Aparato y método para preformar conductores eléctricos de barra, en particular para devanados de barra de máquinas eléctricas.
Aparato (4) de preformación para un conductor eléctrico (8) de barra de un devanado eléctrico de barra,
que comprende:
- un punzón (12) provisto de miembros movibles para ejercer un empuje sobre el conductor (8) durante la correspondiente preformación;
- siendo el punzón (12) axialmente deslizante a lo largo de una dirección (X-X) de preformación,
- estando provisto el punzón (12) de un cursor (20) conectado a un brazo movible (16) y de un cabezal (24) de preformación adecuado para aplicarse al conductor (8),
- siendo el conductor (8), en condiciones de preformación, un elemento lineal dispuesto a lo largo de una dirección cruzada (Y-Y), perpendicular a dicha dirección (X-X) de preformación,
- comprendiendo el aparato (4) una primera cámara (44) de preformación adecuada para ser cruzada por el conductor (8) y por el punzón (12) durante el avance del punzón (12) para la operación de preformación;
20 en el que el aparato (4) comprende, a la salida de la primera cámara (44) de preformación, una segunda cámara (64) de preformación adecuada para alojar el conductor (8) previamente plegado en la primera cámara (44) de preformación;
caracterizado porque la segunda cámara (64) de preformación comprende al menos un par de paredes laterales opuestas (68) adecuadas para delimitar la posición del conductor (8) en una configuración plegada, a lo largo de la dirección cruzada (Y-Y), dentro de la segunda cámara (64) de preformación;
en el que al menos una de dichas paredes laterales (68) es móvil paralelamente a la dirección cruzada (Y-Y) como para permitir el prensado cruzado del conductor (8) en una configuración plegada como una "U", para hacer un rebaje (88) en una porción curvada (76) del conductor (8).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2010/000160.
Solicitante: Tecnomatic S.p.A.
Nacionalidad solicitante: Italia.
Dirección: Zona Industriale Santa Scolastica, Via Copernico 2 64013 Corropoli (Teramo) ITALIA.
Inventor/es: GUERCIONI,SANTE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H02K15/04 ELECTRICIDAD. › H02 PRODUCCION, CONVERSION O DISTRIBUCION DE LA ENERGIA ELECTRICA. › H02K MAQUINAS DINAMOELECTRICAS (relés dinamoeléctricos H01H 53/00; transformación de una potencia de entrada en DC o AC en una potencia de salida de choque H02M 9/00). › H02K 15/00 Métodos o aparatos especialmente adaptados para la fabricación, montaje, mantenimiento o reparación de máquinas dinamoeléctricas. › de arrollamientos, antes de su montaje en las máquinas (aislamiento de arrollamientos H02K 15/10, H02K 15/12).
PDF original: ES-2528733_T3.pdf
Fragmento de la descripción:
Aparato y método para preformar conductores eléctricos de barra, en particular para devanados de barra de máquinas eléctricas
La presente memoria descriptiva se refiere a un aparato para preformar conductores eléctricos de barra, en particular para devanados de barra de máquinas eléctricas, y el método de preformación pertinente.
En particular, los componentes de máquinas eléctricas, tales como estatores y rotores, comprenden conductores eléctricos de barra adecuadamente recubiertos, por ejemplos esmaltados, con material eléctricamente aislante, plegados y conectados de manera variada entre sí como para formar los llamados devanados de barra.
Los devanados de barra son conocidos en la técnica, los cuales están hechos de conductores eléctricos de barra que tienen una sección transversal esencialmente rectangular, en donde por rectangular se quiere decir tanto la sección cuadrada como la sección "plana" mediante lo cual generalmente se quiere decir una sección conformada rectangularmente en la que uno de los dos lados de la sección es más corto que el otro.
Los conductores de barra anteriores son preformados habitualmente mediante un plegado en "U" o en "P" partiendo de conductores de barra rectos como se describe mejor aquí en lo sucesivo, como para ser insertados adecuadamente dentro de ranuras especiales, radialmente alineadas, obtenidas en un dispositivo de formación adecuado para retorcer, después de la inserción, los conductores preformados anteriores. En la práctica, tal dispositivo de formación sirve esencialmente para "esparcir" los brazos de la forma en "U" o en "P" de manera que los dos brazos del mismo conductor, después de haber retirado este último del dispositivo de formación, se pueden insertar después dentro de ranuras de un estator o núcleo de rotor radialmente desalineados uno con relación al otro al menos un paso predeterminado.
