Procedimiento de producción de producto sinterizado a partir de polvo.
Un procedimiento de producción de un producto sinterizado a partir de polvo,
que comprende:
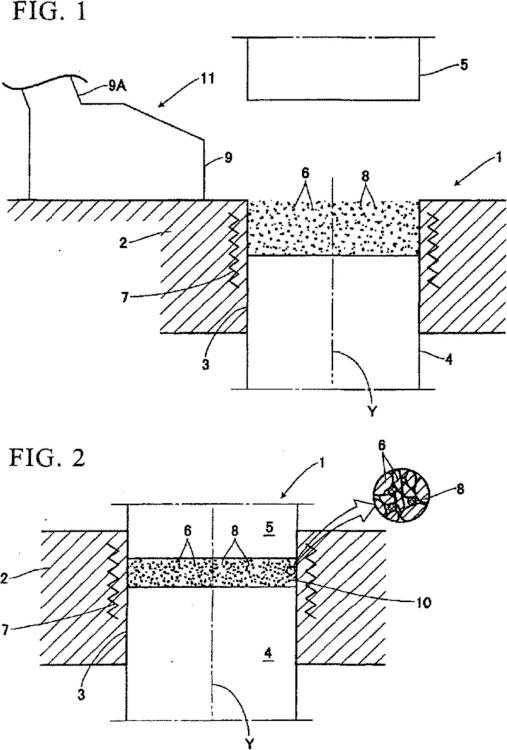
una etapa de carga de cargar en un molde (1) un polvo para pulvimetalurgia que tiene un polvo (6) en bruto y un lubricante (8) sólido incorporado en el mismo;
una etapa de moldeo del compactado de polvo de compactar el polvo para pulvimetalurgia cargado en el molde y de moldear un compactado de polvo;
una etapa de liberación del compactado de polvo de extraer el compactado de polvo fuera del molde;
moldear continuamente el compactado de polvo y
en el que la temperatura del molde se ajusta a un valor en el intervalo del punto de ebullición del agua o superior hasta el punto de fusión del lubricante sólido o inferior, caracterizado por que el procedimiento comprende
sinterizar el compactado de polvo,
en el que un medio (12) de enfriamiento para enfriar el polvo para pulvimetalurgia antes de que éste se cargue está dispuesto en un medio (11) de alimentación de polvo, en el que el polvo para pulvimetalurgia en el medio de alimentación de polvo recibe calor desde un medio de calentamiento del molde, y el polvo para pulvimetalurgia se enfría para mantener la temperatura del mismo en o por debajo del punto de ebullición del agua mediante el medio de enfriamiento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/JP2005/020805.
Solicitante: Diamet Corporation.
Nacionalidad solicitante: Japón.
Dirección: 1-1, KOGANE-CHO 3-CHOME HIGASHI-KU, NIIGATA-SHI, NIIGATA JAPON.
Inventor/es: Nakai,Takashi, KAWASE,KINYA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B22F3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B22 FUNDICION; METALURGIA DE POLVOS METALICOS. › B22F TRABAJO DE POLVOS METALICOS; FABRICACION DE OBJETOS A PARTIR DE POLVOS METALICOS; FABRICACION DE POLVOS METALICOS (fabricación de aleaciones mediante metalurgia de polvos C22C ); APARATOS O DISPOSITIVOS ESPECIALMENTE ADAPTADOS PARA POLVOS METALICOS. › B22F 3/00 Fabricación de piezas a partir de polvos metálicos, caracterizada por el modo de compactado o sinterizado; Aparatos especialmente concebidos para esta fabricación. › Compactado solamente.
