Tenazas de prensado para el prensado radial de tubos, segmentos de tubo y similares.
Tenazas de prensado para el prensado radial de tubos, segmentos de tubo y similares,
con dos mordazasde prensado (1, 2), que pueden pivotar una respecto a otra y en cada caso presentan un alojamiento (22)para la pieza de trabajo que va a prensarse, con primeros dientes (27) que se engranan unos en otros, quese extienden hasta el alojamiento (22) y son contiguos a un extremo del alojamiento (22), con dientes (26)adicionales, que están dispuestos en el lado del alojamiento (22), opuesto a los primeros dientes (27), y soncontiguos al otro extremo del alojamiento (22), formando los lados frontales (24, 25) de los dientes primerosy segundos (26, 27), respectivamente una superficie cerrada cuando las tenazas de prensado estáncerradas, caracterizadas porque los primeros y segundos dientes (26, 27) forman parte de las mordazasde prensado (1, 2), porque los primeros dientes (27) son elementos de guiado que, al menos sobre la mayorparte del trayecto de pivotado de al menos una de las mordazas de prensado (1, 2), evitan undesplazamiento de la(s) mordaza(s) de prensado en la dirección del eje de pivotado (3, 4), al estarengranados entre sí los elementos de guiado (27) de las mordazas de prensado (1, 2) por al menos lamayor parte del trayecto de pivotado de al menos una de las mordazas de prensado (1, 2), y porque loslados frontales (24, 25) de los dientes (26, 27) son en cada caso planos y, con las tenazas de prensadocerradas, forman una superficie cerrada plana.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08014576.
Solicitante: REMS GmbH & Co KG.
Inventor/es: WAGNER, RUDOLF DR.-ING.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B25B27/10 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B25 HERRAMIENTAS MANUALES; HERRAMIENTAS DE MOTOR PORTATILES; MANGOS PARA UTENSILIOS MANUALES; UTILLAJE DE TALLER; MANIPULADORES. › B25B HERRAMIENTAS O UTILLAJE DE BANCO NO PREVISTOS EN OTRO LUGAR, PARA FIJAR, UNIR, DESENGANCHAR O MANTENER. › B25B 27/00 Herramientas manuales o utillaje de banco, especialmente concebidas para ensamblar o separar piezas u objetos, causando o no cierta deformación, no previstos en otro lugar (máquinas limitadas al montaje o separación de piezas u objetos metálicos B23P 19/00). › para revestir racores en tubos flexibles o mangos.
PDF original: ES-2447038_T3.pdf
Fragmento de la descripción:
Tenazas de prensado para el prensado radial de tubos, segmentos de tubo y similares La invención se refiere a unas tenazas de prensado para el prensado radial de tubos, segmentos de tubo y similares según el preámbulo de la reivindicación 1.
Las tenazas de prensado tienen mordazas de prensado que pueden pivotar una respecto a otra, que en un extremo están dotadas en cada caso de un alojamiento para la pieza de trabajo que va a prensarse. Mediante el cierre de las tenazas de prensado se prensa radialmente la pieza de trabajo situada en los alojamientos. Para poder introducir las piezas de trabajo en los alojamientos de las mordazas de prensado o poder colocar las tenazas de prensado sobre la pieza de trabajo que va a prensarse, las mordazas de prensado tienen que hacerse pivotar abriéndose relativamente mucho. Entonces, al cerrar las tenazas de prensado, pueden producirse desplazamientos axiales de las dos mordazas de prensado en la dirección de sus ejes de pivotado, con lo que puede verse afectada la calidad del prensado.
En el caso de las tenazas de prensado según el tipo genérico (documento DE 14 52 678 A1) , las dos tenazas de prensado están dotadas de escotaduras en las que en cada caso está alojada una matriz. Las dos matrices están compuestas en cada caso por dos partes de matriz que pueden hacerse pivotar de manera limitada una respecto a otra. A ambos lados de los rebajes están dotadas de dientes en forma de prolongaciones que, con las tenazas de prensado abiertas, están completamente desengranados y que evitan la salida por aplastamiento de la pieza de trabajo que va a prensarse durante la operación de prensado.
En otras tenazas de prensado conocidas (documento DE 103 54 307 A1) se consigue un desplazamiento axial de las dos tenazas de prensado mediante una configuración especial de los ojos de montaje, que están configurados de manera que se engranan entre sí.
Además se conocen piezas de inserción (documento EP 1 731 267 A2) que se insertan en un alojamiento de unas tenazas de prensado. Las piezas de inserción tienen dientes con los que se engranan en la operación de prensado.
Por el documento DE 201 21 845 U1 se conocen unas tenazas de prensado cuyas mordazas de prensado presentan en cada caso un alojamiento para la pieza de trabajo que va a prensarse. Los lados frontales de las mordazas de prensado, que son contiguos a los alojamientos, están configurados de manera plana.