En la técnica es conocido realizar la preformación de los conductores eléctricos mediante maquinaria que los pliega mediante herramientas de formación adecuadas como para plegar plásticamente los mismos conductores.
La operación de plegado es bastante delicada puesto que se deben observar tolerancias geométricas predeterminadas a la vez que se garantizan velocidades de formación altas. Además, se debería prestar atención a la cuestión de evitar dañar por abrasión el recubrimiento de aislamiento que cubre los mismos conductores que de otro modo serían rechazados ya que ya no garantizarían el aislamiento eléctrico.
Las soluciones de la técnica anterior no siempre permiten obtener al mismo tiempo velocidad, precisión de formación y fiabilidad en términos de integridad del recubrimiento exterior.
Independientemente de los problemas mencionados anteriormente, además, en algunas situaciones puede ser deseable obtener una preformación del conductor operando en la misma superficie de trabajo a medida que terminan cualesquiera operaciones de procesamiento que anteceden a la preformación, tales como cortar los conductores partiendo de una bobina y pelar porciones definidas y seleccionadas del conductor de barra. La patente de EE.UU. 7.48.987 describe un método para preformar conductores de barra (llamados en este documento "conductores de pinza"). Como se puede ver, en este documento el plegado de los conductores de barra desde la forma rectilínea a una de "U" o de "P" (figura 1a y descripción relacionada de la patente de EE.UU. 7.48.987) es tal como para rotar la orientación del conductor de barra desde una orientación inicial, paralela a la superficie de trabajo, hasta una orientación final, perpendicular a la superficie de trabajo. A partir del documento GB 1496445 A y del documento JP 269722 A son conocidas otras soluciones relativas a métodos y/o aparatos para preformar conductores de barra.
El objeto de la presente memoria descriptiva es proporcionar un aparato que debería ser tal como para solucionar los inconvenientes y/o los requisitos mencionados con referencia a la técnica anterior.
Tales inconvenientes y/o requisitos son solucionados mediante un aparato de preformación como se define en la reivindicación 1 anexa y mediante un método de preformación como se define en la reivindicación 14.
En las reivindicaciones subsiguientes se describen otras realizaciones de la presente invención.
Características adicionales y las ventajas de la presente invención aparecerán más claramente a partir de la siguiente descripción de realizaciones preferidas, no limitadoras, de la misma, en la que:
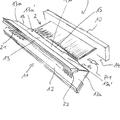
- la figura 1 muestra una vista en perspectiva de una realización de una porción de aparato de preformación de acuerdo con la presente memoria descriptiva;
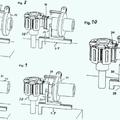
- la figura 2 muestra una vista lateral del aparato de la figura 1 en un primer paso del proceso de preformación;
- la figura 3 muestra una vista lateral, parcialmente arrancada, del aparato de la figura 1 en un segundo paso del
proceso de preformación;
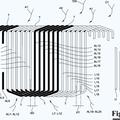
- la figura 4 muestra una vista arrancada del aparato de la figura 1, a lo largo de la línea de corte IV-IV de la figura 2;
- la figura 5 muestra una vista arrancada del aparato de la figura 1, a lo largo de la línea de corte V-V de la figura 2;
- la figura 6 muestra una vista arrancada del aparato de la figura 1, a lo largo de la línea de corte VI-VI de la figura 2,
en un paso subsiguiente del proceso de preformación.
Elementos o partes de elemento en común entre las realizaciones descritas más adelante son denominados con los mismos números de referencia.
Con referencia a las figuras anexas, el número de referencia 4 indica globalmente un aparato para preformar un conductor eléctrico 8 de barra, por ejemplo con sección transversal rectangular, plana o cuadrada.
