Un método y aparato para hacer una lata con un extremo doblado , dicha lata y cuerpo de lata.
Un método para fabricar una lata, como por ejemplo una lata de pintura o una lata de comida,
que comprende lospasos de:
i. proporcionar un cuerpo cilíndrico (2, 21, 36, 51, 63);
ii. disponer medios de émbolo (14, 25, 44) en una primera abertura (20, 60) del cuerpo cilíndrico (2, 21, 36, 51, 63)para definir el diámetro de la abertura (20, 60);
iii. realizar un reborde en el extremo libre (6) de la primera abertura (20) radialmente hacia fuera y axialmente a lolargo del cuerpo cilíndrico (2) formando de esta manera un reborde (47, 49, 70, 79), mientras que el diámetro de laabertura está determinado por los medios de émbolo (14, 25, 44) aplicados a al abertura (20, 60),
caracterizado porque,
el extremo libre (6) de la primera abertura (20, 60) está provisto de un pliegue previo del borde (7) antes de laformación del reborde en el paso iii,
el paso de formación del reborde iii comprende la formación de un extremo libre (6) provisto con el pliegue previo delborde (7) con un reborde alargado (47),
un escalón (48) está formado en el reborde alargado (47), y
el cuerpo cilíndrico (2, 21, 36, 51) es estirado en sentido radial parcialmente hasta el primer extremo libre (6, 66), demanera que el reborde alargado y escalonado (49, 79) esté formado en una parte estrecha (43) del cuerpo cilíndricoestirado (2, 21, 36, 51, 63), y el reborde alargado y escalonado (49, 79) descanse dentro de la envoltura imaginariaexterior de la parte del cuerpo cilíndrico estirada radialmente (51).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10075021.
Solicitante: Ardagh MP Group Netherlands B.V.
Nacionalidad solicitante: Países Bajos.
Dirección: ZUTPHENSEWEG 51051 7418 AH DEVENTER PAISES BAJOS.
Inventor/es: YTSMA, SYBREN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B21D22/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21D TRABAJO MECANICO O TRATAMIENTO DE CHAPAS, TUBOS, BARRAS O PERFILES METALICOS SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DE METALES POR PUNZONADO (trabajo mecánico o tratamiento de alambre B21F). › B21D 22/00 Conformación sin cortado, por estampado, repujado o embutido (por medio de operaciones que no sean las que utilizan dispositivos o herramientas rígidas, masas flexibles o elásticas B21D 26/00). › Estampado que utiliza dispositivos o herramientas rígidas.
- B21D39/20 B21D […] › B21D 39/00 Utilización de procedimientos que permitan el ensamblaje de objetos o de partes de objetos, p. ej. revestimiento con chapas, que no sea por chapado (remachado B21J; ensamblado de elementos por forjado o prensado al objeto de que formen una sola pieza B21K 25/00 ); Dispositivos de mandrinaje de tubos. › con mandriles, p. ej. expansibles.
- B21D51/26 B21D […] › B21D 51/00 Fabricación de objetos huecos (a partir de tubos con paredes espesas o no uniformes B21K 21/00). › de botes de conserva o bidones; Cierre de botes o latas de forma definitiva (fabricación de dispositivos incorporados a los recipientes para vaciarlos B21D 51/38).
- B44D3/12 B […] › B44 ARTES DECORATIVAS. › B44D PINTURA O DIBUJO ARTISTICO, NO PREVISTO EN OTRO LUGAR; CONSERVACION DE PINTURAS; TRATAMIENTO DE SUPERFICIES PARA OBTENER EFECTOS O ACABADOS DE SUPERFICIE ARTISTICOS (tratamiento de superficies en general, ver las entradas apropiadas, p. ej. aplicación de líquidos o de otras materias fluidas B05). › B44D 3/00 Accesorios o útiles utilizados en las operaciones de pintura o dibujo artístico, no previstos en otro lugar (herramientas manuales para aplicar líquidos, p. ej. pinturas, a las superficies B05C 17/00; material para efectuar trabajos de acabado distinto a la pintura sobre edificios E04F 21/00 ); Métodos o dispositivos para la determinación, la selección o la síntesis de los colores, p. ej. utilizando muestras de colores (colorímetro G01J 3/00). › Cubos de pintura; Portapinceles o portabrochas; Recipientes para recibir las sobras de pintura.