Además se conocen unas tenazas de prensado (documento US 5 267 464 A) cuyas mordazas de prensado están dotadas de una depresión. En el lado frontal de una de las mordazas de prensado está previsto un saliente que, en la posición cerrada de las tenazas de prensado, se engrana en una depresión de lado frontal de la otra mordaza de prensado. Cuando las tenazas de prensado están abiertas, entonces el saliente de una de las mordazas de prensado no está engranado con la depresión de la otra mordaza de prensado. Por ello, con las tenazas de prensado abiertas, las dos mordazas de prensado pueden realizar movimientos axiales no deseados.
En otras tenazas de prensado conocidas (documento EP 1 591 176 A1) , las dos mordazas de prensado en la zona del eje de articulación recubren un elemento de prensado. Éste esencialmente está configurado en forma de U y tiene brazos externos, que se sitúan en los lados de las mordazas de prensado, dirigidos uno en sentido opuesto al otro. Los lados frontales de las dos mordazas de prensado están configurados a modo de peine. Cuando se abren las tenazas de prensado, los dientes del peine se desengranan entre sí, de modo que las dos mordazas de prensado pueden realizar movimientos axiales no deseados una respecto a otra.
Finalmente se conocen unas tenazas de prensado (documento DE 10 2005 046 333 B3) cuyas mordazas de prensado en la zona de los contornos de entrada están dotadas de depresiones y dientes. Sirven para poder abrir mucho las tenazas de prensado. Las dos mordazas de prensado están configuradas como palanca de dos brazos, estando previstos el alojamiento para la pieza de trabajo que va a prensarse en un brazo de palanca y las depresiones y los dientes en el otro brazo de palanca de las dos mordazas de prensado. Contiguos a los alojamientos de las dos mordazas de prensado se encuentran unos lados frontales planos.
La invención se basa en el objetivo de configurar las tenazas de prensado del tipo genérico de modo que, con las mismas, las piezas de trabajo puedan prensarse de manera sencilla con una alta calidad de prensado.
Este objetivo se soluciona según la invención, en las tenazas de prensado del tipo genérico, con los rasgos caracterizadores de la reivindicación 1.
En las tenazas de prensado según la invención, las dos mordazas de prensado están dotadas de elementos de guiado. Sirven para que las dos mordazas de prensado no puedan desplazarse una respecto a otra en la dirección axial del eje de pivotado por al menos la mayor parte del trayecto de pivotado. De este modo, las dos mordazas de prensado, durante toda la operación de prensado, conservan su posición axial con respecto al eje de pivotado, porque se guían por los elementos de guiado. De este modo se garantiza un prensado correcto de las piezas de trabajo, de modo que se obtiene una calidad de prensado muy alta. Los elementos de guiado son dientes, con los que se engranan las mordazas de prensado. Los lados frontales de los elementos de guiado, dirigidos hacia el alojamiento, son planos y se sitúan en un plano común. Este plano común discurre ventajosamente en paralelo a un plano axial, que discurre a través de la parte más baja del alojamiento. Las mordazas de prensado están dotadas en el otro lado del alojamiento de dientes adicionales, cuyos lados frontales dirigidos hacia el alojamiento también son planos y se sitúan en un plano común. También este plano se sitúa ventajosamente paralelo al plano axial del alojamiento.
Mediante esta configuración se consigue que, con la tenazas de prensado cerradas, los lados frontales de los dientes y de los elementos de guiado formen a ambos lados del alojamiento una superficie cerrada, plana. De este modo se evita que, durante la operación de prensado, el material de la pieza de trabajo que va a prensarse se empuje hacia fuera y forme rebabas no deseadas. Por tanto, los elementos de guiado de las mordazas de prensado tienen una doble función, porque evitan por un lado un desplazamiento axial de las mordazas de prensado una respecto a otra y, por otro lado, al cerrar las tenazas de prensado forman superficies laterales planas cerradas, con lo que se evita un empuje lateral hacia fuera del material de la pieza de trabajo que va a prensarse.
Características adicionales de la invención se desprenden de las reivindicaciones adicionales, de la descripción y de los dibujos.
A continuación se explicará la invención en más detalle mediante un ejemplo de realización representado en los dibujos. Muestran la Fig. 1, en una representación en perspectiva, unas tenazas de prensado según la invención,
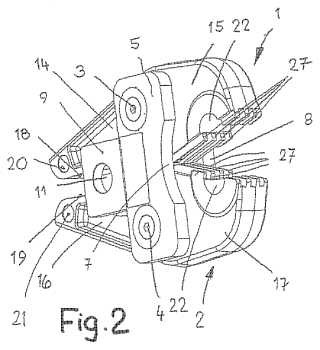
la Fig. 2, en otra representación en perspectiva, las tenazas de prensado según la invención,
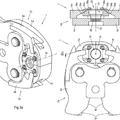
la Fig. 3, una vista frontal de las tenazas de prensado según la invención,
la Fig. 4, una vista lateral de una mordaza de prensado de las tenazas de prensado según la invención,
la Fig. 5, una vista en planta de la mordaza de prensado según la Fig. 4,
la Fig. 6, una representación en perspectiva de la mordaza de prensado según la Fig. 4.
