Máquina con una unidad de cierre para el envasado de productos de infusión dentro de cápsulas.
Máquina para envasar productos de infusión en cápsulas (2), cada cápsula (2) comprendiendo un cuerpo rígido que define una zona para contener una dosis de producto y delimitada por una primera extremidad rígida cerrada (2a) y una segunda extremidad abierta (2b) con un reborde externo (2c),
la máquina (1) comprendiendo una pluralidad de estaciones a lo largo de una línea de alimentación (L) de cápsulas (2), que incluye al menos:
- una estación (6) de llenado de las cápsulas (2) con dosis de producto a través de la segunda extremidad abierta (2b);
- una estación (7) de cierre de la segunda extremidad abierta (2b) de cada cápsula (2) con una película de cierre (F);
- una estación de acoplamiento y cierre (27) para acoplar la película de sobreenvoltura (F1) y las cápsulas (2) después del cierre de estas últimas y para soldar la película de sobreenvoltura (F1) alrededor de una respectiva cápsula (2) para definir un envase individual (C); la máquina (1) estando caracterizada por el hecho que la estación de acoplamiento y cierre (27) comprende:
- un bastidor (40) para modelar la película de sobreenvoltura con la forma de un tubo continuo y que tiene un plano de alimentación por deslizamiento (39) encima del cual pueden ser colocadas las cápsulas (2) sobre una de sus extremidades (2a, 2b);
- un dispositivo empujador (41) para empujar cada cápsula (2) a lo largo del plano de alimentación por deslizamiento (39) y apto para poner cada cápsula (2) en correspondencia de un punto de toma cerca de una extremidad de salida del bastidor (40) y luego en correspondencia de un primer soldador longitudinal (42) apto para realizar una primera soldadura longitudinal en la película de sobreenvoltura (F1);
- medios (43, 44) para la guía y la retención de la cápsula (2) que sale del bastidor (40), que actúan sobre la cápsula (2) desde la parte externa del tubo continuo de la película de sobreenvoltura, móviles de manera sincronizada con un segundo soldador transversal (45) adecuado para realizar una segunda soldadura transversal en el tubo de película de sobreenvoltura para cerrar las extremidades de cada envase individual (C) y de manera de permitir una alimentación coordinada de la cápsula (2) y del tubo de película de sobreenvoltura a lo largo de la línea de alimentación (L), de modo de mantener la cápsula (2) y el tubo continuo de película de sobreenvoltura en una posición estable en relación recíproca al menos cuando se está efectuando la segunda soldadura transversal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IB2010/054384.
Solicitante: IMA INDUSTRIES S.R.L.
Nacionalidad solicitante: Italia.
Dirección: Via Emilia, 428-442 40064 Ozzano dell' Emilia (BO) ITALIA.
Inventor/es: CONTI, ROBERTO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65B9/067 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65B MAQUINAS, APARATOS, DISPOSITIVOS O PROCEDIMIENTOS DE EMBALAJE DE OBJETOS O MATERIALES; DESEMBALAJE (dispositivos para la colocación en paquetes y el prensado de puros A24C 1/44; dispositivos para tensar y fijar ataduras adaptadas para ser soportadas por el objeto u objetos a fijar B25B 25/00; colocación de cierres en botellas, tarros o recipientes análogos B67B 1/00 - B67B 6/00; limpieza, llenado y cierre simultáneo de botellas B67C 7/00; vaciado de botellas, jarras, latas, cubas, barriles o contenedores similares B67C 9/00). › B65B 9/00 Encerrado sucesivo de objetos, de cantidades de materiales, p. ej. líquidos o semilíquidos, en bandas planas, plegadas o tubulares, hechas de hojas de materia flexible; División de los tubos flexibles llenados para formar paquetes. › la banda avanza de forma continua (B65B 9/08 tiene prioridad).
PDF original: ES-2452215_T3.pdf
Fragmento de la descripción:
Máquina con una unidad de cierre para el envasado de productos de infusión dentro de cápsulas La presente invención se refiere a una máquina para envasar productos de infusión, tales como, por ejemplo, café dentro de cápsulas de material plástico rígido.
Las cápsulas a las cuales se refiere en particular esta descripción, presentan una zona para recibir una dosis de producto a encerrar entre una primera extremidad cerrada y una segunda extremidad abierta apropiada para ser cerrada mediante un segmento de película a soldar (térmicamente) al área externa (normalmente circular) de la cápsula.
