Aparato para inducir un flujo en un material fundido.
Aparato (10) para inducir un flujo en un material fundido, comprendiendo el aparato un horno (12) que presenta una cámara de horno (14),
una portilla (16) en comunicación de fluidos con la cámara de horno y con una pared inferior inclinada (18), una unidad de inducción bidireccional (24) montada en la pared inferior inclinada de la portilla para inducir un flujo en el material fundido en la portilla, caracterizado porque el aparato comprende un conjunto de placa canal retráctil (26) posicionable de manera selectiva en la portilla para definir un canal de flujo de extracción (28) para el material fundido entre el conjunto de placa de canal y la pared inferior inclinada, un sistema motor (64) para mover el conjunto de placa canal adentro y afuera de la portilla y un sistema de control (74) para controlar el sistema motor, incluyendo el sistema de control un sistema sensor (78) para medir el nivel del material fundido en la portilla y un sistema de realimentación para proporcionar información relativa a la posición del conjunto de placa canal.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/GB2012/050435.
Solicitante: Fives Solios Limited.
Nacionalidad solicitante: Reino Unido.
Dirección: Heath Brook House, Heath Mill Road Wombourne, Wolverhampton, West Midlands WV5 8AP REINO UNIDO.
Inventor/es: GUEST,GRAHAM.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B01F13/08 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B01 PROCEDIMIENTOS O APARATOS FISICOS O QUIMICOS EN GENERAL. › B01F MEZCLA, p. ej. DISOLUCION, EMULSION, DISPERSION (mezcla de pinturas B44D 3/06). › B01F 13/00 Otros mezcladores; Instalaciones para efectuar mezclas, incluyendo combinaciones de mezcladores de tipos diferentes. › Mezcladores magnéticos.
- C21C5/52 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21C PROCESOS DEL HIERRO FUNDIDO, p. ej. AFINADO, FABRICACION DE HIERRO O ACERO DULCE; TRATAMIENTO DE LAS ALEACIONES FERROSAS EN ESTADO LIQUIDO. › C21C 5/00 Fabricación de acero al carbono, p. ej. acero suave, acero medio o acero moldeado. › Fabricación del acero en horno eléctrico.
- F27B3/04 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F27 HORNOS; APARATOS DE DESTILACIÓN. › F27B HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN GENERAL; APARATOS DE SINTERIZACION A CIELO ABIERTO O APARATOS SIMILARES (aparatos de combustión F23; calefacción eléctrica H05B). › F27B 3/00 Hornos de solera, p. ej. hornos de reverbero (F27B 9/00 - F27B 15/00, F27B 21/00 tienen prioridad ); Hornos de arco eléctrico. › del tipo con varias soleras; del tipo con varias cámaras; Combinaciones de hornos de solera.
- F27B3/19 F27B 3/00 […] › Disposición de los dispositivos de descarga.
- F27D27/00 F27 […] › F27D PARTES CONSTITUTIVAS O ACCESORIOS DE LOS HORNOS, ESTUFAS, HOGARES O RETORTAS DE DESTILACION, EN LA MEDIDA EN QUE SON COMUNES A MAS DE UN TIPO DE HORNO (aparatos de combustión F23; calefacción eléctrica H05B). › Dispositivos de agitación para material fundido (F27D 3/14 tiene prioridad).
- F27D3/00 F27D […] › Carga; Descarga; Manipulación de las cargas (sistemas transportadores caracterizados por su aplicación a fines particulares no previstos en otras partes B65G 49/00; desplazamiento de las cargas en un horno F27B 9/14).
PDF original: ES-2532932_T3.pdf
Fragmento de la descripción:
Aparato para inducir un flujo en un material fundido.
La presente solicitud se refiere a un aparato para inducir un flujo en un material fundido conductor de la electricidad. En particular, la invención se refiere a un aparato que comprende un horno con una portilla y una unidad de inducción electromagnética montada en la portilla, que puede utilizarse en un primer modo para agitar materiales 5 fundidos dentro de una cámara del horno y en un segundo modo para extraer material fundido de la cámara del horno a través de la portilla con fines de vaciado u otros propósitos. La invención se refiere también a un procedimiento para operar tal aparato.
A lo largo de esta memoria descriptiva, incluyendo las reivindicaciones, las referencias a "material fundido" deben entenderse como relativas a un material fundido conductor de la electricidad, a no ser que se indique 10 específicamente lo contrario. Además, las referencias a "metal", incluyendo "metal fundido", abarcan aleaciones que pueden incluir aditivos o materiales no metálicos, siempre que el material en conjunto siga siendo conductor de la electricidad.