PDF original: ES-2408011_T3.pdf
Fragmento de la descripción:
Un método y aparato para hacer una lata con un extremo doblado , dicha lata y cuerpo de lata.
La invención presente trata de un método para fabricar una lata, como por ejemplo una lata de pintura, de un aparato para fabricar una lata, de dicha lata y de dicho cuerpo de la lata.
Las latas, como por ejemplo las latas de pintura, están provistas normalmente de un anillo que se adhiere al cuerpo de la lata mediante costura, soldadura o pegado. Este anillo tiene una abertura con un diámetro que está seleccionado de manera que una tapa para dicha lata se acomode en la abertura del anillo con una fuerza de cierre bien definida. Esta fuerza de cierre se selecciona de manera que bajo las condiciones de manipulación normales la tapa permanecerá en la lata y el contenido de la lata no se derramará. Al mismo tiempo la fuerza de cierre será tal que el usuario sea capaz de retirar la tapa de la lata sin tener que aplicar una fuerza excesiva y sin dañar la lata, en particular cuando se utiliza una herramienta, como por ejemplo un destornillador, para retirar la tapa. Estas características de la tapa necesitan normalmente que el anillo sea fabricado en un proceso y en un aparato independiente, de manera que una forma tan delicada pueda ser mantenida y controlada con independencia del proceso y del aparato para fabricar el cuerpo de la lata. En último lugar, el anillo separado se adhiere al cuerpo de la lata formando de esta manera la lata. Tales latas y tales métodos y aparatos para su fabricación son conocidos por, por ejemplo, el documento FR2559455A.
Obviamente, la producción separada de tales anillos a partir de una hoja de metal tiene como resultado una cantidad relativamente grande de material de desecho, que se genera cuando se corta el área central formando de esa manera la abertura del anillo. Además, se requiere un paso operativo adicional para adherir el anillo al cuerpo de la lata.
Cuando en determinadas circunstancias el cierre de la tapa en el cuerpo de la lata mediante el anillo no puede ser garantizado, entonces se debe aplicar una banda o tira de cierre separada al área superior de la lata al objeto de generar una fuerza de cierre adicional. El uso de tal banda o tira de cierre incrementa el coste y tras su retirada, la fuerza de cierre ya no vuelve a ser óptima.
La invención presente tiene por objeto proporcionar una lata que esencialmente supere los inconvenientes mencionados anteriormente, y que así se pueda aplicar una tapa al cuerpo de la lata y se mantenga con una fuerza de cierre adecuada sin necesidad de un anillo adherido separado y / o una banda o tira de cierre. Al mismo tiempo la tapa puede ser retirada por el usuario de la manera usual sin necesidad de ejercer una fuerza excesiva.
Al objeto de resolver este problema la invención proporciona un método de acuerdo con la reivindicación 1.
Este método de la invención presente es adecuado para evitar el uso de un anillo de cierre separado porque la abertura del cuerpo de la lata en la que se debe acomodar la tapa con la fuerza de cierre requerida tiene una resistencia radial y una estabilidad dimensional circunferencial suficiente gracias al reborde formado, y a la presencia en la abertura de medios de presión, que definen y mantienen el diámetro establecido, durante la formación del cuerpo de la lata. Este reborde esta doblado hacia fuera radialmente de manera que la estabilidad de forma se mantiene y se evita una variación apreciable del contorno y del grosor de la pared.
Una ventaja del cuerpo de la lata provisto con tal reborde de cierre integrado doblado hacia fuera es que la superficie interior es suave y continua de manera que el contenido de la lata puede salir sin que permanezca ningún material en las ranuras interiores o en los dobleces de conexión entre el cuerpo de la lata y el anillo.
De acuerdo con la invención, el extremo libre de la primera abertura del cuerpo de la lata está provisto con un pliegue previo del borde formado con anterioridad a la fabricación del reborde. De acuerdo con lo anterior, el borde del cuerpo cilíndrico, que con frecuencia es un borde cortante afilado, está protegido y difícilmente expuesto, evitando de esta manera posibles problemas de corrosión.
Como se ha establecido anteriormente, se requiere que el reborde esté formado radialmente hacia fuera y axialmente a lo largo del cuerpo cilíndrico. Esto implica que el diámetro exterior del reborde es mayor que el diámetro exterior del cuerpo cilíndrico y del cuerpo de la lata terminado.