PDF original: ES-2523540_T3.pdf

Fragmento de la descripción:
Procedimiento de producción de producto sinterizado a partir de polvo Campo técnico
La presente invención se refiere a un procedimiento de producción de un producto sinterizado a partir de polvo. Técnica anterior
Como un ejemplo de este tipo de procedimientos, en el pasado se conocía ampliamente un procedimiento de solidificación de un material en polvo (por ejemplo, el Documento de Patente 1) en el que se añade una cantidad predeterminada de agua a polvos metálicos o similares y, a continuación, se mezclaba la mezcla íntegra, se cargaba en un molde dotado de un medio de ventilación de vapor, y se sometía a un moldeo por presión a una temperatura baja de 1 °C o inferior a fin de aumentar la densidad aparente a baja presión cuando se inmovilizan estas clases de materiales en polvo. También se conocía ampliamente que un procedimiento de producción de un compactado sinterizado a partir de aluminio aleado (por ejemplo, el Documento de Patente 2) en el que un polvo rápidamente solidificado que contiene un aluminio aleado se mezcla con un polvo lubricante con un punto de fusión en el intervalo de 1 a 3 °C para obtener un polvo mezclado. En este procedimiento, el polvo mezclado se calienta a la temperatura más alta que el punto de fusión del polvo lubricante y, a continuación, se prensa para obtener un compactado de polvo. El compactado de polvo se sinteriza posteriormente a fin de obtener tanto un compactado de polvo de densidad alta como un compactado sinterizado con menor variación dimensional que el compactado de polvo. Otro procedimiento conocido es un procedimiento de producción de un material sinterizado de densidad alta en el que los polvos en bruto, tales como polvo de acero o similares, se calientan a una temperatura en el intervalo de 35 a 65 °C en una atmósfera no oxidativa que no afecte a la fluidez de los polvos. Los polvos se cargan en un molde revestido con un lubricante precalentado de 15 a 45 °C y se someten a compresión y a un moldeo en templado para moldear un compactado de polvo. El compactado de polvo se calienta posteriormente y se sinteriza a fin de obtener un componente sinterizado de densidad alta basándose en que la compresibilidad de los polvos mejora de forma brusca a una temperatura de aproximadamente 35 °C independientemente de si los polvos son polvos de hierro puro o polvos de acero aleado.
Adicionalmente, se ha conocido ampliamente un procedimiento de moldeo por compresión de un polvo para pulvimetalurgia (Documento de Patente 4) en el que un polvo para pulvimetalurgia al que se le ha incorporado un lubricante se carga en un molde cuya superficie de una pared interna está revestida con el lubricante y, a continuación, el polvo se somete a moldeo por compresión en una atmósfera caliente o templada ajustando el contenido de lubricante en el polvo para pulvimetalurgia al ,2 % en masa o menos (el % en masa no está incluido en este intervalo) por masa total de polvo a fin de incrementar la densidad de moldeo cuando un polvo de hierro o un polvo de hierro aleado se somete a moldeo por compresión.
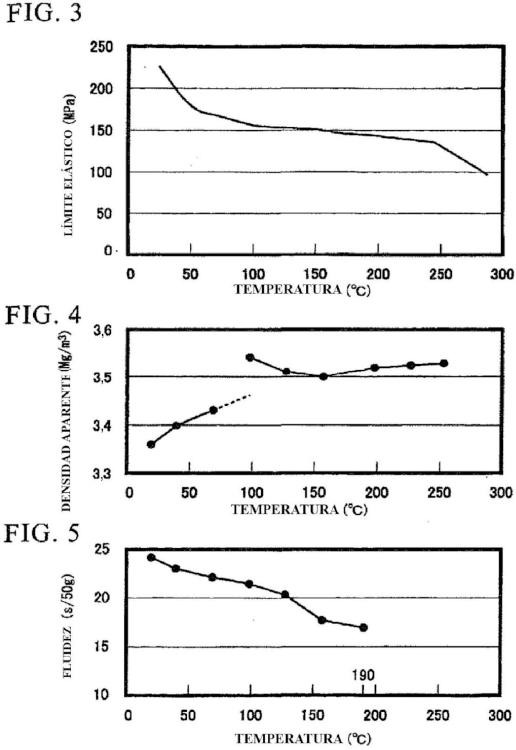
En caso de cargar un polvo en bruto para pulvimetalurgia en un molde y moldear un compactado aplicando presión en una atmósfera templada a fin de incrementar la fluidez del polvo en bruto cuando se carga el polvo en bruto en el molde y a fin de incrementar la compresibilidad del compactado incrementando la lubricidad entre los polvos en bruto y entre el polvo en bruto y el molde cuando se moldea el compactado mediante aplicación de presión, en general, se ha estado usando como materia en bruto para pulvimetalurgia un polvo en bruto para un moldeo en templado en el que se mezcla estearato de litio como lubricante. No obstante, en caso de que el estearato de litio se mezcle en el polvo en bruto, se plantea un problema en tanto que la fluidez del polvo en bruto realmente se deteriora cuando se calienta el polvo en bruto a 15 °C o por encima aunque el punto de fusión del estearato de litio sea aproximadamente 22 °C. Adicionalmente, se plantea un problema en tanto que no se pueden obtener lubricidad y compresibilidad suficientes mediante el uso de estearato de litio.
