Procedimiento y dispositivo de sobremoldeo de un elemento acristalado por una porción de junta que comprende un inserto y acristalamiento.
Procedimiento de sobremoldeo de al menos una porción de junta (J) formada de un material plástico,
sobre una parte periférica de un elemento acristalado (V), comprendiendo la citada junta al menos un inserto (1), presentando este inserto una porción sobremoldeada situada en el interior de la citada junta y una porción saliente (4) que sobresale al exterior de la citada junta para el preposicionamiento, el posicionamiento o la fijación del elemento acristalado (V) en un vano al que debe cerrar, comprendiendo la citada porción sobremoldeada una placa base (2) y estando orientada la citada porción saliente según un eje (A), comprendiendo el citado procedimiento:
a- una etapa de posicionamiento de la citada zona periférica al menos del elemento acristalado en el interior de un molde (M) que comprende al menos una parte móvil de molde y al menos otra parte de molde,
b- una etapa de posicionamiento de al menos un inserto (1) en el interior del molde de manera que la parte saliente (4) esté situada en el interior de un alojamiento (10) formado en una parte de molde,
c- una etapa de cierre de la citada parte móvil sobre una parte fija de molde de manera que se forme una cavidad de moldeo, quedando la citada placa base (2) situada en la citada cavidad de moldeo
d- una etapa de inyección del material plástico que forma la junta en la citada cavidad de moldeo, y
e- una etapa de desmoldeo por desplazamiento de la citada parte móvil de molde según un eje de desmoldeo (D) orientado de modo diferente del eje (A) de la parte saliente (4),
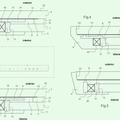
caracterizado por que durante la inyección el inserto está situado en la cavidad de moldeo con la ayuda de al menos un pasador (11) que coopera con un medio de posicionamiento (5) situado en la citada parte sobremoldeada de manera que la citada placa base (2) comprende en una cara vuelta hacia el elemento acristalado, al menos una pata de apoyo (6) que se extiende en dirección al elemento acristalado y que entra en contacto con este último y en una cara opuesta un soporte (3) que presenta una cara libre que soporta a la citada parte saliente (4) y que no está recubierta por el material plástico que forma la junta
y por que durante el desmoldeo la apertura del molde y la retirada del acristalamiento sobremoldeado es realizada sin que la parte saliente (4) del inserto (1) entre en contacto con la pared del citado alojamiento (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2008/050862.
Solicitante: SAINT-GOBAIN GLASS FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 18 AVENUE D'ALSACE 92400 COURBEVOIE FRANCIA.
Inventor/es: MOTTELET, BEATRICE, ROZE,JEAN-PIERRE, BODIN,CÉDRIC, MACHIZAUD,YOANN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C45/14 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 45/00 Moldeo por inyección, es decir, forzando un volumen determinado de material de moldeo a través de una boquilla en un molde cerrado; Aparatos a este efecto (moldeo por inyección-soplado B29C 49/06). › incorporando partes o capas preformadas, p. ej. moldeo por inyección alrededor de elementos insertos o sobre objetos a recubrir.
- B60J10/02
PDF original: ES-2526821_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo de sobremoldeo de un elemento acristalado por una porción de junta que comprende un inserto y acristalamiento
La presente invención se refiere a un procedimiento de sobremoldeo de al menos una porción de junta formada de un material plástico, tal como el polluretano, sobre una parte periférica de un elemento acristalado, comprendiendo la citada junta al menos un Inserto, presentando este Inserto una porción sobremoldeada situada en el Interior de la citada junta y una porción saliente que sobresale al exterior de la citada junta para el preposicionamiento, el poslclonamlento o la fijación del elemento acristalado en un vano al que debe cerrar y especialmente un vano de carrocería de vehículo.
La porción sobremoldeada del inserto comprende de manera habitual una placa base en general de forma sensiblemente plana y la citada porción saliente está orientada según un eje.
El procedimiento comprende de manera habitual:
a- una etapa de posicionamiento de la citada zona periférica al menos del elemento acristalado en el interior de un molde que comprende al menos una parte móvil de molde y al menos otra parte de molde que puede ser fija, o también móvil,
b- una etapa de posicionamiento de al menos un inserto en el interior del molde de manera que la parte saliente esté situada en el interior de un alojamiento formado en el interior de una parte de molde,
c- una etapa de cierre de la citada parte móvil sobre una parte fija de molde de manera que se forme una cavidad de moldeo, estando situada la citada placa base en la citada cavidad de moldeo,
d- una etapa de inyección del material plástico que forma la junta en la citada cavidad de moldeo, y
e- una etapa de desmoldeo por desplazamiento de la citada parte móvil de molde según un eje de desmoldeo orientado de modo diferente del eje de la parte saliente.