Además, cada una de las cápsulas puede ser envuelta en una sobreenvoltura individual flexible o flow-pack a cerrar mediante soldadura (térmica) .
Las máquinas de envasado de este género disponibles en la actualidad en el mercado incluyen una sucesión de estaciones, generalmente integradas dentro de un compartimiento hermético con atmósfera controlada.
Básicamente, las estaciones principales de dichas máquinas están dispuestas a lo largo de una línea de extensión de la misma máquina, según se describe a continuación:
- una primera estación que comprende una primera bobina para alimentar continuamente una primera película (termo) sellable de cierre para cerrar la segunda extremidad de cada cápsula y una segunda bobina para alimentar una segunda película de sobreenvoltura a emplear para realizar la sobreenvoltura;
-una segunda estación para alimentar cápsulas a colocar sobre órganos de transporte o bloques portacápsulas que presentan sedes para el alojamiento de las mismas cápsulas dispuestas con su segunda extremidad mirando hacia arriba, los cuales son movidos de modo intermitente, por pasos, a lo largo de la línea de extensión de la máquina;
- una tercera estación para llenar las cápsulas que están avanzando con dosis del producto de infusión;
-una cuarta estación para el cierre de las segundas extremidades de las cápsulas con respectivos segmentos de la primera película;
- una quinta estación para tomar las cápsulas de los bloques portacápsulas y colocarlas sobre una tira continua de la segunda película de sobreenvoltura;
- una sexta estación para el cierre de porciones individuales de la película de sobreenvoltura cada una de ellas encerrando una cápsula;
- una séptima estación para tomar los envases realizados y alimentar los mismos envases hacia una octava y última estación que tiene el cometido de empaquetarlas dentro de cajas que contienen una pluralidad de dichos productos.
Comenzando a partir de esta sucesión de estaciones de máquina, la estación de suma importancia para esta descripción es la estación para el cierre de las cápsulas dentro de una película de sobreenvoltura.
Actualmente, las estaciones de cierre con sobreenvoltura conocidas comprenden medios para colocar individualmente o, dependiendo del tipo de máquina, alimentar por gravedad las cápsulas sobre la película de sobreenvoltura una vez que las mismas cápsulas han sido llenadas y cerradas con una película. En un primer caso, las cápsulas vienen liberadas sobre un lado de la película de sobreenvoltura que avanza mientras esta última todavía está abierta y tiene la forma de una tira plana; en un segundo caso, cada cápsula viene liberada dentro de la película de sobreenvoltura una vez que esta última ha sido plegada al menos en dos y presenta una zona de acceso para la cápsula. En ambos casos, la tira de película de sobreenvoltura que avanza determina la posterior alimentación de las cápsulas que están apoyadas sobre la misma película de sobreenvoltura hacia: la estación de soldadura longitudinal para cerrar la película de sobreenvoltura longitudinalmente; la estación de soldadura transversal para formar envases individuales; y la estación de corte para separar entre sí los envases.
Una estación del tipo que se acaba de describir para cerrar las cápsulas dentro de la película de sobreenvoltura presenta un grave inconveniente, el cual se produce al momento de la liberación de las cápsulas, sobre o dentro de la tira de película de sobreenvoltura, de manera incontrolada y sin retenerlas en su lugar.
Esta etapa es delicada porque influye sobre la calidad del producto final: la posición del segmento de película de sobreenvoltura con respecto a la cápsula dispuesta en su interior debe ser muy precisa porque las posteriores operaciones de soldadura, en particular las transversales, deben ser realizadas con la cápsula en una posición substancialmente central con respecto a las soldaduras.
Debido al hecho que la película de sobreenvoltura viene hecha avanzar a una velocidad relativamente elevada mientras que la cápsula que se coloca sobre la misma se mueve a una velocidad nula o a una velocidad
muy baja, no siempre se obtiene la correcta posición relativa entre la cápsula y el segmento de película de sobreenvoltura, lo cual provoca inestabilidad inercial de la cápsula en el momento que la misma toca la película de sobreenvoltura y viene hecha avanzar junto con esta última.
A lo anterior debe sumarse el hecho que el permanente aumento de productividad de las máquinas acrecienta esas diferencias de velocidad, aumentando el riesgo de que las cápsulas sean desplazadas mientras avanzan hacia las estaciones de cierre lo cual, a su vez, conduce a riesgos más graves, o sea que algunos envases no satisfagan los parámetros de calidad establecidos para el producto final.
El documento EP 0.468.079 da a conocer una máquina según el preámbulo de la reivindicación 1.
