Tapones de material de corcho compuesto para vinos espumosos y procedimiento para su producción.
Tapones de material compuesto para vinos espumosos en botellas a una presión de más de 1,
5 bar resistente a la ruptura por torsión cuando se extraen del cuello de la botella en vez de tirar únicamente, y que muestran buenos resultados tanto en la relación con la elasticidad como con la homogeneidad,caracterizadosporque comprenden dos tipos de corcho aglomerado, estrechamente unidos y producidos a partir de dos intervalos de granulados de diferente granulometría, en los siguientes porcentajes:
a) del 10 al 90% en volumen del Aglomerado 1, obtenido a partir del Granulado 1 de corcho con una granulometría comprendida entre 2 y 10 mm;
b) del 90 al 10% en volumen del Aglomerado 2, obtenido a partir del Granulado 2 de corcho con una granulometría comprendida entre 0,25 y 4 mm;
siendo irregular la superficie de unión entre los dos aglomerados debido a su interpenetración y estando el Aglomerado 2 en contacto con el vino.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/PT2007/000033.
Solicitante: Pietec-Corticas, S.A.
Inventor/es: MOURA BORDADO, JO O, CARLOS, NOTÓ,JAIME, DE MAGALHÃES MOREIRA BASTOS,ANTÓNIO MANUEL.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27J5/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27J TRABAJO MECANICO DEL JUNCO, DEL CORCHO O DE OTROS MATERIALES SIMILARES. › Trabajo mecánico del corcho (fabricación por procedimiento en seco de artículos hechos a partir de partículas o fibras de corcho B27N).
- B65D39/00 B […] › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65D RECIPIENTES PARA EL ALMACENAMIENTO O EL TRANSPORTE DE OBJETOS O MATERIALES, p. ej. SACOS, BARRILES, BOTELLAS, CAJAS, LATAS, CARTONES, ARCAS, BOTES, BIDONES, TARROS, TANQUES; ACCESORIOS O CIERRES PARA RECIPIENTES; ELEMENTOS DE EMBALAJE; PAQUETES. › Cierres dispuestos en los cuellos, los orificios de vertido o las aberturas de descarga, p. ej. tapones (cubiertas o tapas B65D 43/00; con elementos de fijación suplementarios B65D 45/00).
- C08G18/12 QUIMICA; METALURGIA. › C08 COMPUESTOS MACROMOLECULARES ORGANICOS; SU PREPARACION O PRODUCCION QUIMICA; COMPOSICIONES BASADAS EN COMPUESTOS MACROMOLECULARES. › C08G COMPUESTOS MACROMOLECULARES OBTENIDOS POR REACCIONES DISTINTAS A AQUELLAS EN LAS QUE INTERVIENEN SOLAMENTE ENLACES INSATURADOS CARBONO - CARBONO (procesos de fermentación o procesos que utilizan enzimas para sintetizar un compuesto dado o una composición dada o para la separación de isómeros ópticos a partir de una mezcla racémica C12P). › C08G 18/00 Productos poliméricos de isocianatos o isotiocianatos. › Procesos de prepolimerización.
PDF original: ES-2334767_T1.pdf
Fragmento de la descripción:
Tapones de material de corcho compuesto para vinos espumosos y procedimiento para su producción.
Campo de la invención La presente invención se refiere a tapones de corcho de material compuesto para vinos espumosos, que consisten en dos tipos de corcho aglomerado, estrechamente unidos y producidos a partir de dos intervalos de granulados de diferente granulometría, así como a la preparación de los tapones mencionados utilizando dos mezcladores y
moldeo individual de los tapones de corcho aglomerado.
Antecedentes de la invención El mercado mundial de vinos espumosos y con gas está en completa expansión y ya supera dos billones de botellas al año producidas en más de 50 países. Uno de los aspectos esenciales, que es de crucial importancia, es el sellado correcto y seguro de este tipo de botellas.
De hecho, en el caso de champán y vinos espumosos o con gas, el elemento sellante debe garantizar el sellado de tal manera que se asegure que se mantiene la presión dentro de la botella. Para los vinos espumosos, la presión dentro de la botella es superior a 1, 5 bar.
Las demandas del mercado de vinos espumosos son muchas y específicas, siendo las más importante de ellas la homogeneidad de rendimiento (sellado, envejecimiento, comportamiento tras abrirse y conservación de las características organolépticas) , la aceptación por el mercado (aspecto tradicional del corcho en forma de una seta) y
la alta calidad en relación con el coste.
