes.
La invención tiene el objetivo de crear una instalación de cartón ondulado y un procedimiento que permitan una fabricación sencilla de hojas de cartón ondulado con propiedades de estabilidad y de apertura por desgarro mejoradas.
Este objetivo se consigue mediante las características de la reivindicación 1 así como de la otra reivindicación independiente 7 referente al procedimiento. La esencia de la invención está en prever en una instalación de cartón ondulado por lo menos un dispositivo de perforación. Al por lo menos un dispositivo de perforación se alimenta una banda de cartón ondulado sin fin de por lo menos una banda ondulada y por lo menos una banda de recubrimiento. Mediante el por lo menos un dispositivo de perforación se perfora la por lo menos una banda de recubrimiento, siendo cortada la por lo menos una banda de recubrimiento a lo largo de una dirección de trabajo alternativamente por completo en unos tramos y no siendo cortada en otros tramos. La por lo menos una banda ondulada no se corta y permanece sustancialmente intacta. Mediante por lo menos un dispositivo de corte dispuesto a continuación del por lo menos un dispositivo de perforación visto en la dirección de trabajo se cortan a partir de la banda de cartón ondulado sin fin perforada hojas de cartón ondulado del formato deseado. Gracias a la perforación de la por lo menos una banda de recubrimiento, las hojas de cartón ondulado presentan al mismo tiempo buenas propiedades de estabilidad y de apertura por desgarro. En particular, gracias a la perforación de la por lo menos una banda de recubrimiento se evita una formación de puntos de flexión no deseados en las hojas de cartón ondulado. Gracias a que el por lo menos un dispositivo de perforación está dispuesto por delante del por lo menos un dispositivo de corte, la perforación de la por lo menos una banda de recubrimiento tiene lugar antes de cortarse la banda de cartón ondulado sin fin para obtener hojas de cartón ondulado. El por lo menos un dispositivo de perforación está por lo tanto integrado en la instalación de cartón ondulado y en la fabricación de hojas de cartón ondulado, lo que simplifica la fabricación. Gracias a ello es posible ahorrar tiempo y costes. El por lo menos un dispositivo de perforación presenta por lo menos una primera unidad de perforación para la perforación de una primera banda de recubrimiento y por lo menos una segunda unidad de perforación, opuesta a la por lo menos una primera unidad de perforación respecto a la banda de cartón ondulado, para la perforación de una segunda banda de recubrimiento.
Otras configuraciones ventajosas de la invención resultan de las reivindicaciones dependientes.
Características, ventajas y detalles adicionales de la invención resultan de la descripción expuesta a continuación de varios ejemplos de realización con ayuda del dibujo. Muestran:
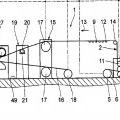
La Figura 1 una representación esquemática de una primera parte de una instalación de cartón ondulado según un primer ejemplo de realización.
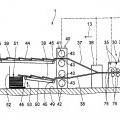
La Figura 2 una representación esquemática de una segunda parte de una instalación de cartón ondulado según un primer ejemplo de realización.
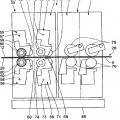
La Figura 3 una representación esquemática de un dispositivo de perforación y un dispositivo de corte longitudinal/de ranurado de la instalación de cartón ondulado según el primer ejemplo de realización.
La Figura 4 un detalle en una vista a escala ampliada del dispositivo de perforación según la Figura 3.
La Figura 5 una vista en corte del dispositivo de perforación a lo largo de la línea de corte V-V en la Figura 4.
La Figura 6 una representación lateral de un disco de perforación del dispositivo de perforación según la Figura 3.
La Figura 7 un detalle en una vista a escala ampliada del disco de perforación según la Figura 6.
La Figura 8 una representación lateral de un disco de perforación de una instalación de cartón ondulado según un segundo ejemplo de realización.
La Figura 9 un detalle en una vista a escala ampliada del disco de perforación según la Figura 8.
La Figura 10 una representación lateral de un disco de perforación de una instalación de cartón ondulado según un tercer ejemplo de realización.
La Figura 11 un detalle en una vista a escala ampliada del disco de perforación según la Figura 10.
La Figura 12 una representación lateral de un disco de perforación de una instalación de cartón ondulado según un cuarto ejemplo de realización.
La Figura 13 un detalle en una vista a escala ampliada del disco de perforación según la Figura 12.