Es conocida la utilización de hornos para la fusión y el refinado de materiales metálicos, incluyendo aluminio y otros materiales. Los hornos se han utilizado también para reciclar chatarra metálica. Las superficies de un horno o de 15 otro aparato que están en contacto con o sumergidas en el material fundido están normalmente compuestas o revestidas con un material refractario. En este contexto, un material refractario puede ser cualquier material adecuado química y físicamente estable a las altas temperaturas existentes y que no se vea esencialmente afectado por el material fundido en cuestión.
Es un hecho reconocido que el proceso de fusión y refinado puede mejorarse agitando el metal fundido en la cámara 20 del horno. Al agitar el metal fundido se distribuye el calor más uniformemente por toda la masa fundida y se mejora así la eficacia del proceso. Cuando se introducen en la masa fundida del horno materiales en estado sólido adicionales, por ejemplo chatarra metálica para el reciclado y/o aditivos, la agitación puede ayudar a mezclar el material en estado sólido con la masa fundida más rápidamente.
Es conocido el método de proporcionar un aparato agitador en forma de una unidad de inducción electromagnética 25 (un tipo de motor de inducción lineal) situada debajo del horno en un plano horizontal adyacente a una pared de fondo del horno. El campo magnético creado por la unidad de inducción actúa a través de una placa de acero relativamente gruesa y un revestimiento refractario interno en el fondo del horno para agitar lentamente el material fundido en un plano horizontal, en un intento de dispersar el calor uniformemente por toda la masa fundida. Sin embargo, se cree que tal tratamiento del metal fundido puede tener desventajas, al menos en ciertas aplicaciones. 30 Por ejemplo, cuando se introduce en el horno material de chatarra metálica adicional o aditivos de aleación, por ejemplo silicio, por encima de la masa fundida, el efecto de agitación proporcionado por la unidad de inducción electromagnética no contribuye mucho a mezclar el nuevo material de chatarra metálica/ nuevos aditivos uniformemente en toda la masa fundida. Con frecuencia, el material de chatarra metálica/aditivo es bastante ligero (en particular los aditivos de silicio) y simplemente flota en la superficie de la masa fundida mientras se agita en un 35 plano horizontal, en lugar de, por ejemplo, ser arrastrado hacia abajo al interior del metal fundido, donde puede fundirse y mezclarse mucho más rápida y eficazmente. Una vez más, la chatarra metálica con una alta relación de área superficial con respecto a la masa (por ejemplo latas de bebida de aluminio trituradas) simplemente flota por encima de la masa fundida y se oxida, en lugar de sumergirse dentro del baño para que pueda ser fundida y reciclada eficazmente. 40
Además, para agitar el metal es necesario que la unidad de inducción suministre un campo magnético intenso que se propague a través de la estructura del horno para penetrar en el material fundido que se halla en su interior. Esto hace que sea necesario operar el dispositivo de inducción a frecuencias muy bajas, normalmente de 1 Hz o menos. Por consiguiente, la velocidad de agitación es relativamente baja.
La solicitante ha propuesto en el documento WO 03/106908 montar una unidad de inducción electromagnética en 45 una pared inferior inclinada de una portilla del horno para inducir en el metal fundido un flujo que tenga tanto una componente vertical como una componente horizontal en la cámara del horno. Esta disposición puede utilizarse para ayudar a que los materiales de chatarra o aditivos sean arrastrados hacia abajo, al interior del material fundido, con el fin de favorecer la mezcla. Como se ha descrito, la unidad de inducción electromagnética establece un flujo circulante de material en la cámara del horno, creando un flujo descendente de material en la portilla en un extremo. 50 Dado que el campo electromagnético no tiene que penetrar tanto en el material fundido como en las disposiciones anteriormente conocidas, es posible utilizar una unidad de inducción electromagnética capaz de funcionar a frecuencias de hasta 60 Hz, pero que produce un campo magnético más superficial. Esto supone una ventaja, ya que permite alcanzar velocidades de flujo relativamente altas, lo que mejora la flexibilidad en la mezcla.
