Mejoras relacionadas con los filtros.
Un procedimiento de fabricación de un filtro adaptado para su inclusión en un circuito respiratorio artificial,
en elque el procedimiento comprende las etapas de
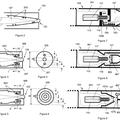
(a) proporcionar un medio (30, 130) de filtrado y componentes (10, 20, 110, 120) primero y segundo de carcasaque pueden acoplarse entre sí para definir un recinto para alojar el medio de filtrado, en el que cada componentede carcasa comprende al menos un puerto que permite el flujo de entrada y/o de salida de gas durante el usonormal, en el que cada uno de los puertos tiene la forma de un conector (14, 124) respiratorio estándar, y el primercomponente de carcasa incluye un asiento (18, 118) continuo que se extiende alrededor de la periferia de dichorecinto;
(b) introducir dicho medio de filtrado en el interior del primer componente de carcasa;
(c) aplicar un lecho (40, 140) de adhesivo al asiento del primer componente de carcasa o a una parte continua delmedio de filtrado que está adaptada para superponerse a dicho asiento; en el que las etapas (b) y (c) se realizanen cualquier orden; y
(d) acoplar entre sí los componentes primero y segundo de carcasa de manera que se aplica una presión al lechode adhesivo, en el que los componentes de carcasa están adaptados de manera que la aplicación de presión allecho de adhesivo causa que el adhesivo sea desplazado en contacto con una superficie contigua del medio defiltrado, o la aplicación de presión al lecho de adhesivo aplicado al medio de filtrado causa que el adhesivo seadesplazado en contacto con una superficie contigua de al menos uno de los componentes de carcasa, en el que eladhesivo forma, de esta manera, un sello entre el medio de filtrado y al menos uno de los componentes decarcasa.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2006/050128.
Solicitante: INTERSURGICAL AG.
Nacionalidad solicitante: Liechtensein.
Dirección: VADUZ LIECHTENSTEIN.
Inventor/es: JASSELL, SURINDERJIT, KUMAR, PAYNE, SIMON, ROBERT.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- A61M16/08 NECESIDADES CORRIENTES DE LA VIDA. › A61 CIENCIAS MEDICAS O VETERINARIAS; HIGIENE. › A61M DISPOSITIVOS PARA INTRODUCIR AGENTES EN EL CUERPO O PARA DEPOSITARLOS SOBRE EL MISMO (introducción de remedios en o sobre el cuerpo de animales A61D 7/00; medios para la inserción de tampones A61F 13/26; dispositivos para la administración vía oral de alimentos o medicinas A61J; recipientes para la recogida, almacenamiento o administración de sangre o de fluidos médicos A61J 1/05 ); DISPOSITIVOS PARA HACER CIRCULAR LOS AGENTES POR EL CUERPO O PARA SU EXTRACCION (cirugía A61B; aspectos químicos de los artículos quirúrgicos A61L; magnetoterapia utilizando elementos magnéticos colocados dentro del cuerpo A61N 2/10 ); DISPOSITIVOS PARA INDUCIR UN ESTADO DE SUEÑO O LETARGIA O PARA PONERLE FIN. › A61M 16/00 Dispositivos para actuar sobre el sistema respiratorio de los pacientes por medio de un tratamiento a base de gas, p. ej. respiración boca a boca; Tubos traqueales (estimulación del movimiento respiratorio por medios mecánicos, neumáticos o eléctricos, pulmones de acero combinados con medios para respirar gases A61H 31/00). › Fuelles; Tubos de conexión.
- A61M16/10 A61M 16/00 […] › Preparación de los gases o vapores que se van a inhalar.
- B01D46/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01D SEPARACION (separación de sólidos por vía húmeda B03B, B03D, mesas o cribas neumáticas B03B, por vía seca B07; separación magnética o electrostática de materiales sólidos a partir de materiales sólidos o de fluidos, separación mediante campos eléctricos de alta tensión B03C; aparatos centrifugadores B04B; aparato de vórtice B04C; prensas en sí para exprimir los líquidos de las sustancias que los contienen B30B 9/02). › Filtros o procedimientos especialmente modificados para la separación de partículas dispersas en gases o vapores (elementos filtrantes B01D 24/00 - B01D 35/00; sustancia filtrante B01D 39/00; su regeneración en el exterior de los filtros B01D 41/00).
PDF original: ES-2446066_T3.pdf
Fragmento de la descripción:
Mejoras relacionadas con los filtros La presente invención se refiere a procedimientos de fabricación de filtros y, en particular, a filtros para su uso en sistemas respiratorios artificiales.