A continuación, se describirá un primer ejemplo de realización de la invención haciéndose referencia a las Figuras 1 a 7. Una instalación de cartón ondulado 1 presenta para la fabricación de una banda de cartón ondulado 2 contracolada unilateralmente un primer dispositivo de desarrollamiento 3 para desarrollar una primera banda de material 4, un segundo dispositivo de desarrollamiento 5 para desarrollar una segunda banda de material 6 y un primer dispositivo de producción 7. El primer dispositivo de producción 7 comprende para la generación de una ondulación en la segunda banda de material 6 dos cilindros estriados 8 dispuestos uno adyacente al otro y alojados de forma giratoria. Después de la generación de la ondulación entre los cilindros estriados 8 adyacentes, la segunda banda de material 6 se presenta como banda ondulada 9. Además, para el encolado de las crestas de la banda ondulada 9, el primer dispositivo de producción 7 comprende una unidad de encolado 10, que está dispuesta de forma adyacente a los cilindros estriados 8. Para unir la banda ondulada 9 encolada a la primera banda de material 4, en el primer dispositivo de producción 7 está previsto un cilindro de presión 11 dispuesto de forma adyacente a un cilindro estriado 8 y alojado de forma giratoria. Tras la unión a la banda ondulada 9, la primera banda de material 4 se denomina primera banda de recubrimiento 12. El dispositivo de producción 7 para la fabricación de una banda de cartón ondulado 2 contracolada unilateralmente es generalmente conocido, por ejemplo por el documento EP 0 687 552 A (corresponde a la patente estadounidense US 5, 632, 850) , el documento DE 195 36 007 A (corresponde al documento GB 2, 305, 675A) o el documento DE 43 06 158 A1, remitiéndose a éstos respecto a los detalles.
Visto en la dirección de trabajo 13, a continuación del primer dispositivo de producción 7 está dispuesto un cilindro de desviación 14 alojado de forma giratoria y un dispositivo de precalentamiento 15. Para el calentamiento de la banda de cartón ondulado 2 contracolada unilateralmente y de una tercera banda de material 16, el dispositivo de precalentamiento 15 presenta dos cilindros de calentamiento 17 dispuestos uno encima del otro y alojados de forma giratoria. Para el desarrollamiento de la tercera banda de material 16 está previsto un tercer dispositivo de desarrollamiento... [Seguir leyendo]
Reivindicaciones:
1. Instalación de cartón ondulado para la fabricación de hojas de cartón ondulado, con
a. por lo menos un dispositivo de producción (7, 27) para producir una banda de cartón ondulado sin fin (2, 28) a partir de por lo menos una banda ondulada (9) y por lo menos una banda de recubrimiento (12, 29) ,
b. por lo menos un dispositivo de corte longitudinal/de ranurado (32) para el corte longitudinal y el ranurado de la banda de cartón ondulado sin fin (2, 28) a lo largo de la dirección de trabajo (13) ,
c. por lo menos un dispositivo de corte (40) para el corte de hojas de cartón ondulado (39) a partir de la banda de cartón ondulado sin fin (2, 28) perforada y
d. por lo menos un dispositivo de control (54) para el control de la instalación de cartón ondulado (1) ,
caracterizada por que
e. está previsto por lo menos un dispositivo de perforación (31; 31a; 31b, 31c) con por lo menos una unidad de perforación (55, 56) para la perforación de la por lo menos una banda de recubrimiento (12, 29) a lo largo de la dirección de trabajo (13) ,
f. el por lo menos un dispositivo de corte (40) del por lo menos un dispositivo de perforación (31; 31a, 31b; 31c) está dispuesto a continuación en la dirección de trabajo (13) ,
g. la por lo menos una unidad de perforación (55, 56) puede ser girada alrededor de un eje de giro (57, 58) que se extiende en la dirección transversal respecto a la dirección de trabajo (13) para ponerla en contacto con la por lo menos una banda de recubrimiento (12, 29) ,
h. el por lo menos un dispositivo de perforación (31; 31a; 31b; 31c) presenta por lo menos una primera unidad de perforación (55) para la perforación de una primera banda de recubrimiento (12) y por lo menos una segunda unidad de perforación (55) , opuesta a la por lo menos una primera unidad de perforación (55) respecto a la banda de cartón ondulado (2, 28) , para la perforación de una segunda banda de recubrimiento (29) .
2. Instalación de cartón ondulado de acuerdo con la reivindicación 1, caracterizada por que las unidades de perforación (55, 56) presentan entre sí una distancia mínima (AP) en la dirección transversal respecto a la dirección de trabajo (13) que corresponde por lo menos al 80 %, en particular por lo menos al 90 % y en particular por lo menos al 95 % de una distancia mínima (AD) entre las bandas de recubrimiento (12, 29) en la dirección transversal respecto a la dirección de trabajo (13) .
3. Instalación de cartón ondulado de acuerdo con la reivindicación 2, caracterizada por que el por lo menos un dispositivo de control (54) está realizado de tal modo que la distancia mínima (AP) entre las unidades de perforación (55, 56) puede ajustarse automáticamente en función de la distancia mínima (AD) entre las bandas de recubrimiento (12, 29) .
4. Instalación de cartón ondulado de acuerdo con una de las reivindicaciones 1 a 3, caracterizada por que la por lo menos una unidad de perforación (55, 56) presenta por lo menos un disco de perforación (60; 60a; 60b; 60c) .