Las tenazas de prensado sirven para prensar radialmente piezas de empalme, con las que pueden unirse tubos entre sí. Las tenazas de prensado tienen dos mordazas de prensado 1, 2 que pueden hacerse pivotar una respecto a otra, que están configuradas iguales, aunque están dispuestas giradas 180º entre sí. Las dos mordazas de prensado 1, 2 están configuradas como palanca de dos brazos, que pueden hacerse pivotar alrededor de ejes 3, 4 paralelos entre sí. Se forman mediante tornillos, con los que las mordazas de prensado 1, 2 están montadas de manera pivotante entre dos orejas 5, 6. Tienen un contorno aproximadamente cuadrado y se apoyan en los lados externos de las dos mordazas de prensado 1, 2, dirigidos uno en sentido opuesto al otro. Las dos orejas 5, 6 están configuradas ventajosamente iguales y están dotadas en uno de sus lados longitudinales de una depresión redondeada 7, 8. Ésta se sitúa aproximadamente a mitad de la longitud del lado longitudinal de las orejas 5, 6. Del lado longitudinal opuesto de las orejas 5, 6 sobresale en cada caso una oreja de conexión 9, 10, que tiene un contorno rectangular y está dotada de una abertura 11, 12. A estas orejas 9, 10 puede conectarse un dispositivo de accionamiento (no representado)... [Seguir leyendo]
Reivindicaciones:
1. Tenazas de prensado para el prensado radial de tubos, segmentos de tubo y similares, con dos mordazas de prensado (1, 2) , que pueden pivotar una respecto a otra y en cada caso presentan un alojamiento (22) 5 para la pieza de trabajo que va a prensarse, con primeros dientes (27) que se engranan unos en otros, que se extienden hasta el alojamiento (22) y son contiguos a un extremo del alojamiento (22) , con dientes (26) adicionales, que están dispuestos en el lado del alojamiento (22) , opuesto a los primeros dientes (27) , y son contiguos al otro extremo del alojamiento (22) , formando los lados frontales (24, 25) de los dientes primeros y segundos (26, 27) , respectivamente una superficie cerrada cuando las tenazas de prensado están 10 cerradas, caracterizadas porque los primeros y segundos dientes (26, 27) forman parte de las mordazas de prensado (1, 2) , porque los primeros dientes (27) son elementos de guiado que, al menos sobre la mayor parte del trayecto de pivotado de al menos una de las mordazas de prensado (1, 2) , evitan un desplazamiento de la (s) mordaza (s) de prensado en la dirección del eje de pivotado (3, 4) , al estar engranados entre sí los elementos de guiado (27) de las mordazas de prensado (1, 2) por al menos la
mayor parte del trayecto de pivotado de al menos una de las mordazas de prensado (1, 2) , y porque los lados frontales (24, 25) de los dientes (26, 27) son en cada caso planos y, con las tenazas de prensado cerradas, forman una superficie cerrada plana.
2. Tenazas de prensado según la reivindicación 1, caracterizadas porque el lado frontal (39) de los 20 elementos de guiado (27) , dirigido en sentido opuesto al alojamiento (22) , está achaflanado.
3. Tenazas de prensado según la reivindicación 1 ó 2, caracterizadas porque el plano común de los lados frontales (25) de los elementos de guiado (27) se sitúa paralelo a un plano axial (28) , que discurre a través de la parte más baja del alojamiento (22) .
4. Tenazas de prensado según una de las reivindicaciones 1 a 3, caracterizadas porque los lados frontales
(24) de los dientes (26) , dirigidos hacia los elementos de guiado (27) , están situados paralelos al plano axial
(28) del alojamiento (22) .
5. Tenazas de prensado según una de las reivindicaciones 1 a 4, caracterizadas porque los elementos de guiado (27) y los dientes (26) se extienden más allá de un plano que contiene el eje de curvatura (29) del alojamiento (22) .
6. Tenazas de prensado según una de las reivindicaciones 1 a 5, caracterizadas porque los elementos de 35 guiado (27) y/o los dientes (26) tienen una sección transversal rectangular.
7. Tenazas de prensado según una de las reivindicaciones 1 a 6, caracterizadas porque los elementos de guiado (27) , en sus extremos dirigidos en sentido opuesto del alojamiento (22) , terminan en una superficie oblicua (38) de las mordazas de prensado (1, 2) .