Los filtros son dispositivos que previenen o limitan el paso de ciertos materiales, pero permiten el paso de otros materiales. Los filtros se usan comúnmente en sistemas respiratorios artificiales, tales como sistemas anestésicos o de ventilación, con el fin de reducir el riesgo de contaminación cruzada microbiana. En particular, los filtros se usan, típicamente, para proteger tanto al paciente contra la contaminación del aparato respiratorio como al personal del hospital contra la contaminación de los gases de escape del circuito respiratorio. Además, los filtros se usan en sistemas respiratorios artificiales como intercambiadores de calor y de humedad que restringen el escape de calor y de humedad desde el sistema respiratorio.
Convencionalmente, los filtros comprenden un medio de filtrado que está alojado en el interior de una carcasa de filtro que tiene al menos una entrada y al menos una salida. El medio de filtrado está sellado al interior de la carcasa de filtro mediante un sello continuo, de manera que un gas que fluye entre la entrada y la salida fluye necesariamente a través del medio de filtrado. Un factor crítico en el rendimiento de dicho un filtro es la calidad del sello entre la carcasa de filtro y el medio de filtrado. Cualquier imperfección en este sello puede reducir dramáticamente la eficiencia del filtro, y podría causar potencialmente la fuga de fluido desde la carcasa de filtro durante el uso.
Cuando el medio de filtrado comprende una banda de material relativamente compresible, un procedimiento de fabricación convencional implica sujetar el medio de filtrado en su periferia entre los componentes primero y segundo de carcasa, los cuales, a continuación, se sueldan ultrasónicamente entre sí para formar un sello entre el medio de filtrado y los componentes de carcasa. Sin embargo, este procedimiento de fabricación es relativamente caro, y es relativamente difícil conseguir un sello consistente de buena calidad.
Cuando el medio de filtrado tiene la forma de un bloque de filtro preformado, un procedimiento convencional de fabricación implica introducir el bloque de filtro en una carcasa de filtro con un ajuste estrecho, y aplicar adhesivo para formar un sello entre el medio de filtrado y la carcasa de filtro. Con el fin de garantizar que los huecos entre la superficie interior de la carcasa de filtro y el medio de filtrado sean penetrados y, por lo tanto, se obtenga un sello eficaz, convencionalmente, se usa una gran cantidad de entre un adhesivo de baja viscosidad o un adhesivo de expansión reactivo. Por lo tanto, estas técnicas requieren el uso de un adhesivo de especialista en grandes cantidades y, por lo tanto, son caras e inconvenientes. Además, convencionalmente, el adhesivo es aplicado sobre una parte periférica de una superficie de extremo del medio de filtrado o, de manera alternativa, sobre una parte periférica de una superficie interior de extremo de la carcasa de filtro, con el fin de sellar el medio de filtrado a la superficie interior de la carcasa de filtro. Por lo tanto, este procedimiento de fabricación adolece de la importante desventaja de que una parte periférica de un extremo del medio de filtrado, a través de la cual entran y/o salen los gases del medio de filtrado, durante el uso, está ocluida por el adhesivo.
Un procedimiento conocido de fabricación para este tipo de medio de filtrado está destinado a garantizar que el adhesivo no ocluya una parte periférica de un extremo del medio de filtrado a través de la cual entran y/o salen los gases del medio de filtrado, durante el uso. Este procedimiento implica una primera operación de sujetar las partes sobresalientes de dos paredes laterales opuestas del medio de filtrado entre dos componentes de carcasa de filtro, y una segunda operación de fijación, con adhesivo, los componentes de extremo de la carcasa de filtro a las dos paredes laterales restantes expuestas del medio de filtrado. Claramente, la necesidad de dos operaciones separadas y al menos cuatro componentes de carcasa hace que este procedimiento sea complicado y, por lo tanto, caro de llevar a cabo.
El documento US 5 460 172 describe un filtro para ser usado en un sistema respiratorio artificial.
Ahora, se ha ideado un procedimiento mejorado de fabricación de un filtro, que supera o mitiga sustancialmente las desventajas asociadas con la técnica anterior, indicadas anteriormente, y/u otras.