5. Instalación de cartón ondulado de acuerdo con la reivindicación 4, caracterizada por que el por lo menos un disco de perforación (60; 60a, 60b, 60c) presenta varios dientes de perforación (62; 62a; 62b; 62c) dispuestos en la circunferencia y distanciados unos de otros.
6. Instalación de cartón ondulado de acuerdo con una de las reivindicaciones 1 a 5, caracterizada por que el por lo menos un dispositivo de perforación (31; 31a; 31b; 31c) y el por lo menos un dispositivo de corte longitudinal/de ranurado (32) están realizados de forma integrada.
7. Procedimiento para la fabricación de hojas de cartón ondulado, con las etapas:
a. producción de una banda de cartón ondulado sin fin (2, 28) a partir de por lo menos una banda ondulada
(9) y por lo menos una banda de recubrimiento (12, 29) mediante por lo menos un dispositivo de producción (7, 27) ,
b. perforación de la por lo menos una banda de recubrimiento (12, 29) mediante por lo menos un dispositivo de perforación (31; 31a; 31b; 31c) , que presenta por lo menos una unidad de perforación (55, 56) , siendo cortada por completo la por lo menos una banda de recubrimiento (12, 29) a lo largo de una dirección de trabajo (13) alternativamente en unos tramos y no siendo cortada por completo en otros tramos, y
c. corte de hojas de cartón ondulado (39) a partir de la banda de cartón ondulado sin fin (2, 28) perforada mediante por lo menos un dispositivo de corte (40) ,
d. estando dispuesto el por lo menos un dispositivo de corte (40) del por lo menos un dispositivo de perforación (31; 31a; 31b; 31c) a continuación en la dirección de trabajo (13) ,
e. siendo giratorias la por lo menos una unidad de perforación (55, 56) alrededor de un eje de giro (57, 58) que se extiende en la dirección transversal respecto a la dirección de trabajo (13) para ponerla en contacto con la por lo menos una banda de recubrimiento (12, 29) ,
f. presentando el por lo menos un dispositivo de perforación (31; 31a; 31b; 31c) por lo menos una primera unidad de perforación (55) para la perforación de una primera banda de recubrimiento (12) y por lo menos una segunda unidad de perforación (56) , opuesta a la por lo menos una primera unidad de perforación (55) respecto a la banda de cartón ondulado (2, 28) , para la perforación de una segunda banda de recubrimiento (29) .
Patentes similares o relacionadas:
Aparatos y método para corte de productos, del 8 de Abril de 2020, de URSCHEL LABORATORIES, INC.: Un aparato para cortar productos (46A, 46B), comprendiendo el aparato : una carcasa que comprende una pared circunferencial, […]
Métodos y sistemas de accionamiento de prensas rotativas, del 26 de Febrero de 2020, de THE BRADBURY COMPANY, INC.: Un sistema de prensa rotativa, que comprende: una primera prensa rotativa (105a; 802a); una segunda prensa rotativa (105b; 802b) adyacente a […]
Máquina de conversión elevada para la conversión de materiales en modelos de empaquetado, del 8 de Enero de 2020, de Packsize, LLC: Una máquina de conversión utilizada para convertir material plegado en acordeón en moldes de empaquetado para su ensamblaje en cajas u otro empaquetado, […]
Aparato para fabricar paneles realizados en material plástico espumado, del 8 de Enero de 2020, de HENNECKE-OMS S.P.A: Aparato para fabricar unos paneles realizados en material plástico espumado, que comprende un bastidor de soporte para un dispositivo para suministrar […]
Máquina de conversión, del 6 de Noviembre de 2019, de Packsize, LLC: Una máquina de conversión usada para convertir material en lámina en plantillas de embalaje para ensamblarlas en cajas u otro embalaje, comprendiendo […]
Método y aparato para cortar masa alimenticia, del 23 de Octubre de 2019, de RHEON AUTOMATIC MACHINERY CO., LTD.: Un método para cortar masa alimenticia aplanada en una forma larga y continua, que comprende: (a) un proceso para cortar la masa alimenticia […]
Métodos y sistemas de accionamiento de prensas rotativas, del 18 de Septiembre de 2019, de THE BRADBURY COMPANY, INC.: Un método de procesamiento de un material en movimiento, comprendiendo el método: mover un material a través de una primera prensa rotativa (105a) y […]
 Procedimiento y sistema para el tratamiento previo de cartón, del 28 de Junio de 2019, de Highcon Systems Ltd: Un sistema de tratamiento previo de cartón, que comprende:
un módulo de ranurar para crear en un cartón ranuras alrededor de […]
Procedimiento y sistema para el tratamiento previo de cartón, del 28 de Junio de 2019, de Highcon Systems Ltd: Un sistema de tratamiento previo de cartón, que comprende:
un módulo de ranurar para crear en un cartón ranuras alrededor de […]