La presente invención se refiere Igualmente al dispositivo que pone en práctica un procedimiento de este tipo, al acristalamiento así equipado con su sobremoldeo que encierra al menos tal inserto y a un inserto de este tipo.
El sobremoldeo puede rodear todo el reborde del acristalamiento, es decir contra el canto del acristalamiento y sobre el borde de dos superficies principales opuestas, en cuyo caso el sobremoldeo se designa generalmente, como el « encapsulado, y la operación de sobremoldeo, como la « encapsulación ». Sin embargo, en ciertos acristalamientos, el material plástico está dispuesto solamente sobre un borde de una cara del acristalamiento o solamente una parte de éste o sobre todo o parte de un borde de una cara del acristalamiento y contra el canto de éste. Así pues, en lo que sigue de esta descripción, se ha conservado el empleo del término « sobremoldeo », considerado como englobando igualmente a la encapsulación.
A título de ejemplos de estos acristalamientos, se citan los acristalamientos laterales fijos de automóviles o los acristalamientos angulares fijos de automóviles destinados especialmente a ser aplicados contra la carrocería del automóvil por el exterior y a ser fijados a ésta por atornillamiento desde el interior. A tal efecto, las partes de los insertos que sobresalen a partir del sobremoldeo sobre una cara del acristalamiento están constituidos generalmente por vástagos destinados a atravesar agujeros practicados en la carrocería, y que, en la mayor parte, están fileteados a fin de cooperar con tuercas introducidas en el lado interno de ésta, y en la parte restante, son lisos, para constituir pasadores de preposicionamiento o de posicionamiento.
Los insertos habitualmente utilizados están constituidos por placas o placa bases atravesadas en su parte central por tornillos cuya cabeza se aplica y se fija por cualquier medio contra una cara de la placa y cuyo vástago sobresale a partir de la otra cara perpendicularmente a la placa.
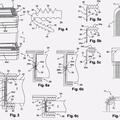
La Figura 1 aneja muestra en perspectiva un elemento acristalado V, perfilado, provisto de su junta sobremoldeada en el interior de la cual están dispuestos dos insertos situados en dos ángulos opuestos del acristalamiento y de los que pueden verse los vástagos fileteados salientes 14. En la mayoría de los casos se necesitará un mayor número de insertos.
Por otra parte, en la Figura 1 se ha indicado el eje de desmoldeo D y los dos ejes A de las partes salientes de los dos insertos. Estando situados estos en dos ángulos opuestos del acristalamiento, los ejes de los vástagos fileteados ¡lustrados son los ejes de las partes salientes más inclinados con respecto al eje de desmoldeo. En efecto, habida cuenta del hecho de que el acristalamiento está combado, los ejes de los vástagos fileteados ilustrados están inclinados con respecto al eje de desmoldeo y esta inclinación depende de la posición del inserto en el sobremoldeo.
La técnica anterior conoce por la solicitud de patente europea N° EP 468 713 un procedimiento de sobremoldeo sobre un elemento acristalado plano de una junta provista de un inserto con placa base que presenta un anillo de caucho.
En este documento, debido al hecho de que el elemento acristalado es plano, el eje de la parte saliente es paralelo al eje de desmoldeo.
Este procedimiento no es por tanto aplicable al sobremoldeo de un punto sobre un elemento acristalado abombado.
Además, este procedimiento no es satisfactorio porque es difícil controlar en el tiempo la elasticidad del anillo que debe ser a la vez suficientemente flexible para asegurar la estanqueidad al tiempo que sea suficientemente rígido para situar bien la parte saliente y por tanto el inserto en el interior del encapsulado.
La técnica anterior conoce también por la patente americana N° US 4.723.89, un procedimiento de sobremoldeo sobre un elemento acristalado plano de una junta provista de un inserto con soporte.
Este soporte presenta una cara que soporta a la parte saliente que no es libre porque ésta está recubierta del material plástico que forma la junta.
Por otra parte, el inserto no presenta medios de posicionamiento particulares que permitan su posicionamiento en el sistema de referencia del sobremoldeo.