Según un primer aspecto de la invención, se proporciona un procedimiento de fabricación de un filtro que comprende las etapas de
(a) proporcionar un medio de filtrado, y componentes primero y segundo de carcasa que pueden acoplarse entre sí para definir un recinto para alojar el medio de filtrado, en el que el primer componente de carcasa incluye un asiento continuo que se extiende alrededor de la periferia de dicho recinto;
(b) introducir un medio de filtrado en el interior del primer componente de carcasa;
(c) aplicar un lecho de adhesivo al asiento del primer componente de carcasa o a una parte continua del medio de filtrado que está adaptado para superponerse a dicho asiento; en el que las etapas (b) y (c) se llevan a cabo en cualquier orden; y
(d) acoplar los componentes primero y segundo de carcasa entre sí de manera que se aplica al lecho de adhesivo, en el que los componentes de carcasa están adaptados de manera que la aplicación de presión al lecho de adhesivo aplicado al asiento del primer componente de carcasa causa que el adhesivo sea desplazado en contacto con una superficie contigua del medio de filtrado, o la aplicación de presión al lecho de adhesivo aplicado al medio de filtrado causa que el adhesivo sea desplazado en contacto con una superficie contigua de al menos uno de los componentes de carcasa, formando, de esta manera, el adhesivo un sello entre el medio de filtrado y al menos uno de los componentes de carcasa.
El procedimiento según este aspecto de la invención es ventajoso principalmente porque la aplicación de presión al lecho de adhesivo permite que el adhesivo penetre en pequeños volúmenes y, por lo tanto, se obtenga un sello mejorado. En particular, esta característica permite que el adhesivo penetre en cualquier irregularidad en las superficies de los componentes de carcasa, y también en cualquier depresión en el medio de filtrado, sin la necesidad de usar una gran cantidad de adhesivo de baja viscosidad o adhesivo de expansión reactivo. Por lo tanto, el procedimiento de fabricación según la invención es menos complicado y más rentable que los procedimientos de fabricación de la técnica anterior. Además, el procedimiento según este aspecto de la invención puede ser adaptado para unir el primer componente de carcasa al segundo componente de carcasa en la misma operación que aquella en la que se forma un sello entre el medio de filtrado y al menos uno de los componentes de carcasa, tal como se describe más detalladamente a continuación.
Además, el procedimiento según este aspecto de la invención es ventajoso con respecto a las técnicas de soldadura por ultrasonidos principalmente porque hay una reducción significativa en el coste, y también una consistencia y una calidad mejoradas del sello entre el componente o los componentes de carcasa y el medio de filtrado. Por tanto, existe menos riesgo de fugas de fluido desde el filtro durante el uso.
Preferiblemente, el adhesivo es un pegamento de fusión en caliente convencional.
Preferiblemente, el segundo componente de carcasa aplica presión al lecho de adhesivo durante el acoplamiento de los componentes de carcasa. Esta aplicación de presión puede ser provocada por el segundo componente de carcasa que es forzado directamente contra el lecho de adhesivo o, de manera alternativa, por el segundo componente de carcasa que es forzado contra un componente intermedio, tal como el medio de filtrado, que es forzado, en consecuencia, contra el lecho de adhesivo.
Preferiblemente, el adhesivo es desplazado mediante la aplicación de presión al interior de un espacio entre las superficies superpuestas de los componentes primero y segundo de carcasa para fijar entre sí esos componentes. Por lo tanto, los componentes primero y segundo de carcasa están dimensionados preferiblemente de manera que el espacio entre los componentes primero y segundo de carcasa a cuyo interior es desplazado el adhesivo sea suficientemente grande para que el adhesivo sea capaz de fluir a ese espacio, pero también suficientemente pequeño para minimizar la cantidad requerida de adhesivo.
En realizaciones actualmente... [Seguir leyendo]
Reivindicaciones:
1. Un procedimiento de fabricación de un filtro adaptado para su inclusión en un circuito respiratorio artificial, en el que el procedimiento comprende las etapas de
(a) proporcionar un medio (30, 130) de filtrado y componentes (10, 20, 110, 120) primero y segundo de carcasa que pueden acoplarse entre sí para definir un recinto para alojar el medio de filtrado, en el que cada componente de carcasa comprende al menos un puerto que permite el flujo de entrada y/o de salida de gas durante el uso normal, en el que cada uno de los puertos tiene la forma de un conector (14, 124) respiratorio estándar, y el primer componente de carcasa incluye un asiento (18, 118) continuo que se extiende alrededor de la periferia de dicho recinto;
(b) introducir dicho medio de filtrado en el interior del primer componente de carcasa;
(c) aplicar un lecho (40, 140) de adhesivo al asiento del primer componente de carcasa o a una parte continua del medio de filtrado que está adaptada para superponerse a dicho asiento; en el que las etapas (b) y (c) se realizan en cualquier orden; y
(d) acoplar entre sí los componentes primero y segundo de carcasa de manera que se aplica una presión al lecho de adhesivo, en el que los componentes de carcasa están adaptados de manera que la aplicación de presión al lecho de adhesivo causa que el adhesivo sea desplazado en contacto con una superficie contigua del medio de filtrado, o la aplicación de presión al lecho de adhesivo aplicado al medio de filtrado causa que el adhesivo sea desplazado en contacto con una superficie contigua de al menos uno de los componentes de carcasa, en el que el adhesivo forma, de esta manera, un sello entre el medio de filtrado y al menos uno de los componentes de carcasa.