A los fines de la presente memoria descriptiva, preformación significa la operación de procesar un conductor lineal de barra para obtener un conductor conformado como una "P" o una "U". Como es conocido, tal operación puede ir precedida de otras operaciones de preformación, tales como el enderezamiento para el desenrollamiento a partir de una bobina de conductor, el pelado de regiones seleccionadas de conductor y el corte. La totalidad de las operaciones anteriores se llaman preformación ya que representan operaciones para disponer un conductor de barra antes de la subsiguiente operación de formación, o retorcimiento, que como ya se explicó en la parte introductoria de la presente memoria descriptiva consiste esencialmente en un esparcimiento al que es sometido tal conductor antes de ser insertado en un núcleo, de manera que los dos brazos de la "P" o de la "U" se pueden insertar dentro de ranuras del núcleo desalineadas radialmente.
A los fines de la presente descripción, conductor de barra "plano" o "cuadrado" indica un conductor de barra que tiene cuatro lados sustancialmente planos, conectados cada uno a lados adyacentes, típicamente mediante un borde redondeado.
Por lo tanto, las palabras "plano" o "cuadrado" o palabras equivalentes usadas para describir la sección transversal de un conductor de barra se usan con un significado general y no se deberían interpretar para excluir el hecho de que tal conductor de barra tenga bordes considerablemente redondeados que conectan los lados sustancialmente planos. La expresión "conductor plano" se debe interpretar como que significa que el conductor tiene dos lados opuestos en los que la distancia entre ellos es mayor que la distancia entre los dos lados opuestos restantes. A los fines de la presente descripción, la expresión "conductor rectangular" se debe interpretar como una generalización para un conductor plano y un conductor cuadrado, siendo el conductor cuadrado un caso particular de de conductor rectangular, en el que los cuatro lados tienen dimensiones iguales.
En cualquier caso, la presente memoria descriptiva se puede aplicar a cualquier tipo de conductor eléctrico de barra que tenga también, por ejemplo, sección circular.
En lo sucesivo, se hará referencia a un conductor de barra plano y se supondrá que tal conductor estará plegado alrededor de un eje de plegado paralelo al lado corto.
El conductor de barra es por ejemplo un conductor que comprende un núcleo de cobre y un recubrimiento de esmalte de aislamiento.
El aparato 4 de preformación de la presente descripción puede ser, indistintamente, una máquina independiente o una estación de trabajo de un sistema para producir un componente de una máquina eléctrica tal como un estator o un rotor.
De acuerdo con una realización, el aparato 4 de preformación representa la etapa final de una máquina de preformación, por ejemplo, pero sin limitaciones, como se describe en la patente de... [Seguir leyendo]
Reivindicaciones:
1. Aparato (4) de preformación para un conductor eléctrico (8) de barra de un devanado eléctrico de barra, que comprende:
- un punzón (12) provisto de miembros movibles para ejercer un empuje sobre el conductor (8) durante la correspondiente preformación;
- siendo el punzón (12) axialmente deslizante a lo largo de una dirección (X-X) de preformación,
- estando provisto el punzón (12) de un cursor (2) conectado a un brazo movible (16) y de un cabezal (24) de preformación adecuado para aplicarse al conductor (8),
- siendo el conductor (8), en condiciones de preformación, un elemento lineal dispuesto a lo largo de una dirección cruzada (Y-Y), perpendicular a dicha dirección (X-X) de preformación,
- comprendiendo el aparato (4) una primera cámara (44) de preformación adecuada para ser cruzada por el conductor (8) y por el punzón (12) durante el avance del punzón (12) para la operación de preformación;
en el que el aparato (4) comprende, a la salida de la primera cámara (44) de preformación, una segunda cámara (64) de preformación adecuada para alojar el conductor (8) previamente plegado en la primera cámara (44) de preformación;
caracterizado porque la segunda cámara (64) de preformación comprende al menos un par de paredes laterales opuestas (68) adecuadas para delimitar la posición del conductor (8) en una configuración plegada, a lo largo de la dirección cruzada (Y-Y), dentro de la segunda cámara (64) de preformación;
en el que al menos una de dichas paredes laterales (68) es móvil paralelamente a la dirección cruzada (Y-Y) como para permitir el prensado cruzado del conductor (8) en una configuración plegada como una "U", para hacer un rebaje (88) en una porción curvada (76) del conductor (8).