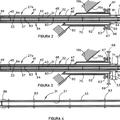
También es conocido el método de utilizar una unidad de inducción montada en una pared inferior inclinada de una 55 portilla del horno para inducir un flujo ascendente, de manera que se extraiga metal fundido de la cámara del horno a través de la portilla para el vaciado. Con el fin de crear un flujo, las fuerzas ascendentes inducidas en el metal fundido deben vencer la resistencia de fricción y las fuerzas gravitatorias. En las disposiciones ya conocidas, esto requiere el uso de una placa canal fijada de manera permanente en el revestimiento refractario de la pared inferior de la cámara, definiendo un canal restringido en la portilla adyacente a la unidad inductora, a través del cual la unidad de inducción puede bombear el metal fundido a una reguera de alimentación de colada. Una disposición 5 típica ya conocida se ilustra en la Figura 1, que muestra, en sección transversal, un extremo de un horno 1 que presenta una cámara 2 y una portilla de extracción 3, que lleva a una reguera o artesa de alimentación de colada 4. Una unidad de inducción 5 está montada en el exterior de una pared inferior inclinada 6 de la portilla y una placa canal 7, compuesta de un material refractario, está fijada de manera permanente al revestimiento refractario de la pared inferior para definir un canal estrecho y restringido 8. La unidad de inducción 5 se opera de modo que induzca 10 un flujo ascendente en el metal fundido en el canal 8, con lo que el metal fundido es bombeado desde la cámara de horno 2 a la reguera de alimentación de colada 4.
Ambas disposiciones conocidas funcionan bien, pero, que la solicitante sepa, aún no se han desarrollado disposiciones conocidas que permitan utilizar una única unidad de inducción en la portilla de un horno de manera selectiva tanto para agitar el metal fundido en la cámara del horno como para bombear con el fin de extraer el metal 15 fundido de la cámara del horno a través de la portilla. El motivo de ello es que, con la placa canal en su posición, la unidad de inducción no puede establecer una circulación de metal fundido en la cámara del horno para producir una agitación eficaz, mientras que, si se suprime la placa canal, la unidad de inducción no puede inducir un flujo ascendente del metal fundido en la portilla para bombear el metal fundido desde la cámara del horno a la reguera de alimentación de colada de forma controlada. Por consiguiente, las disposiciones ya conocidas están preparadas bien 20 para la agitación o bien para la extracción, pero no para ambas. Aunque sería posible prever dos portillas en un horno, cada una de ellas con una unidad de inducción, preparar una portilla de manera que la unidad de inducción funcione para agitar el metal en la cámara del horno y preparar la otra como portilla de extracción, esto aumentaría considerablemente el coste del aparato y podría no ser posible cuando las restricciones de espacio no permitan utilizar una segunda portilla. 25
La FR 2633708 describe un horno con una cámara de horno y una portilla que se halla en comunicación fluida con la cámara del horno, teniendo la portilla una pared inferior inclinada. La pared inferior está dividida en dos secciones: una primera sección adyacente a la cámara y con un ángulo de inclinación relativamente pequeño... [Seguir leyendo]
Reivindicaciones:
1. Aparato (10) para inducir un flujo en un material fundido, comprendiendo el aparato un horno (12) que presenta una cámara de horno (14) , una portilla (16) en comunicación de fluidos con la cámara de horno y con una pared inferior inclinada (18) , una unidad de inducción bidireccional (24) montada en la pared inferior inclinada de la portilla para inducir un flujo en el material fundido en la portilla, caracterizado porque 5 el aparato comprende un conjunto de placa canal retráctil (26) posicionable de manera selectiva en la portilla para definir un canal de flujo de extracción (28) para el material fundido entre el conjunto de placa de canal y la pared inferior inclinada, un sistema motor (64) para mover el conjunto de placa canal adentro y afuera de la portilla y un sistema de control (74) para controlar el sistema motor, incluyendo el sistema de control un sistema sensor (78) para medir el nivel del material fundido en la portilla y un sistema de 10 realimentación para proporcionar información relativa a la posición del conjunto de placa canal.
2. Aparato (10) según la reivindicación 1, caracterizado porque el aparato puede operar en un modo de extracción para extraer material fundido de la cámara de horno (14) a través de la portilla (16) , estando el sistema de control (74) configurado, cuando se hace funcionar en el modo de extracción, para hacer avanzar el conjunto de placa canal (26) adentro de la portilla de manera continua en respuesta a un 15 descenso del nivel del material fundido detectado por el sistema sensor (78) , con el fin de mantener una zona de borde delantera (58) sumergida en el material fundido esencialmente a una profundidad de inmersión deseada D.