Cuando se prefiere que el reborde no se extienda mucho por fuera del cuerpo o que, preferiblemente, esté confinado dentro del cuerpo de la lata y así tenga un diámetro exterior que sea igual o menor que el diámetro exterior del cuerpo de la lata, entonces el reborde debe ser formado en una parte del cuerpo de la lata que tenga un diámetro menor. Tal parte del cuerpo de la lata con un diámetro reducido no puede estar formado estrechando tal parte del cuerpo de la lata porque cuando se estrecha la estabilidad dimensional circunferencial y el grosor de la pared no pueden ser controlados suficientemente. Aún así este objetivo puede ser conseguido cuando, de acuerdo con una realización preferida de la invención, el cuerpo cilíndrico es estirado radialmente parcialmente hasta el primer extremo libre, de manera que el reborde esté formado en una parte no estirada y mas estrecha que el resto del cuerpo cilíndrico estirado, y preferiblemente el reborde descansa dentro de una envoltura imaginaria exterior de la parte del cuerpo cilíndrico estirado radialmente. Así, la parte estrecha del cuerpo cilíndrico está formada incrementando el diámetro de la otra parte del cuerpo cilíndrico, y no manipulando el extremo libre de la abertura que está preparada para la presencia de los medios de presión con el diámetro definido deseado, y un extremo libre permanece sin tocar.
La formación del cuerpo cilíndrico estirado radialmente puede ser conseguida mediante cualquier técnica adecuada, como por ejemplo torneado, estirado, estrusión profunda y planchado. La formación preferida es el estirado radial hacia fuera porque resulta en un cuerpo de lata estirado que tiene un espesor de pared prácticamente constante y permite estirados de hasta el 20 % ó 25 % proporcionando ahorros de material adicionales. Tal operación de estirado está descrita por ejemplo en el documento WO2009/130034. Al objeto de tener realizada esta operación de estirado de una manera controlada y elegante, es preferible que una segunda abertura del cuerpo cilíndrico esté provista con una boca en forma de trompeta y que el estiramiento radial sea llevado a cabo con los medios de estirado a través de la boca en forma de trompeta hasta, pero no incluyendo, el extremo libre de la segunda abertura. Haciéndolo así, los medios de estirado pueden estar provistos mediante medios de émbolo para definir y mantener el diámetro definido de la abertura, y extenderlo hasta el extremo libre.
Cuando las dimensiones de la boca con forma de trompeta son tales que el ángulo de la trompeta con respecto al cuerpo cilíndrico esté dentro del rango de 5º a 40º, como por ejemplo entre 10º y 30º, la boca en forma de trompeta y el pliegue previo del borde pueden estar formados en una única operación y así en el mismo aparato o estación. Por definición, la fuerza axial para formar el reborde en un extremo del cuerpo cilíndrico es menor que la fuerza axial necesaria para formar la boca en forma de trompeta en el otro extremo libre. Sin embargo, dependiendo del tipo de metal del cuerpo cilíndrico, del espesor de su pared, y de la forma de la herramienta para formar la trompeta es posible también formar en primer lugar la boca en forma de trompeta y a continuación, el pliegue previo del borde. En determinadas circunstancias tanto la boca en forma de trompeta como el pliegue previo del borde pueden ser realizados prácticamente al mismo tiempo.
Al objeto de estirar radialmente el cuerpo cilíndrico de una manera controlada y fiable es preferible que el cuerpo cilíndrico esté sujeto firmemente por medios de sujeción. Para ello el cuerpo cilíndrico debe estar provisto de una brida de sujeción. Así, de acuerdo con una realización preferida de la invención, antes del estiramiento radial del cuerpo cilíndrico, el extremo libre de la segunda abertura está provisto con una brida de sujeción para sujetar con medios de sujeción el cuerpo cilíndrico durante el estiramiento radial.