2. Aparato (4) de acuerdo con la reivindicación 1, en el que el cabezal (24) de preformación está conformado como una horquilla como para enganchar y mantener enganchado el conductor (8) durante el desplazamiento del punzón (12) para preformar el conductor (8).
3. Aparato (4) de acuerdo con la reivindicación 2, en el que el cabezal (24) de preformación comprende una porción (28) de horquilla que tiene un par de ramas (32) opuestas entre sí con relación a una dirección de sujeción, perpendicular a dicha dirección cruzada (Y-Y) y a la dirección (X-X) de formación, como para determinar un asiento (36) abierto hacia el conductor (8) asociable como para liberarse del conductor (8) seguidamente al repliegue del cabezal (24) de formación.
4. Aparato (4) de acuerdo con la reivindicación 3, en el que dichas ramas (32) están conectadas para definir un apoyo (4) en la inserción del conductor (8) entre las ramas (32) del cabezal (24) de formación.
5. Aparato (4) de acuerdo con la reivindicación 4, en el que dichas ramas (32) se extienden en voladizo con relación al apoyo (4) a lo largo de una longitud al menos igual a la anchura del conductor (8), midiéndose dicha anchura con relación a la dirección (X-X) de preformación.
6. Aparato (4) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la primera cámara (44) de preformación comprende un par de elementos (48) de soporte que definen, cada uno, un reborde de soporte para el conductor (8) perpendicular a la dirección (X-X) de formación y opuesto al punzón (12).
7. Aparato (4) de acuerdo con la reivindicación 6, en el que dichos elementos (48) de soporte son pares de rodillos rotatorios (56) con relación a ejes de rotación perpendiculares a la dirección cruzada (Y-Y) y a la dirección (X-X) de formación, como para rotar bajo el empuje del conductor (8) durante su preformación.
8. Aparato (4) de acuerdo con la reivindicación 6 ó 7, en el que dichos elementos (48) de soporte están separados y espaciados entre sí con relación a la dirección cruzada (Y-Y) como para definir una abertura (52) adecuada para alojar el conductor (8) y el cabezal (24) de formación durante la operación de preformación.
9. Aparato (4) de acuerdo con la reivindicación 8, en el que la abertura (52) está alineada con el punzón (12) con relación a la dirección cruzada (Y-Y) y el conductor (8) está dispuesto a la entrada de la primera cámara (44) de preformación de manera que una línea central (M) del conductor (8) coincide, o coincide sustancialmente, con una plano de simetría de la abertura (52).
1. Aparato (4) de acuerdo con una cualquiera de las reivindicaciones 6 a 9, en el que la primera cámara (44) de
preformación comprende una guía (46) de salida inmediatamente adyacente, en la dirección (X-X) de preformación, a los elementos (48) de soporte y destinada a ser cruzada por el conductor (8), siendo dicha guía (46) de salida un canal segregado verticalmente, con relación a una dirección perpendicular a las direcciones (Y-Y) y (X-X), excepto por un corte (47) adecuado para permitir el paso del cabezal (24) de preformación.
11. Aparato (4) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que el cursor (2) comprende un saliente (14) de guiado que mira hacia el cabezal (24) de preformación y el aparato (4) comprende una hendidura (26) de guiado, estando dicho saliente (14) de guiado recibido de manera deslizante en la hendidura (26) de guiado como para estabilizar la trayectoria rectilínea del cabezal (24) de preformación.
12. Aparato (4) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que en la entrada de la primera cámara (44) de preformación está proporcionado un rebaje horizontal (42), segregado verticalmente, que actúa como asiento para posicionar y alinear el conductor (8) y sirve para impedir cualquier deformación no deseada de él en dirección vertical (Y-Y) que se pueda producir bajo la acción de empuje del cabezal (24) de preformación.
13. Aparato (4) de acuerdo con una cualquiera de las reivindicaciones anteriores, en el que la segunda cámara (64) de preformación comprende una entrada (66) dispuesta simétricamente con relación al punzón (12) y con relación a la abertura (52) de la primera cámara (44) de preformación, teniendo dicha entrada (66) una anchura cruzada mayor o igual que la anchura cruzada de la abertura (52).