Actualmente, la mayoría de los acristalamientos para vehículo están al menos ligeramente abombados o perfilados, incluso francamente abombados y para permitir el mantenimiento de los insertos durante la inyección del material plástico de sobremoldeo, así como el desmoldeo del acristalamiento abombado después del sobremoldeo, se utilizan módulos complejos de bloques móviles porque, como se indicó anteriormente, el eje de las partes salientes de los insertos es entonces diferente del eje de desmoldeo. Cada parte móvil presenta así dos posiciones extremas, una posición de mantenimiento del Inserto durante la inyección del material plástico y una posición retirada en la cual ésta ya no está en contacto con el Inserto, a fin de permitir la apertura del molde sin ser molestado por la parte saliente del inserto.
Además, un hueco generalmente cónico, está dispuesto generalmente en el interior del sobremoldeo alrededor de la parte saliente para realizar la estanqueidad del Inserto sobre la placa base, dicho de otro modo para impedir al material plástico fluido llegar a la parte saliente a fin de no deteriorarla.
Las Figuras 2 y 3 ilustran así el inserto conocido. En la Figura 2, se puede ver la parte superior del molde M que contiene al elemento acristalado V con su sobremoldeo antes del desmoldeo en la región de un inserto 11, el cual está situado en el interior del molde M y cuyo vástago fileteado saliente 14 está recubierto por un pequeño bloque m que es móvil según el eje A con respecto al molde M. El bloque móvil m termina según una parte que se afila en dirección a su extremidad contra la cual se aplica la placa base 12 del inserto 11 por su parte central. En posición moldeada, la placa base 12 del inserto 11, alojada por todo su reborde en el sobremoldeo de la junta J, se sitúa por tanto en un plano horizontal medio de esta última.
Si se hace referencia a la Figura 3, se puede ver que se ha representado el sistema ilustrado en la Figura 2 en posición en una carrocería C, cooperando una tuerca de apriete 112 con el vástago fileteado 14 del inserto 11 con miras a la fijación del acristalamiento en el vano al que debe cerrar. En esta Figura 3, se ha representado el vástago fileteado en situación de apriete extremo, en la que puede verse que debido a este apriete, la placa base queda doblada en "sobrero de gendarme", sus dos rebordes opuestos según la línea media de la placa base que se apoya entonces de modo fuerte sobre el cristal, con el riesgo de romperle.
Con esta estructura conocida, ocurre también de modo bastante frecuente, que el inserto... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de sobremoldeo de al menos una porción de junta (J) formada de un material plástico, sobre una parte periférica de un elemento acristalado (V), comprendiendo la citada junta al menos un Inserto (1), presentando este inserto una porción sobremoldeada situada en el interior de la citada junta y una porción saliente (4) que sobresale al exterior de la citada junta para el preposicionamiento, el posicionamiento o la fijación del elemento acristalado (V) en un vano al que debe cerrar, comprendiendo la citada porción sobremoldeada una placa base (2) y estando orientada la citada porción saliente según un eje (A), comprendiendo el citado procedimiento:
a- una etapa de posicionamiento de la citada zona periférica al menos del elemento acristalado en el interior de un molde (M) que comprende al menos una parte móvil de molde y al menos otra parte de molde,
b- una etapa de posicionamiento de al menos un inserto (1) en el interior del molde de manera que la parte saliente (4) esté situada en el interior de un alojamiento (1) formado en una parte de molde,
c- una etapa de cierre de la citada parte móvil sobre una parte fija de molde de manera que se forme una cavidad de moldeo, quedando la citada placa base (2) situada en la citada cavidad de moldeo
d- una etapa de inyección del material plástico que forma la junta en la citada cavidad de moldeo, y
e- una etapa de desmoldeo por desplazamiento de la citada parte móvil de molde según un eje de desmoldeo (D) orientado de modo diferente del eje (A) de la parte saliente (4),
caracterizado por que durante la inyección el inserto está situado en la cavidad de moldeo con la ayuda de al menos un pasador (11) que coopera con un medio de posicionamiento (5) situado en la citada parte sobremoldeada de manera que la citada placa base (2) comprende en una cara vuelta hacia el elemento acristalado, al menos una pata de apoyo (6) que se extiende en dirección al elemento acristalado y que entra en contacto con este último y en una cara opuesta un soporte (3) que presenta una cara libre que soporta a la citada parte saliente (4) y que no está recubierta por el material plástico que forma la junta
y por que durante el desmoldeo la apertura del molde y la retirada del acristalamiento sobremoldeado es realizada sin que la parte saliente (4) del inserto (1) entre en contacto con la pared del citado alojamiento (1).
2. Procedimiento de acuerdo con la reivindicación precedente, caracterizado por que durante la inyección, el eje de la parte saliente (4) está orientado sensiblemente perpendicularmente al plano medio de la placa base (2).