Actualmente, el mercado prefiere la utilización de elementos sellantes de corcho y representan un 80% de éstos, siendo el 20% restante elementos sellantes y tapones de rosca sintéticos.
Los elementos sellantes de corcho actualmente utilizados no cumplen toda la demanda.
Actualmente, los tapones de corcho aglomerado se producen mediante dos procedimientos distintos:
-Mediante extrusión reactiva continua, también conocida como el “procedimiento de extrusión” 35
- Mediante reacción de compactación en un molde cerrado, también conocida como “procedimiento de moldeo individual”.
En el primero de estos procedimientos, el corcho granulado, humedecido previamente con el aditivo de prepolímero se comprime de manera continua a través de un segmento tubular calentado. La compactación induce el rellenado de los espacios entre los gránulos con aditivo de prepolímero, que a temperatura polimeriza los bordes de la granulación aglomerada. La varilla cilíndrica continua producida de esta manera se divide posteriormente en trozos de longitud adecuada. Tras aplicar las operaciones de acabado, se obtiene un tapón con la longitud y el diámetro requeridos.
En el segundo de estos procedimientos, el corcho granulado, que se ha humedecido previamente mediante el aditivo de prepolímero, se alimenta de manera semicontinua al interior de los moldes cilíndricos. Entonces se compacta la granulación en los moldes mediante dos pistones cilíndricos. La presión aplicada durante varios minutos en el molde caliente permite que la reacción de polimerización alcance un nivel elevado de transformación, normalmente de más 50 del 95%, y por tanto reduces la dilatación tras la extracción del molde.
Existen otros dos procedimientos que no se describen ya que se considera que son irrelevantes; concretamente aglomerado centrifugado tubular y bloques paralelepipédicos.
Los tapones aglomerados con un diámetro comprendido entre 25 mm y 30, 5 mm son el resultado de la aglomeración de gránulos de corcho (que miden entre 2 y 8 mm) y de una combinación de aditivos químicos mediante un procedimiento de extrusión, utilizado, por poner un ejemplo, en el procedimiento registrado en la patente británica GB 517798 o, menos frecuentemente, en el procedimiento de moldeo individual.
En general, se considera que la calidad de estos tapones es inferior a la deseada, debido o bien al procedimiento de fabricación o bien a las materias primas elegidas, en respuesta a las presiones de la competencia.
La utilización de estos tapones puede conducir al envejecimiento aleatorio de las características organolépticas de los vinos y también al comportamiento poco fiable en la conservación de CO2.
Los tapones que más se utilizan para sellar botellas de vinos espumosos o con gas son los que consisten en un cilindro de corcho aglomerado, con dos discos de corcho natural unidos en cada uno de los extremos.
Los cilindros aglomerados se obtienen mediante aglomeración de granulados de corcho con los tamaños promedio de los gránulos comprendidos entre 2 y 8 mm, junto con aditivos químicos y mediante un procedimiento de extrusión reactiva o mediante moldeo.
Por tanto, los discos de corcho pueden utilizarse de la manera tradicional o tal como de describe en la patente EP 0481155, uniendo mediante adhesión dos materiales con características físicas diferentes en los que uno de ellos experimenta heterogeneidad y variabilidad intrínseca de un material natural y que conduce a una homogeneidad de comportamiento no del todo satisfactoria.
Los corchos aglomerados de “nueva generación”, se obtienen mediante la aglomeración de la granulación de corcho a través de un procedimiento de moldeo, y presentan un peso mínimo del 51 por ciento de corcho granulado, con una medida granulométrica comprendida entre 0, 25 y 8 mm, y más frecuentemente comprendida entre 0, 25 y 2, 5 mm.
Estos tapones se preparan mediante procedimientos que se dirigen a mejorar la neutralidad organoléptica del envejecimiento y pueden contener materiales sintéticos expansibles tal como se describe en la patente europea EP 0496687. Según los procedimientos utilizados, estos tapones pueden satisfacer probablemente los requerimientos de utilización, concretamente en cuanto a homogeneidad del comportamiento mecánico y organoléptico. Sin embargo, los aspectos visuales del corcho, en general, no cumplen las expectativas de clientes potenciales.
La patente estadounidense US nº 4.042.543 da a conocer un tapón realizado en corcho a partir de un único aglomerado que comprende corcho con una ganulometría comprendida entre 0, 2 y 10 mm.
La patente española ES 2 160 005 (Martin) describe un tapón aglomerado con o sin discos de corcho adheridos y un armazón de alambre. Solo hay un tipo de aglomerado, y en este caso los discos de corcho se adhieren y no se unen estrechamente durante el moldeo (la superficie de unión es regular) . El procedimiento de preparación ni se describe ni se reivindica.