Este estiramiento mientras está sujeto no producirá la formación de estructuras onduladas en el cuerpo cilíndrico, que son el resultado de la resistencia axial al estiramiento, cuando la primera abertura del cuerpo cilíndrico que está opuesta a la boca en forma de trompeta... [Seguir leyendo]
Reivindicaciones:
1. Un método para fabricar una lata, como por ejemplo una lata de pintura o una lata de comida, que comprende los pasos de:
i. proporcionar un cuerpo cilíndrico (2, 21, 36, 51, 63) ;
ii. disponer medios de émbolo (14, 25, 44) en una primera abertura (20, 60) del cuerpo cilíndrico (2, 21, 36, 51, 63) para definir el diámetro de la abertura (20, 60) ;
iii. realizar un reborde en el extremo libre (6) de la primera abertura (20) radialmente hacia fuera y axialmente a lo largo del cuerpo cilíndrico (2) formando de esta manera un reborde (47, 49, 70, 79) , mientras que el diámetro de la abertura está determinado por los medios de émbolo (14, 25, 44) aplicados a al abertura (20, 60) ,
caracterizado porque,
el extremo libre (6) de la primera abertura (20, 60) está provisto de un pliegue previo del borde (7) antes de la formación del reborde en el paso iii,
el paso de formación del reborde iii comprende la formación de un extremo libre (6) provisto con el pliegue previo del borde (7) con un reborde alargado (47) ,
un escalón (48) está formado en el reborde alargado (47) , y
el cuerpo cilíndrico (2, 21, 36, 51) es estirado en sentido radial parcialmente hasta el primer extremo libre (6, 66) , de manera que el reborde alargado y escalonado (49, 79) esté formado en una parte estrecha (43) del cuerpo cilíndrico estirado (2, 21, 36, 51, 63) , y el reborde alargado y escalonado (49, 79) descanse dentro de la envoltura imaginaria exterior de la parte del cuerpo cilíndrico estirada radialmente (51) .
2. El método como el reivindicado en la reivindicación 1, en el que una segunda abertura del cuerpo cilíndrico (2) está provista con una boca en forma de trompeta (5) y el estiramiento radial es llevado a cabo con los medios de estiramiento a través de la boca en forma de trompeta (5) hasta el extremo libre (6, 66) de la segunda abertura.
3. Un método como el reivindicado en las reivindicaciones 1 ó 2, en el que antes del estiramiento radial del cuerpo cilíndrico (2, 21, 36, 51, 63) , el extremo libre (6) de la segunda abertura es provisto de una brida de cierre (35) para encastrar con medios de cierre el cuerpo cilíndrico (2, 21, 36, 51) durante el estiramiento radial.
4. Un método de acuerdo con las reivindicaciones 1 – 3, en el que se encajan medios de asa (80) en el reborde (47, 49, 70, 79) durante la formación del reborde.
5. El método como el reivindicado en las reivindicaciones 1 – 4, en el que el diámetro definido de la abertura (20) tiene una estabilidad dimensional como un margen de error de ± 0, 10 mm, preferiblemente ± 0, 05 mm, más preferiblemente ± 0, 03 mm.
6. Un aparato para fabricar la lata de acuerdo con las reivindicaciones 1 – 5, que comprende medios de émbolo (14, 25, 44) para ser dispuestos en una primera abertura (20, 60) de un cuerpo cilíndrico (2, 21, 36, 51, 63) para mantener el diámetro definido de la abertura (20, 60) prácticamente estable dimensionalmente, y medios para realizar un reborde (47, 49, 70, 79) mediante el doblado radialmente hacia fuera y axialmente a lo largo del cuerpo cilíndrico (2, 21, 36, 51, 63) el extremo libre de la primera abertura (20, 60) , con los medios de émbolo (14, 25, 44) colocados en la primera abertura (20, 60) y definiendo el diámetro de la abertura (20, 60) ,
medios para realizar un pliegue previo del borde en el extremo libre de la primera abertura (20, 60) antes de la formación del reborde (47, 49, 70, 79) ,
medios de estirado para estirar radialmente el cuerpo cilíndrico (2, 21, 36, 51, 63) hasta un primer extremo libre de la primera abertura (20, 60) , y
medios (46) para formar un escalón (48) en el reborde alargado (47) .
7. El aparato de acuerdo con la reivindicación 6, en el que los medios de émbolo (14, 25, 44) están incorporados a los medios de estiramiento.
8. El aparato de acuerdo con las reivindicaciones 6 ó 7, que comprende medios (16) para dar forma de trompeta a una segunda abertura (60) del cuerpo cilíndrico (2, 21, 36, 51, 63) .
9. El aparato de acuerdo con las reivindicaciones 6 – 8, que comprende medios para formar una brida de sujeción (35) en el extremo libre (6) de la segunda abertura, y medios para fijar el cuerpo cilíndrico (2, 21 36, 51, 63) durante el estiramiento radial.
10. El aparato de acuerdo con las reivindicaciones 6 – 9, que comprende medios para encajar medios de asa en el reborde (79) .