3. Aparato (10) según la reivindicación 1, caracterizado porque el aparato puede hacerse operar en un modo de extracción para extraer material fundido de la cámara de horno (14) a través de la portilla (16) , estando 20 el sistema de control (74) configurado para, cuando se hace funcionar en el modo de extracción, hacer avanzar el conjunto de placa de canal (26) adentro de la portilla de manera incremental en pasos discontinuos en respuesta a un descenso del nivel del material fundido detectado por el sistema sensor (78) , con el fin de mantener una zona de borde delantera (58) sumergida en el material fundido.
4. Aparato según la reivindicación 3, caracterizado porque el sistema de control (74) está configurado para 25 accionar el sistema motor (64) con el fin de hacer avanzar el conjunto de placa canal (26) hasta que la zona de borde delantera (58) esté sumergida a una profundidad de inmersión media predeterminada D más un desplazamiento X y luego mantener estacionario el conjunto de placa de canal, estando el sistema de control configurado para accionar de nuevo a continuación el sistema motor para hacer avanzar el conjunto de placa de canal más allá cuando la profundidad de inmersión descienda a D-X, hasta que la profundidad 30 de inmersión vuelva a ser D+X, y para repetir el avance secuencial por pasos hasta que se haya completado la extracción.
5. Aparato (10) según cualquiera de las reivindicaciones anteriores, caracterizado porque una zona de borde delantera (58) del conjunto de placa canal (26) está compuesta en su totalidad por materiales refractarios.
6. Aparato (10) según la reivindicación 5, caracterizado porque el conjunto de placa canal (26) comprende una 35 estructura soporte (48) compuesta de materiales no refractarios (por ejemplo metal) donde están montados materiales refractarios (50) para formar la zona de borde delantera (58) y una cara inferior que define el canal de flujo de extracción (28) .
7. Aparato (10) según cualquiera de las reivindicaciones anteriores, caracterizado porque una cara inferior del conjunto de placa canal (26) situada frente a la pared inferior (18) de la portilla (16) está perfilada para 40 definir el canal de flujo de extracción (28) .
8. Aparato (10) según cualquiera de las reivindicaciones anteriores, caracterizado porque el conjunto de placa canal (26) está montado en un soporte (32) para realizar el movimiento adentro y afuera de la portilla (16) .
9. Aparato (10) según la reivindicación 8, caracterizado porque el soporte (32) está configurado para sujetar el conjunto de placa de canal (26) en una orientación de inserción donde una cara inferior del conjunto de 45 placa canal está alineada esencialmente en paralelo a la pared inferior inclinada (18) de la portilla (16) para la inserción en la portilla.
10. Aparato (10) según la reivindicación 9, caracterizado porque el soporte (32) es móvil, de manera que el conjunto de placa canal (26) puede moverse afuera de la orientación de inserción cuando está retirado de la portilla (16) . 50
11. Aparato (10) según cualquiera de las reivindicaciones 8 a 10, caracterizado porque el soporte (32) comprende un carril de deslizamiento (42) y una unidad de deslizamiento (30) montada en el carril de deslizamiento para realizar un movimiento a lo largo del carril, estando el conjunto de placa canal (26)
montado en la unidad de deslizamiento o formando el conjunto de placa canal parte de la unidad de deslizamiento.
12. Procedimiento para operar el aparato (10) según cualquiera de las reivindicaciones 1 a 11, comprendiendo el procedimiento: operar el aparato selectivamente en una de:
a) bien en un modo de agitación, para agitar material fundido en el horno (12) , donde la unidad de 5 inducción (24) se hace funcionar en una primera dirección para inducir un flujo descendente de material fundido de la portilla (16) al interior de la cámara de horno (14) , con el conjunto de placa canal (26) retirado de la portilla; o
b) bien en un modo de extracción, para extraer material fundido de la cámara de horno (14) a través de la portilla (16) , donde la unidad de inducción (24) se hace funcionar en una segunda dirección 10 para inducir un flujo ascendente de material fundido desde la cámara de horno (14) a lo largo de la pared inferior (18) de la portilla y se utiliza el sistema motor (64) , que funciona bajo el control del sistema de control (74) , para hacer avanzar el conjunto de placa canal (26) adentro de la portilla, de manera que en el material fundido se sumerge sólo una zona de borde delantera (58) del conjunto de placa canal (26) . 15
13. Procedimiento según la reivindicación 12, caracterizado porque el aparato (10) se hace funcionar en el modo de extracción, comprendiendo el procedimiento hacer avanzar el conjunto de placa canal (26) adentro de la portilla (16) de manera continua según desciende el nivel del material fundido, manteniendo la zona de borde delantera (58) sumergida en el material fundido esencialmente a una profundidad de inmersión deseada D. 20
14. Procedimiento según la reivindicación 12, caracterizado porque el aparato (10) se hace funcionar en el modo de extracción, comprendiendo el procedimiento hacer avanzar el conjunto de placa de canal (26) de manera incremental en pasos discontinuos según desciende el nivel del material fundido.