3. Procedimiento de acuerdo con las reivindicaciones 1 o 2, caracterizado por que, durante la inyección, la citada pata de apoyo (6) está en compresión contra la superficie del elemento acristalado (V).
4. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 3, caracterizado por que durante la Inyección, la cara libre del soporte (3) entra en apoyo estanco contra la pared del molde alrededor del alojamiento
(1).
5. Dispositivo, especialmente para la puesta en práctica del procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 4, para el sobremoldeo de al menos una porción de junta (J) formada de un material plástico en una parte periférica de un elemento acristalado (V), comprendiendo la citada junta al menos un inserto (1), presentando este inserto una porción sobremoldeada situada en el interior de la citada junta y una porción saliente (4) que sobresale al exterior de la citada junta para el preposicionamiento, el posicionamiento o la fijación del elemento acristalado en un vano al que debe cerrar, comprendiendo la citada porción sobremoldeada una placa base (2) y presentando la citada porción saliente un eje (A), comprendiendo el citado dispositivo:
I- un molde (M) para el posicionamiento de la citada zona periférica al menos del elemento acristalado, comprendiendo el citado molde al menos una parte móvil de molde que es móvil según un eje de desmoldeo (D) con respecto a otra parte de molde, cooperando las citadas partes de molde en el estado cerrado para formar una cavidad de moldeo,
ii- una parte de molde que comprende al menos un alojamiento (1) que desemboca en la citada cavidad de moldeo y que acoge a la citada parte saliente (4) del inserto orientada según un eje diferente del eje de desmoldeo,
caracterizado por que la citada cavidad de moldeo comprende al menos un menos un pasador (11) que coopera con medios de posicionamiento (5) situados en la citada parte sobremoldeada de manera que al menos una pata de apoyo (6) situada en una cara de la citada placa base (2) vuelta hacia el elemento acristalado se extiende en dirección al elemento acristalado y entra en contacto con este último durante la inyección del material y porque en una cara opuesta de la citada placa base (2) un soporte (3) presenta una cara libre que soporta a la citada parte saliente (4) y que no está recubierta del material plástico que forma la junta
y por que el alojamiento (1) es suficientemente amplio para permitir la apertura del molde y la retirada del acristalamiento sobremoldeado sin que la parte saliente (4) del inserto (1) entre en contacto con la pared del citado alojamiento.
6. Dispositivo de acuerdo con la reivindicación precedente, caracterizado por que el alojamiento (1) es suficientemente amplio para permitir que el eje de la parte saliente esté orientado sensiblemente perpendicularmente al plano medio de la placa base (2).
7. Dispositivo de acuerdo con las reivindicaciones 5 o 6, caracterizado por que el alojamiento (1) no comprende bloque móvil.
8. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 5 a 7, caracterizado por que el alojamiento (1) presenta una forma cilindrica orientada según el eje de desmoldeo (D).
9. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 5 a 8, caracterizado por que el alojamiento (1) comprende un imán o un electroimán o un sistema de aspiración para el mantenimiento de la citada parte saliente
(4).
1. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 5 a 9, caracterizado por que un alojamiento (1) está formado en la parte de molde móvil.
11. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 5 a 1, caracterizado por que un alojamiento está formado en una parte de molde fija.
12. Dispositivo de acuerdo con una cualquiera de las reivindicaciones 5 a 11, caracterizado por que la cavidad de moldeo presenta pasadores internos que cooperan con medios de posicionamiento (5) de tipo entalladuras (5B) o aberturas (5A) practicadas en la parte sobremoldeada del inserto (1).
13. Acristalamiento (2), especialmente obtenido por la puesta en práctica del procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 4, especialmente acristalamiento automóvil, que comprende al menos un elemento acristalado (V) que presenta una zona periférica provista de al menos una porción de junta (J) formada de un material plástico, comprendiendo la citada junta al menos un inserto (1), presentando este inserto una porción sobremoldeada situada en el interior de la citada junta y una porción saliente (4) que sobresale al exterior de la citada junta para el preposicionamiento, el posicionamiento o la fijación del acristalamiento en un vano al que debe cerrar, comprendiendo la citada porción sobremoldeada una placa base (2) y presentando la citada porción saliente un eje (A),
caracterizado por que la parte sobremoldeada del inserto (1) comprende medios de posicionamiento (5) de tipo entalladuras o aberturas y la citada placa base (2) comprende en una cara vuelta hacia el elemento acristalado (V) al menos una pata de apoyo (6) que se extiende en dirección al elemento acristalado y que entra en contacto con este último y en una cara opuesta un soporte (3) que presenta una cara libre que soporta a la citada parte saliente y que no está recubierta del material plástico que forma la junta.