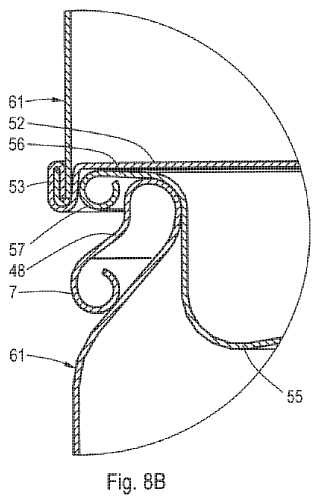
11. El cuerpo de la lata (2, 21, 36, 51, 63) , que comprende una primera abertura (20, 60) que tiene un extremo libre estrechado (43) provisto de un reborde (47, 49, 70, 79) que tiene un pliegue previo del borde (7) , que está integrado 5 en el cuerpo de la lata (2, 21, 36, 51, 63) , y que define una abertura de la lata (20, 60) que es esencialmente estable dimensionalmente, cuyo reborde (47, 49, 70, 79) descansa dentro de la envoltura imaginaria exterior de la parte del cuerpo cilíndrico estirado radialmente (51) ,
caracterizado porque el reborde alargado (49) está provisto de un escalón (48) , y descansa dentro de la envoltura imaginaria exterior de la parte del cuerpo cilíndrico estirado radialmente (51) .
12. Una lata, como por ejemplo una lata de pintura, que comprende un extremo libre (6, 66) provisto de un reborde (47, 49, 70, 79) provisto de un pliegue previo del borde (7) , que está integrado en un cuerpo de la lata (2, 21, 36, 51, 63) de acuerdo con la reivindicación 11,
caracterizado porque una tapa (55) de la cual una parte de la tapa anular (56) descansa en el reborde alargado (49) y un reborde de la tapa (57) se extienden radialmente sobre el escalón (48) .
13. Un lata de acuerdo con la reivindicación 12, que tiene una estabilidad dimensional con un margen de error de ± 0, 10 mm, preferiblemente ± 0, 05 mm, más preferiblemente ± 0, 03 mm.
Patentes similares o relacionadas:
Método para producir una lata de bebidas, una lata tipo botella o una lata de aerosol de aleación de aluminio, del 22 de Julio de 2020, de Constellium Neuf-Brisach: Metodo de fabricacion de una lata de bebida, una botella o un pulverizador de aleacion de aluminio, por medio de embutido-estiramiento seguido de formacion de cuello y/o […]
Dispositivo de conformación, del 6 de Noviembre de 2019, de HINTERKOPF GMBH: Dispositivo de conformación para cuerpos huecos con forma de vaso con un bastidor de máquina , una disposición de accionamiento, una mesa circular […]
Mejoras en o relacionadas con un procedimiento de formación de artículos de metal, del 6 de Noviembre de 2019, de GCL International Sarl: Un procedimiento de formación de cierre de metal para la conformación de un cierre de metal para un acabado del cuello de un recipiente a partir […]
Conjunto de rodillo de alisado, del 2 de Octubre de 2019, de Belvac Production Machinery, Inc: Un conjunto de cabezal de torreta para formar un artículo con cuello (200b) que tiene una porción de cuello estrechada , incluyendo la porción de cuello […]
 Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Anillos de matriz con vibración ultrasónica, del 28 de Agosto de 2019, de Magnaparva Packaging Limited: Una matriz , que comprende:
un anillo de matriz generalmente cilíndrico que comprende una superficie final y que tiene un modo […]
Conjunto de martillo de formación y método de ensamblaje de un conjunto de martillo de formación, del 5 de Junio de 2019, de Belvac Production Machinery, Inc: Un conjunto de martillo de formación para una máquina de formación de recipientes, incluyendo la máquina de formación de recipientes un conjunto de torreta […]
Dispositivo para cerrar recipientes de chapa, del 13 de Mayo de 2019, de HUBER PACKAGING GROUP GMBH: Dispositivo para cerrar recipientes de chapa , con una estación para recibir un recipiente que está abierto hacia arriba y que tiene un borde […]
Procedimiento de fabricación de latas de aluminio y la composición de pretratamiento usada, del 12 de Abril de 2019, de HENKEL AG & CO. KGAA: Procedimiento de fabricación de cilindros de latas, en el que (A) una rodaja de una chapa de aluminio se embute profundamente formando […]