14. Método para formar un conductor eléctrico (8) de barra para uso en un devanado eléctrico de barra por medio de un aparato (4) de acuerdo con una cualquiera de las reivindicaciones anteriores, que comprende los pasos de:
- alimentar un conductor rectilíneo (8) dispuesto de acuerdo con una dirección cruzada (Y-Y) como para posicionarse en las proximidades de una primera cámara (44) de preformación,
- hacer descansar el conductor (8) sobre los elementos (48) de soporte que delimitan transversalmente dicha abertura (52) de la primera cámara (44) de preformación, de manera que una porción sustancialmente central del conductor (8) se dispone en voladizo entre los elementos (48) de soporte,
- avanzar un punzón (12) provisto de un cabezal (24) de preformación como para enganchar el conductor (8) de acuerdo con una dirección (X-X) de preformación,
- empujar el punzón (12) dentro de la primera cámara (44) de preformación como para forzar que el conductor (8) se pliegue y pase adentro de la primera cámara (44) de preformación, como para plegar dos lados (72) del conductor (8) sobre sí mismos alrededor de una porción curvada común (76) por la que el conductor (8) se engancha al cabezal (24) de formación,
- plegar el conductor (8) como una "U",
- mover el conductor (8) plegado hasta una segunda cámara (64) de preformación provista de al menos una pared lateral (68) móvil en paralelo a la dirección cruzada (Y-Y),
- avanzar al menos una pared lateral (68) de la cámara (64) de formación a lo largo de una dirección paralela a la dirección cruzada (Y-Y), como para formar un rebaje (88) en la porción curvada (76) del conductor (8).
Patentes similares o relacionadas:
Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o de rotores de máquinas eléctricas, del 1 de Enero de 2020, de Elmotec Statomat Vertriebs GmbH: Procedimiento para producir un devanado de bobina para su inserción en ranuras radialmente abiertas de estatores o rotores de máquinas eléctricas, […]
Estátor o rotor para máquinas eléctricas y método para su fabricación, del 11 de Diciembre de 2019, de Elmotec Statomat Vertriebs GmbH: Método para la fabricación de un estátor o rotor para máquinas eléctricas con un devanado ondulado distribuido, cuyos alambres se forman continuamente […]
Procedimiento para producir una bobina para un generador de una instalación de energía eólica, del 4 de Diciembre de 2019, de VENSYS ENERGY AG: Procedimiento para producir una bobina para un generador de una instalación de energía eólica, la cual se forma a partir de diferentes cuerdas conductoras […]
Método y dispositivo para aislar los cabezales de bobinado de una estera de devanado ondulado, del 23 de Octubre de 2019, de Aumann Espelkamp GmbH: Método para aislar los cabezales de bobinado de una estera de bobinado ondulado , en el que se proporciona una estera de bobinado ondulado con una pluralidad […]
 Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Sistema de transporte para esteras de devanado ondulado, del 25 de Septiembre de 2019, de Aumann Espelkamp GmbH: Sistema de transporte para esteras de devanado ondulado , que presenta un soporte de transporte sobre el cual se puede colocar y transportar una estera de […]
Dispositivo de bobinado ondulado y procedimiento para fabricar un bobinado ondulado, del 17 de Julio de 2019, de Aumann Espelkamp GmbH: Dispositivo de bobinado ondulado que comprende: un dispositivo de alimentación que proporciona al menos un alambre de bobinado a través de […]
 Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
Método y aparato para formar conjuntos de bobinas de un tipo conocido, del 26 de Junio de 2019, de ATOP S.P.A.: Un método para formar un conjunto de bobina tejido , teniendo el conjunto de bobinas partes lineales superpuestas adyacentes (L1-L6, AL7-AL12) […]
 Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]
Método y dispositivo para el bobinado de disposiciones de polos en forma de estrella para estatores de motores de rotor interno, del 29 de Mayo de 2019, de Aumann Espelkamp GmbH: Método para el bobinado de disposiciones de polos en forma de estrella , en particular para estatores de motores de rotor interno, consistiendo las disposiciones de polos […]