8. Tenazas de prensado según la reivindicación 7, caracterizadas porque la superficie oblicua (38) forma con el lado superior de los elementos de guiado (27) un ángulo obtuso.
9. Tenazas de prensado según una de las reivindicaciones 1 a 8, caracterizadas porque los elementos de 45 guiado (27) son más largos que los dientes (26) de las mordazas de prensado (1, 2) .
10. Tenazas de prensado según una de las reivindicaciones 1 a 9, caracterizadas porque las mordazas de prensado (1, 2) presentan respectivamente una superficie operativa (18, 19) que, en la operación de prensado, actúa conjuntamente con un dispositivo de accionamiento y que son los lados internos, dirigidos 50 uno hacia otro, de los brazos (14, 16) de las mordazas de prensado (1, 2) .
11. Tenazas de prensado según una de las reivindicaciones 1 a 10, caracterizadas porque las mordazas de prensado (1, 2) están dotadas de una primera conexión (9, 10) para un dispositivo de accionamiento accionado, que está prevista en orejas (5, 6) , entre las que están dispuestas las mordazas de prensado (1,
2) .
12. Tenazas de prensado según una de las reivindicaciones 1 a 11, caracterizadas porque las mordazas de prensado (1, 2) están dotadas de una segunda conexión (20, 21) para un dispositivo de accionamiento que puede activarse manualmente, que está prevista en el extremo libre de los brazos (14, 16) de las mordazas 60 de prensado (1, 2) , que presentan las superficies operativas (18, 19) .
13. Tenazas de prensado según la reivindicación 12, caracterizadas porque la segunda conexión (20, 21) está formada por una abertura en el extremo libre de los brazos (14, 16) de las mordazas de prensado (1, 2) .
14. Tenazas de prensado según una de las reivindicaciones 1 a 13, caracterizadas porque la zona de engranado de las dos mordazas de prensado (1, 2) se sitúa aproximadamente a la altura de las orejas (5, 6) que, en su lado dirigido hacia el alojamiento (22) , están dotadas de una depresión (7, 8) .
15. Tenazas de prensado según la reivindicación 14, caracterizadas porque la depresión (7, 8) está prevista a mitad de la longitud de las orejas (5, 6) .
Patentes similares o relacionadas:
 Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Mordaza de presión, procedimiento para fabricar una unión de tubos inseparable, una pieza de empalme, un sistema de una mordaza de presión y una pieza de empalme, del 29 de Julio de 2020, de Viega Technology GmbH & Co. KG: Pieza de empalme para una unión de obturación metálica con al menos un tubo metálico,
- con un cuerpo base de pieza de empalme , que consta de metal, y
[…]
Herramienta manual para usar en la desconexión rápida de acoplamientos de conexión/desconexión rápida, del 8 de Julio de 2020, de Direct Source International, LLC: Una herramienta para la extracción de un conector de un tubo, dicha herramienta que tiene un cuerpo, dicho cuerpo que comprende: una […]
Abrazadera y herramienta de reparación, del 10 de Junio de 2020, de Timberline Tool, L.L.C: Una herramienta de sujeción de tubo para proporcionar un tratamiento a una pieza de trabajo tubular , que comprende: un conjunto de abrazadera , […]
Procedimiento para el control automático de una herramienta de prensado electrohidráulica, del 12 de Junio de 2019, de NOVOPRESS GMBH PRESSEN UND PRESSWERKZEUGE & CO. KG.: Procedimiento para el control automático de una herramienta de prensado electrohidráulica, en particular para producir uniones de tubos, en el que, […]
Herramienta de prensar para la unión de piezas mediante conformado, del 22 de Mayo de 2019, de ROTHENBERGER AG: Herramienta de prensar para la unión de piezas mediante el conformado, con al menos dos mordazas de prensar (2, 2'; 3, 3'; 3''), movibles […]
Dispositivo de detección de tope posterior en un accionador lineal, del 6 de Mayo de 2019, de VIRAX: Accionador lineal que consta de medios de accionamiento de un equipo móvil entre una posición de reposo y una posición activa, y un módulo electrónico […]
Herramienta para moldeo por presión para una pieza de empalme con lengüeta de presión, del 24 de Octubre de 2018, de GEBERIT INTERNATIONAL AG: Herramienta para moldeo por presión para una pieza de empalme de montaje a presión con una parte cilíndrica y con una lengüeta de presión que sobresale de la […]
Procedimiento para el funcionamiento de una prensa manual activada por motor y prensa manual, del 14 de Marzo de 2018, de GUSTAV KLAUKE GMBH: Procedimiento para el funcionamiento de una prensa manual activada por motor , en el que mediante una activación del interruptor se mueven una o varias mordazas de […]