Como se da a conocer en el Documento de Patente 5, se ha sabido que la fluidez del polvo en bruto se mejora mediante la adición de una cantidad muy pequeña de sal metálica de ácido graso con un diámetro de partícula pequeño, es decir, el diámetro de partícula promedio con respecto al polvo es 4 pm o inferior. No obstante, también existen puntos débiles en tanto que no se puede obtener la lubricidad mediante la adición de una cantidad muy pequeña de sal metálica de ácido graso cuando se lleva a cabo el moldeo por presión, y la fluidez se deteriora realmente cuando se añade la cantidad suficiente de la misma para obtener lubricidad general. Adicionalmente, se plantea un problema en tanto que el coste de producción de una sal metálica de ácido graso con un diámetro de partícula pequeño es más caro que el coste de producción de una sal metálica de ácido graso general, lo que no es económico.
Como se da a conocer en el Documento de Patente 6, se ha sabido que se usa un lubricante que contiene un componente con un punto de fusión bajo que es menor que la temperatura para el moldeo por presión. No obstante, se plantea un problema en tanto que la fluidez del polvo en bruto no se puede obtener en un grado suficiente cuando el lubricante que contiene un componente lubricativo con un punto de fusión bajo se calienta hasta la temperatura de moldeo en templado.
Para moldear un compactado de polvo como se menciona anteriormente, un polvo para pulvlmetalurgla al que le se ha incorporado un lubricante sólido en dicho polvo en bruto se carga en un molde mediante el uso de un dispositivo de alimentación de polvo. A continuación, el polvo para pulvimetalurgia cargado en el molde se compacta, el compactado de polvo se extrae fuera del molde, y el polvo para pulvimetalurgia se carga de nuevo en el molde del que se extrajo el compactado de polvo. Estas etapas se llevan a cabo sucesivamente hasta moldear continuamente el compactado de polvo. El dispositivo de alimentación de polvo está dotado de una tolva y un alimentador conectado a un conducto de alimentación (por ejemplo, el Documento de Patente 7).
Como se menciona anteriormente y de acuerdo con las técnicas relacionadas descritas en los Documentos de Patente 1 a 6, se lleva a cabo un moldeo en templado calentando el polvo para pulvimetalurgia antes de que se cargue en el molde o calentando el molde en el que se carga el polvo para pulvimetalurgia.
Documento de Patente 1: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° S63-7282 Documento de Patente 2: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° S61-13662 Documento de Patente 3: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° S58 - 7132 Documento de Patente 4: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° 2-1992 Documento de Patente 5: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° 2-27352 Documento de Patente 6: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° 21-29492 Documento de Patente 7: Solicitud de Patente Japonesa no Examinada, Primera Publicación n.° 23-19195
El documento EP 1 199 124 da a conocer un procedimiento por el que un troquel se llena de un polvo mezclado a base de hierro y, posteriormente, se ejerce presión de compactación a una temperatura predeterminada. En compactación ordinaria, el troquel se usa sin precalentar a temperatura ordinaria y, en compactación en templado, después de precalentar a una temperatura predeterminada. El preámbulo de la reivindicación 1 está basado en este documento.
Y. OZAKI, S. UNAMI AND S. UENOSONO: "Pre-mixed Partially Alloyed Iron Powder for Warm Compaction: KIP Clean Mix HW Series" KAWASAKI STEEL TECHNICAL REPORT, n.° 47, diciembre 22 (22-12), páginas 48-54, XP2537823. Este documento da a conocer una premezcla de hierro "Clean Mix HW Series" diseñada para la compactación en templado mediante la incorporación de "KW~was". Se afirma que KW-was ha logrado las características del polvo (caudal de flujo y densidad aparente) estables en un intervalo de temperatura amplio desde temperatura ambiente hasta 423 K. Supuestamente, debido a esta estabilidad, la HW Series no requiere el control rígido de la temperatura del polvo en el proceso de compactación de producción en serie. También se descubrió a partir de un estudio sobre el proceso de compactación que KW-way promovía la reorganización de las partículas durante la compactación y daba una densidad en verde mayor de 7,3 mg/m3, presentando estructura porosa homogénea en tamaño y forma. La estructura homogénea de los compactados en verde se describe... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de producción de un producto sinterizado a partir de polvo, que comprende:
una etapa de carga de cargar en un molde (1) un polvo para pulvlmetalurgia que tiene un polvo (6) en bruto y un lubricante (8) sólido incorporado en el mismo;
una etapa de moldeo del compactado de polvo de compactar el polvo para pulvimetalurgia cargado en el molde y de moldear un compactado de polvo;
una etapa de liberación del compactado de polvo de extraer el compactado de polvo fuera del molde; moldear continuamente el compactado de polvo y
en el que la temperatura del molde se ajusta a un valor en el intervalo del punto de ebullición del agua o superior hasta el punto de fusión del lubricante sólido o inferior, caracterizado por que el procedimiento comprende
sinterizar el compactado de polvo,
en el que un medio (12) de enfriamiento para enfriar el polvo para pulvimetalurgia antes de que éste se cargue está dispuesto en un medio (11) de alimentación de polvo, en el que el polvo para pulvimetalurgia en el medio de alimentación de polvo recibe calor desde un medio de calentamiento del molde, y el polvo para pulvlmetalurgia se enfría para mantener la temperatura del mismo en o por debajo del punto de ebullición del agua mediante el medio de enfriamiento.