Un objetivo de la presente invención, por lo tanto, es el de eliminar las desventajas antes mencionadas proporcionando una máquina para envasar productos de infusión dentro de cápsulas que ofrezca alta productividad por unidad de tiempo y cápsulas terminadas de alta calidad y cuyas dimensiones generales sean reducidas.
De conformidad con la presente invención, dicho objetivo se obtiene mediante una máquina para envasar productos de infusión dentro de cápsulas según lo descrito en la reivindicación 1.
Las características técnicas de la presente invención, de conformidad con dichos objetivos, se ponen más de manifiesto a partir de la descripción detallada que sigue, que hace referencia a los dibujos anexos que exhiben una ejecución ejemplificadora y no limitativa de la presente invención, en los cuales:
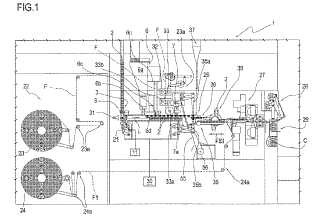
- la figura 1 es una vista lateral esquemática de una máquina para envasar productos de infusión dentro de cápsulas de conformidad con la presente invención;
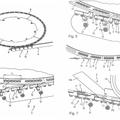
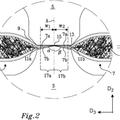
- la figura 2 es una vista en perspectiva de una cápsula con sobreenvoltura realizada por la máquina de la figura 1;
- la figura 3 es una vista en perspectiva de una cápsula cerrada realizada por la máquina de la figura 1;
- la figura 4 es una vista lateral amplificada, con algunas partes en corte transversal, de un detalle de la cápsula cerrada de la figura 3;
- las figuras 5, 6 y 7 son vistas laterales esquemáticas del lado opuesto con respecto al de la figura 1, con algunas partes omitidas y otras en sección transversal, de una parte de una estación para alimentar cápsulas vacías que forma parte de la máquina de la figura 1 en tres configuraciones operativas diferentes;
- la figura 8 es una vista esquemática en perspectiva de la máquina de la figura 1, con algunas partes omitidas por motivos de claridad;
- la figura 9 muestra una película de cierre en una vista en perspectiva amplificada con respecto a la figura 8;
- la figura 10 es una vista lateral esquemática de una estación de acoplamiento y cierre de cápsulas que forma parte de la máquina de la figura 1;
- la figura 11 es una vista esquemática en planta desde arriba de la estación de acoplamiento y cierre de la figura 10, con algunas partes omitidas para poder exhibir mejor otras;
- la figura 12 es una vista lateral esquemática de un dispositivo de cierre que forma parte de la estación de acoplamiento y cierre de cápsulas de las figuras 10 y 11.
La figura 1 exhibe una máquina (1) apta para envasar productos de infusión, tales como, por ejemplo, café, dentro de cápsulas (2) y para envolver individualmente estas últimas en una sobreenvoltura (25) , o “flow-pack” de papel, plástico u otro material flexible.
A título puramente ejemplificador y no limitativo, la forma de la cápsula (2) (mostrada en las figuras 2, 3 y 4) es troncocónica, con una primera extremidad, es decir una base menor circular (2a) , cerrada, y una segunda extremidad, es decir una base mayor (2b) , abierta (la cual será cerrada mediante una porción de cierre (A) de una... [Seguir leyendo]
Reivindicaciones:
1. Máquina para envasar productos de infusión en cápsulas (2) , cada cápsula (2) comprendiendo un cuerpo rígido que define una zona para contener una dosis de producto y delimitada por una primera extremidad rígida cerrada (2a) y una segunda extremidad abierta (2b) con un reborde externo (2c) , la máquina (1) comprendiendo una pluralidad de estaciones a lo largo de una línea de alimentación (L) de cápsulas (2) , que incluye al menos:
- una estación (6) de llenado de las cápsulas (2) con dosis de producto a través de la segunda extremidad abierta (2b) ;
- una estación (7) de cierre de la segunda extremidad abierta (2b) de cada cápsula (2) con una película de cierre (F) ;
- una estación de acoplamiento y cierre (27) para acoplar la película de sobreenvoltura (F1) y las cápsulas (2) después del cierre de estas últimas y para soldar la película de sobreenvoltura (F1) alrededor de una respectiva cápsula (2) para definir un envase individual (C) ; la máquina (1) estando caracterizada por el hecho que la estación de acoplamiento y cierre (27) comprende:
- un bastidor (40) para modelar la película de sobreenvoltura con la forma de un tubo continuo y que tiene un plano de alimentación por deslizamiento (39) encima del cual pueden ser colocadas las cápsulas (2) sobre una de sus extremidades (2a, 2b) ;