15. Procedimiento según la reivindicación 14, caracterizado porque el procedimiento comprende hacer avanzar inicialmente el conjunto de placa de canal (26) desde una posición retraída, hasta que el borde delantero 25 (58) esté sumergido a una profundidad de inmersión media predeterminada D más un desplazamiento X, y mantener estacionario el conjunto de placa de canal según se extrae material fundido, hacer avanzar el conjunto de placa de canal más allá una vez que la profundidad de inmersión haya descendido a D-X, hasta que la profundidad de inmersión vuelva a ser D+X, y mantener de nuevo estacionario el conjunto de placa de canal. 30
Patentes similares o relacionadas:
Procedimiento y dispositivo para la detección de variables en la salida de un recipiente metalúrgico, del 22 de Julio de 2020, de REFRACTORY INTELLECTUAL PROPERTY GMBH & CO. KG: Procedimiento para la detección de variables en una salida de un recipiente metalúrgico, en el que la medición y la evaluación se realizan mediante al […]
Inyector de partículas asistido por fluidos, del 24 de Junio de 2020, de BERRY METAL COMPANY: Un inyector de partículas asistido por fluido para un horno metalúrgico, que comprende: un tubo de cubierta ; un tubo del inyector que define un […]
Producción de ferroaleaciones, del 11 de Diciembre de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un procedimiento de producción de una ferroaleación, tal como acero, en un horno de arco eléctrico u otro horno metalúrgico adecuado que comprende […]
 Dispositivo para inyectar material sólido en partículas en un recipiente, del 31 de Octubre de 2019, de Tata Steel Limited: Lanza metalúrgica para extenderse en el interior de un recipiente para inyectar material sólido en partículas en un material fundido contenido en el interior […]
Dispositivo para inyectar material sólido en partículas en un recipiente, del 31 de Octubre de 2019, de Tata Steel Limited: Lanza metalúrgica para extenderse en el interior de un recipiente para inyectar material sólido en partículas en un material fundido contenido en el interior […]
Método para contener y circular un metal líquido y aparato para lo mismo, del 4 de Septiembre de 2019, de EMP TECHNOLOGIES LIMITED: Un aparato metalúrgico que comprende un vaso para contener un cuerpo de metal líquido y un aparato de circulación para hacer circular el cuerpo de metal […]
 Procedimiento y disposición para operar un horno metalúrgico y un producto de un programa de ordenador, del 28 de Agosto de 2019, de Outotec (Finland) Oy: Un procedimiento para operar un horno metalúrgico , en el que el procedimiento comprende:
Una etapa de alimentación para alimentar un material de alimentación […]
Procedimiento y disposición para operar un horno metalúrgico y un producto de un programa de ordenador, del 28 de Agosto de 2019, de Outotec (Finland) Oy: Un procedimiento para operar un horno metalúrgico , en el que el procedimiento comprende:
Una etapa de alimentación para alimentar un material de alimentación […]
 Mejoras en la producción de ferroaleaciones, del 28 de Agosto de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un método para producir una ferroaleación en un horno de arco eléctrico, comprendiendo el método las etapas de:
(i) eliminar y separar el acero […]
Mejoras en la producción de ferroaleaciones, del 28 de Agosto de 2019, de NEWSOUTH INNOVATIONS PTY LIMITED: Un método para producir una ferroaleación en un horno de arco eléctrico, comprendiendo el método las etapas de:
(i) eliminar y separar el acero […]
Método y disposición para ajustar las características de un proceso de horno en un espacio de horno y unidad de inyección, del 21 de Agosto de 2019, de Outotec (Finland) Oy: Un método para ajustar las características de un proceso de horno en un espacio de horno limitado por una coraza de horno de un horno metalúrgico […]