2. Procedimiento según la reivindicación 1, en el que el adhesivo es un pegamento de fusión en caliente y los componentes de carcasa son moldeados por inyección en material plástico.
3. Procedimiento según la reivindicación 1 o la reivindicación 2, en el que el segundo componente de carcasa aplica presión al lecho de adhesivo durante el acoplamiento de los componentes de carcasa.
4. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que el adhesivo es desplazado también por la aplicación de presión al interior de un espacio entre las superficies superpuestas de los componentes primero y segundo de carcasa para fijar entre sí esos componentes.
5. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que cada uno de los componentes primero y segundo de carcasa tiene una pared (12, 112) que define un recinto con un extremo abierto que se acopla con el extremo abierto correspondiente del otro componente de carcasa, durante el acoplamiento de los componentes de carcasa.
6. Procedimiento según la reivindicación 5, en el que la pared que define un recinto del primer componente de carcasa tiene una parte de conexión contigua a su extremo abierto que recibe una parte de conexión correspondiente de la pared que define un recinto del segundo componente de carcasa, durante el acoplamiento de los componentes de carcasa.
7. Procedimiento según la reivindicación 6, en el que el asiento continuo del primer componente de carcasa está definido en la superficie interior de la pared que define un recinto, inmediatamente contiguo a la parte de conexión.
8. Procedimiento según la reivindicación 6 o la reivindicación 7, en el que hay definido un espacio entre las superficies de solapamiento de las partes de conexión de los componentes primero y segundo de carcasa, a cuyo interior es desplazado el adhesivo durante el acoplamiento de los componentes de carcasa para fijar entre sí esos componentes.
9. Procedimiento según la reivindicación 8, en el que las partes de las superficies superpuestas que están inmediatamente contiguas al asiento continuo, cuando los componentes de carcasa han sido acoplados, incluyen formaciones que definen dicho espacio.
10. Procedimiento según la reivindicación 9, en el que la superficie interior de la parte de conexión del primer componente de carcasa y/o la superficie exterior de la parte de conexión del segundo componente de carcasa incluyen un rebaje circunferencial que define dicho espacio.
11. Procedimiento según cualquiera de las reivindicaciones anteriores, en el que el medio de filtrado está formado en una banda de material relativamente compresible.
12. Procedimiento según la reivindicación 11, en el que el medio de filtrado comprende fibras poliméricas cargadas electrostáticamente.
13. Procedimiento según la reivindicación 12, en el que el segundo componente de carcasa sujeta el medio de filtrado contra el asiento continuo del primer componente de carcasa, durante el acoplamiento de los componentes de carcasa.
14. Procedimiento según la reivindicación 13, en el que el medio de filtrado está posicionado de manera que es soportado en su periferia por el asiento continuo, y el lecho de adhesivo es aplicado a una parte continua del medio de filtrado que está adaptada para superponerse con dicho asiento, en el que estas etapas se realizan en cualquier orden antes del acoplamiento de los componentes de carcasa.
15. Procedimiento según la reivindicación 14, en el que el lecho de adhesivo es aplicado a una superficie del medio de filtrado orientada alejándose del asiento continuo, de manera que el lecho de adhesivo está expuesto cuando el medio de filtrado está siendo soportado por dicho asiento.
16. Procedimiento según una cualquiera de las reivindicaciones 13 a 15, en el que un lecho de adhesivo es aplicado al asiento continuo antes de que el medio de filtrado sea introducido al interior del primer componente de carcasa.
17. Procedimiento según una cualquiera de las reivindicaciones 14 a 16, en el que el adhesivo es desplazado al interior de un espacio entre las superficies superpuestas de los componentes de carcasa, durante el acoplamiento de los componentes de carcasa, para fijar entre sí esos componentes.
18. Procedimiento según una cualquiera de las reivindicaciones 14 a 17, en el que el extremo del segundo componente de carcasa que sujeta el medio de filtrado contra el asiento continuo está provisto de formaciones que definen un rebaje a cuyo interior es desplazado el adhesivo, durante el acoplamiento de los componentes de carcasa, en el que dicho adhesivo actúa para formar un sello entre el medio de filtrado y el extremo del segundo componente de carcasa.
19. Procedimiento según una cualquiera de las reivindicaciones 1 a 10, en el que el medio de filtrado está formado en un bloque de filtro.