- un dispositivo empujador (41) para empujar cada cápsula (2) a lo largo del plano de alimentación por deslizamiento
(39) y apto para poner cada cápsula (2) en correspondencia de un punto de toma cerca de una extremidad de salida del bastidor (40) y luego en correspondencia de un primer soldador longitudinal (42) apto para realizar una primera soldadura longitudinal en la película de sobreenvoltura (F1) ;
- medios (43, 44) para la guía y la retención de la cápsula (2) que sale del bastidor (40) , que actúan sobre la cápsula
(2) desde la parte externa del tubo continuo de la película de sobreenvoltura, móviles de manera sincronizada con un segundo soldador transversal (45) adecuado para realizar una segunda soldadura transversal en el tubo de película de sobreenvoltura para cerrar las extremidades de cada envase individual (C) y de manera de permitir una alimentación coordinada de la cápsula (2) y del tubo de película de sobreenvoltura a lo largo de la línea de alimentación (L) , de modo de mantener la cápsula (2) y el tubo continuo de película de sobreenvoltura en una posición estable en relación recíproca al menos cuando se está efectuando la segunda soldadura transversal.
2. Máquina según la reivindicación 1, donde los medios de guía y retención comprenden un par de aletas flexibles (43) asociadas con partes del segundo soldador transversal (45) y situadas antes de estas últimas, y móviles con ellas de manera de interceptar la cápsula (2) situada en correspondencia del punto de toma cuando el segundo soldador transversal (45) se mueve hacia el tubo de película de sobreenvoltura, y alimentar la misma cápsula (2) y el tubo de película de sobreenvoltura en sincronía con el movimiento del segundo soldador transversal (45) .
3. Máquina según la reivindicación 1, que comprende un par de discos perfilados (44) situados de lados opuestos del tubo de película de sobreenvoltura que está avanzando y que giran alrededor de respectivos ejes verticales (Z44) ; cada disco (44) teniendo una serie de sedes radiales (46) definidas por pares de brazos sobresalientes (47 y 48) y adecuados para ser colocados, de ambos lados de la cápsula (2) , en correspondencia del punto de toma y en sincronía con el segundo soldador transversal (45) , para permitir que la cápsula (2) alimentada sea sincronizada con el segundo soldador transversal (45) ; las extremidades de cada par de brazos (47 y 48) creando pliegues laterales internos (49) en el tubo de película de sobreenvoltura.
4. Máquina según la reivindicación 3, donde el bastidor (40) está provisto de ranuras (40a, 40b) en cada uno de sus lados para permitir que puedan pasar los pares de brazos (47 y 48) de los discos (44) .
5. Máquina según una cualquiera de las precedentes reivindicaciones, donde el segundo soldador transversal (45) comprende un par de cabezales soldadores opuestos (45a y 45b) asociados con respectivos soportes (50) movidos por medios de leva (51) adecuados para permitir que cada uno de los cabezales soldadores (45a, 45b) siga un recorrido que comprende un primer tramo no operativo (T1) y un segundo tramo operativo que es, substancialmente, rectilíneo (T2) cuando los cabezales soldadores (45a y 45b) entran en contacto con el tubo de película de sobreenvoltura para su cierre transversal.
6. Máquina según una cualquiera de las precedentes reivindicaciones, donde después del segundo soldador transversal (45) , tomando como referencia la línea de alimentación (L) , hay una unidad de corte (51) , la cual comprende un cuchillo rotativo (52) , sincronizado con el soldador transversal (45) , para separar los envases individuales (C) de cápsulas (2) con las respectivas porciones de tubo de película de sobreenvoltura.
7. Máquina según una cualquiera de las precedentes reivindicaciones, donde el dispositivo empujador (41) comprende una varilla horizontal (53) con una cabeza de empuje (54) configurada para empujar la cápsula (2) desde 11
una extremidad frontal del plano de alimentación por deslizamiento (39) hasta una extremidad posterior del mismo plano de alimentación por deslizamiento (39) ; dicha varilla (53) siendo móvil alternativamente en disposición paralela con el plano de alimentación por deslizamiento (39) .