2. El procedimiento de producción de un producto sinterizado a partir de polvo de acuerdo con la reivindicación 1, en el que el polvo en bruto es uno de entre un polvo de hierro, un polvo de hierro aleado, y un polvo mezclado que contiene el polvo de hierro y el polvo de hierro aleado como componentes principales, el lubricante sólido es un ácido graso hidroxilado y la temperatura del molde se encuentra en el Intervalo de 11 a 19 °C.
3. El procedimiento de producción de un producto sinterizado a partir de polvo de acuerdo con la reivindicación 1 o 2, en el que la temperatura del molde se mantiene prácticamente regular dentro del intervalo de ± 2 °C desde la temperatura de ajuste mediante el calentamiento y enfriamiento del molde en la etapa de moldeo del compactado de polvo.
4. El procedimiento de producción de un producto sinterizado a partir de polvo de acuerdo con una cualquiera de las reivindicaciones 1 a 3, en el que el medio de enfriamiento usa enfriamiento por agua o enfriamiento por aire, en el que en el caso de enfriamiento por agua, se hace circular una solución de enfriamiento, en el que el medio de enfriamiento está dispuesto en un allmentador y un tubo (9A) flexible del medio de alimentación de polvo.
5. El procedimiento de producción de un producto sinterizado a partir de polvo de acuerdo con la reivindicación 4, en el que el medio de enfriamiento está dispuesto en una porción del tubo (9A) flexible cerca del molde (1) y un lado externo del allmentador (9).
Patentes similares o relacionadas:
Método para producir un cuerpo sinterizado de un compuesto intermetálico de tial, del 1 de Julio de 2020, de Mitsubishi Heavy Industries Aero Engines, Ltd: Un método para producir un compacto sinterizado intermetálico a base de TiAl (E), método que comprende: una etapa de mezcla de mezclar el polvo de Ti, el polvo de Al y un […]
Cuerpo que comprende una pieza de cermet y procedimiento de fabricación del mismo, del 27 de Mayo de 2020, de Hyperion Materials & Technologies (Sweden) AB: Un cuerpo que comprende: una pieza de cermet a base de carburo de niobio que contiene un aglutinante metálico a base de níquel; una aleación de soldadura a […]
Auxiliar de prensado para la metalurgia en polvo, del 29 de Enero de 2020, de GKN Sinter Metals Engineering GmbH: Auxiliar de prensado para la pulvimetalurgia que comprende al menos una amida de un ácido carboxílico con 18 a 22 átomos de C y cera montana.
Método para fabricar un material compuesto de matriz de metal, del 11 de Diciembre de 2019, de Ceradyne Inc: Un método para fabricar un material compuesto de matriz de metal que comprende: (a) formar una caja de metal que comprende una placa que forma la parte inferior que tiene […]
Un proceso para la producción de una estructura portante de carga de titanio, del 4 de Julio de 2019, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un proceso para la producción de una estructura portante de carga de titanio o aleación de titanio, que comprende la pulverización dinámica de gas en frío de partículas de […]
Núcleo de polvo, componente de bobina que usa el mismo y proceso para producir un núcleo de polvo, del 10 de Junio de 2019, de HITACHI METALS, LTD.: Un núcleo de polvo metálico, caracterizado por que el núcleo de polvo metálico está construido a partir de polvo de material magnético blando de aleación […]
Proceso de producción de sínter poroso, material de moldeo de sínter poroso y sínter poroso, del 20 de Marzo de 2019, de Taisei Kogyo Co., Ltd: Un método de preparación de un cuerpo sinterizado poroso, que comprende: una etapa de preparación de pellas de preparar una pella de compuesto calentando y mezclando […]
Estructura de carga de titanio y proceso para producir la misma, del 14 de Febrero de 2019, de COMMONWEALTH SCIENTIFIC AND INDUSTRIAL RESEARCH ORGANISATION: Un proceso para producir una estructura de carga de titanio o aleación de titanio, proceso que comprende la pulverización dinámica por gas frío de partículas […]