20. Procedimiento según la reivindicación 19, en el que el bloque de filtro tiene una forma sustancialmente rígida.
21. Procedimiento según la reivindicación 19 o la reivindicación 20, en el que el primer componente de carcasa está formado de manera que el asiento continuo está situado contiguo a la pared lateral del medio de filtrado una vez que el medio de filtrado ha sido introducido al interior del primer componente de carcasa.
22. Procedimiento según la reivindicación 21, en el que el lecho de adhesivo es aplicado al asiento continuo antes
o después de que el medio de filtrado haya sido introducido al interior del primer componente de carcasa.
23. Procedimiento según la reivindicación 21 o la reivindicación 22, en el que la pared que define un recinto del primer componente de carcasa tiene una parte de sujeción de menores dimensiones de sección transversal con relación a la parte de conexión, en el que el medio de filtrado es recibido con un ajuste relativamente estrecho en el interior de la parte de sujeción, pero en el que hay definido un espacio entre la superficie interior de la parte de conexión y el medio de filtrado.
24. Procedimiento según la reivindicación 23, en el que el asiento adopta la forma de un hombro (18, 118) entre la parte de sujeción y la parte de conexión del primer componente de carcasa.
25. Procedimiento según la reivindicación 24, en el que la pared que define un recinto del segundo componente de carcasa se apoya en el asiento o tiene una separación desde el asiento que se llena con adhesivo, cuando los componentes primero y segundo de carcasa están completamente acoplados.
26. Procedimiento según la reivindicación 25, en el que la superficie interior de la pared que define un recinto del segundo componente de carcasa se alinea con la superficie interior de la parte de sujeción del primer componente de carcasa, de manera que el medio de filtrado está alojado en el interior del recinto definido por los componentes primero y segundo de carcasa con un ajuste relativamente estrecho.
Patentes similares o relacionadas:
 Sistema generador de aerosol con prevención de fugas de condensado, del 29 de Julio de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un sistema generador de aerosol para calentar un sustrato líquido formador de aerosol , el sistema que comprende:
una cámara formadora de aerosol ; […]
Sistema generador de aerosol con prevención de fugas de condensado, del 29 de Julio de 2020, de PHILIP MORRIS PRODUCTS S.A.: Un sistema generador de aerosol para calentar un sustrato líquido formador de aerosol , el sistema que comprende:
una cámara formadora de aerosol ; […]
Dispositivo para mejorar la ventilación nasal, del 22 de Julio de 2020, de Milesi, Mario: Dispositivo para mejorar la ventilación nasal, que comprende primeros medios adecuados para recoger un flujo de aire emitido por […]
DISPOSITIVO ACONDICIONADOR DE GASES RESPIRATORIOS EN PACIENTES CON TRAQUEOSTOMÍA, del 11 de Junio de 2020, de PONTIFICIA UNIVERSIDAD CATÓLICA DE CHILE: Dispositivo acondicionador de gases respiratorios en pacientes con traqueostomía, que permite ajustar el volumen corriente interior, se acopla de manera […]
Conector neumático co-radial de múltiples lúmenes, del 10 de Junio de 2020, de ALCON, INC: Un conector de servicios quirúrgicos configurado para conectar un instrumento quirúrgico a un dispositivo de suministro quirúrgico, comprendiendo […]
Mejoras relacionadas con los sistemas de respiración, del 29 de Abril de 2020, de INTERSURGICAL AG: Aparato para condensar agua a partir de gases respiratorios, que comprende un componente de intercambio de calor que tiene una entrada , una salida y una […]
Dispositivo para administrar un aerosol humidificado a una interconexión de paciente, del 8 de Abril de 2020, de FRAUNHOFER-GESELLSCHAFT ZUR FORDERUNG DER ANGEWANDTEN FORSCHUNG E.V.: Un dispositivo para administrar un aerosol humidificado a una interconexión de paciente , que comprende: - al menos un […]
Tubos médicos y métodos de fabricación, del 8 de Abril de 2020, de FISHER & PAYKEL HEALTHCARE LIMITED: Un tubo médico alargado que comprende: un cuerpo hueco alargado enrollado en espiral para formar al menos en parte dicho tubo médico alargado , teniendo […]
ADAPTADOR DE SONDAS PARA VENTILACION MECANICA NO INVASIVA CON PUERTO INHALATORIO Y OCLUSOR DE ORIFICIO, del 27 de Febrero de 2020, de FUNDACIÓN VALLE DEL LILI: Esta invención se refiere a un dispositivo adaptador de sondas para ventilación mecánica no invasiva con puerto inhalatorio y oclusor de orificio. Particularmente, […]