8. Máquina según una cualquiera de las precedentes reivindicaciones, donde el bastidor (40) comprende:
- un par de tirantes o paredes frontales configuradas (57) sobre las cuales se desliza la película de sobreenvoltura (F1) hasta cuando la misma llega a una zona de entrada y plegado de la película de sobreenvoltura (F1) a lo largo de la línea de alimentación (L) donde, gracias a un elemento de plegado (58) que se extiende en paralelo con la línea de alimentación (L) , viene envuelta sobre sí misma para definir el tubo de película de sobreenvoltura;
- una estructura tubular (59) , de sección cuadrangular, provista del plano de alimentación (39) y de medios de movimiento (60) para mover la película de sobreenvoltura (F1) y actuar bilateralmente; la estructura tubular (59) presentando al menos una hendidura superior longitudinal (58) con la forma de una V yaciente de un lado, que define al elemento de plegado (58) y dentro de la cual se deslizan dos bordes libres de la película de sobreenvoltura (F1) hasta cerca del primer soldador longitudinal (42) .
9. Máquina según la reivindicación 8, donde los medios de movimiento (60) comprenden bandas revestidas con goma (60a, 60b) situadas de lados opuestos de la estructura tubular (59) ; cada una de las bandas (60a, 60b) estando cerrada en anillo alrededor de un par de poleas motorizadas (61) y presentando una pluralidad de orificios (62) en su superficie sobre la cual actúa una unidad (63) para generar una depresión de modo de permitir que la película de sobreenvoltura (F1) , intercalada entre la estructura tubular (59) y las bandas (60a y 60b) , se adhiera de manera estable y pueda avanzar.
10. Máquina según una cualquiera de las precedentes reivindicaciones, donde, antes de la extremidad frontal del plano de alimentación por deslizamiento (39) , tomando como referencia la línea de alimentación (L) , hay una unidad de toma individual (38) para colocar las cápsulas individuales (2) en la extremidad frontal; la unidad de toma individual (38) estando provista de una pluralidad de pinzas (38a) para aferrar y soltar las cápsulas (2) en sincronía.
Patentes similares o relacionadas:
 Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Procedimiento y dispositivo para envasar productos de piezas pequeñas apilados, del 29 de Julio de 2020, de THEEGARTEN-PACTEC GMBH & CO. KG: Procedimiento para el envasado de productos (P) de piezas pequeñas, en particular productos de confitería, que se forman dando lugar a grupos de productos (G) […]
Estación horizontal de sellado transversal, del 22 de Octubre de 2019, de ROBERT BOSCH GMBH: Estación horizontal de sellado transversal, en particular, para una máquina horizontal para formar, llenar y sellar bolsas tubulares (12a; 12b), […]
Método para elaborar un producto inhalable, embolsado, oral, del 9 de Octubre de 2019, de Swedish Match North Europe AB: Un método para elaborar un producto inhalable, oral, embolsado , que comprende un material de relleno y una bolsa permeable a la saliva que […]
 Dispositivo de obturación, del 28 de Agosto de 2019, de Swedish Match North Europe AB: Un dispositivo de obturación para obturar un material de envasado que contiene un material de relleno para proporcionar […]
Dispositivo de obturación, del 28 de Agosto de 2019, de Swedish Match North Europe AB: Un dispositivo de obturación para obturar un material de envasado que contiene un material de relleno para proporcionar […]
Envase sellado para productos alimenticios vertibles y material de envase para producir envases sellados para productos alimenticios vertibles, del 12 de Febrero de 2019, de TETRA LAVAL HOLDINGS & FINANCE S.A.: Un envase sellado (1, 1') para productos alimenticios vertibles, que comprende: - un panel inferior cuadrilátero que comprende un primer […]
Máquina para embalar productos dispuestos en grupos ordenados, del 21 de Febrero de 2018, de FABIO PERINI S.P.A.: Máquina para embalar unos productos (R) dispuestos en grupos ordenados, que comprende una estación de embalaje y una línea de alimentación configurada y controlada […]
Procedimiento y dispositivo para fabricar una unidad de envasado, del 19 de Abril de 2017, de TEEPACK SPEZIALMASCHINEN GMBH & CO. KG: Procedimiento para fabricar una unidad de envasado , en el que se forma una lámina continua mediante un dispositivo de soldadura longitudinal para dar […]
Método, máquina e instalación para envasar productos al vacío, del 11 de Enero de 2017, de Ulma Packaging Technological Center, S.Coop: Método para envasar productos al vacío, en el que se generan una pluralidad de bolsas individuales cerradas por un extremo y abiertas por el extremo opuesto con al menos […]