14. Acristalamiento (2) de acuerdo con la reivindicación precedente, caracterizado por que la citada placa base (2) está situada sensiblemente paralela a la superficie del elemento acristalado adyacente.
15. Acristalamiento (2) de acuerdo con las reivindicaciones 13 o 14, caracterizado por que el soporte (3) presenta un espesor igual al menos al doble del espesor de la citada placa base (2).
16. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 15, caracterizado por que comprende una pluralidad de insertos (1) y por que los ejes de las partes salientes de dos insertos al menos no están orientados según una misma dirección.
17. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 16, caracterizado por que la placa base (2), el soporte (3) y la porción saliente (4) están realizados en una sola y misma pieza, especialmente en un material plástico rígido.
18. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 16, caracterizado por que la placa base (2) del soporte (3) y la porción saliente (4) están realizados en varias piezas ensambladas, de material plástico, de metal o de aleación metálica.
19. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 18, caracterizado por que la citada pata de apoyo (6) está en compresión contra la superficie del elemento acristalado (V).
2. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 19, caracterizado por que la citada placa base (2) comprende al menos una pata de apoyo terminal (6A) formada por al menos un pliegue del material de la placa base (2), terminado este pliegue en un doblez hacia el plano medio de la placa base (2) y/o por que la citada placa base (2) comprende al menos una pata de apoyo en aleta (6B) formada en el material de la placa base (2) para separar una aleta abierta hacia el elemento acristalado y que termina en un doblez hacia el plano medio de la placa base (2).
21. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 2, caracterizado por que la citada placa base (2) comprende al menos una abertura (5A) en una cara principal y/o al menos una entalladura
(5B), especialmente de fondo semicircular, estado formada la citada entalladura en un borde transversal de la placa base (2), según su línea longitudinal media.
22. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 21, caracterizado por que la placa base (2) comprende medios de refuerzo (8), de tipo nervios o pestañas a lo largo de al menos dos de sus
bordes longitudinales.
23. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 22, caracterizado por que el reborde de la superficie libre del soporte (3) comprende medios de estanqueidad de tipo junta tórica (2).
24. Acristalamiento (2) de acuerdo con una cualquiera de las reivindicaciones 13 a 23, caracterizado por que la placa base (2) es de forma rectangular y lleva el soporte (3) en su parte central, pudiendo comprender la citada
placa base (2) aberturas (7) para un mejor anclaje en el material plástico que forma la junta.
Patentes similares o relacionadas:
Acristalamiento que comprende un elemento de refuerzo y su procedimiento de fabricación, del 21 de Diciembre de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado […]
Acristalamiento que comprende un elemento de refuerzo y su método de producción, del 10 de Agosto de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que incluye un elemento de vidrio dotado de un marco periférico, o de elementos periféricos, de material plástico sobremoldeado sobre […]
Elemento perfilado para unir un componente a una luna de vehículo fija, del 20 de Julio de 2016, de ELKAMET KUNSTSTOFFTECHNIK GMBH: Elemento perfilado para unir un componente a una luna de vehículo con un cuerpo perfilado que se puede fijar a una primera […]
Disposición de hermetización para lunas de vehículos, procedimiento para su construcción y su utilización, del 29 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de hermetización para lunas de vehículos con - una luna , - un ala de sujeción unido con la luna y - un cierre […]
Disposición de junta para lunas de vehículo, procedimiento para su producción y su uso, del 1 de Junio de 2016, de SAINT-GOBAIN GLASS FRANCE: Disposición de junta para una luna de vehículo, comprendiendo al menos: - un carril de sujeción con un canal de bloqueo , que está conformado por un carril de […]
 Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
Acristalamiento equipado con medios de estanqueidad y su procedimiento de fabricación, del 6 de Abril de 2016, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento que comprende un sustrato que presenta dos caras externas opuestas y un borde periférico que une las dos caras, así como medios […]
 Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Acristalamiento luminoso, del 30 de Diciembre de 2015, de SAINT-GOBAIN GLASS FRANCE: Acristalamiento luminoso, que comprende
- una primera lámina de cristal mineral u orgánico, con una primera cara principal , una segunda cara principal […]
Material laminado de capas múltiples, que tiene al menos una capa de vidrio, del 21 de Diciembre de 2015, de BASELL POLIOLEFINE ITALIA S.R.L.: Un material laminado de capas múltiples que comprende al menos una capa de vidrio y que tiene una mejor estabilidad térmica, donde dicho material laminado comprende una capa […]