El modelo de utilidad español ES 1 043 200 (Emporda) describe un tapón formado por tres partes separadas: La primera es de aglomerado rugoso (de 4 a 8 mm) , la segunda de corcho natural y la tercera de aglomerado fino (de 20, 5 a 3 mm) . Las partes del aglomerado se obtienen por separado mediante extrusión en bloques o en moldes unitarios. Las partes se adhieren y no se unen estrechamente durante el moldeo (la superficie de unión es regular) .
El modelo de utilidad español ES 1 047 917 (Emporda) es similar al modelo de utilidad español ES 1 043 200 y también describe un tapón formado por tres partes separadas: La primera es de aglomerado rugoso o con agente de impermeabilización, la segunda es de corcho natural y la tercera de aglomerado fino con agente de impermeabilización. Las partes se adhieren y no se unen estrechamente durante el moldeo (la superficie de unión es regular) . No se describe el procedimiento de preparación.
El modelo de utilidad español ES 1 057 788 (Rutllant) describe un tapón formado por dos o tres partes separadas: La primera es de aglomerado rugoso (de 2, 72 a 4, 75 mm) , la segunda es de aglomerado fino (<1 mm) y la tercera, si la hay, es de corcho natural. Las partes se adhieren y no se unen estrechamente durante el moldeo (la superficie de unión es regular) . No se describe el procedimiento de preparación.
El modelo de utilidad español (Trefinos) describe un tapón formado por un núcleo cilíndrico interior de aglomerado rugoso (3, 5 mm) y un anillo exterior de aglomerado fino (0, 5 mm) . Este producto se obtiene mediante extrusión, basándose en dos manuares concéntricos.
La patente española ES 2 255 389 (Janosa) describe un tapón que consiste en aglomerado fino y un disco de corcho natural. El procedimiento de fabricación de este tapón es mediante una mezcla de los componentes del aglomerado e incorpora el disco de corcho durante el moldeo. Sin embargo, el tapón no presenta aglomerado rugoso y presenta un disco de corcho, siendo la superficie de unión regular. El procedimiento utiliza sólo un mezclador.
El modelo de utilidad alemán DE 201 19 241 U1 y la patente alemana 1936646 describen tapones... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para la producción de tapones de material compuesto para vinos espumosos en botellas a una presión de más de 1, 5 bar, caracterizado porque comprende el moldeo individual de los tapones de corcho aglomerado, que consiste en dos tipos de aglomerados, estrechamente unidos y producidos a partir de dos intervalos de granulados de diferente granulometría, en los siguientes porcentajes:
a) del 10 al 90% en volumen del Aglomerado 1, obtenido a partir del Granulado 1 de corcho con una granulometría comprendida entre 2 y 10 mm;
b) del 90 al 10% en volumen del Aglomerado 2, obtenido a partir del Granulado 2 de corcho con una granulometría comprendida entre 0, 25 y 4 mm;
en el que se introducen los dos tipos de aglomerado en una cámara de moldeo mediante dos alimentadores que están alineados cada uno axialmente con los extremos opuestos de la cámara de moldeo y comprenden un pistón de compresión que se desliza en el interior del alimentador para empujar el granulado hacia el interior del molde, produciéndose esta operación simultáneamente a partir de los dos extremos del molde cilíndrico, prensándose posteriormente los granulados.
2. Procedimiento según la reivindicación 1, caracterizado porque el aglomerado 1 se obtiene en un mezclador individual 1 al realizar una formulación específica con el granulado 1, un ligante y otros aditivos y el aglomerado 2 se obtiene en un mezclador individual 2 al realizar una formulación específica con el granulado 2, un ligante y otros aditivos, estando constituido cada uno de ellos por un volumen y una masa previamente validados denominados formulación, siendo estas materias primas transferidas a dos sistemas separados, de dosificación variable, y siendo las mezclas producidas de este modo introducidas en un sistema de pistones en una cavidad de moldeo individual, el alvéolo cilíndrico, fijada a una placa de soporte de moldeo en cada uno de sus extremos.
3. Procedimiento según la reivindicación 2, caracterizado porque cada uno de los alimentadores laterales consiste en una cavidad semicilíndrica o cilíndrica giratoria que recibe el granulado mediante alimentación por gravedad con la ayuda de un sistema de agitación vibratorio, habiendo sido humedecido previamente el granulado con un ligante aditivado.
4. Procedimiento según cualquiera de las reivindicaciones 1 a 3, caracterizado porque los alimentadores están alineados axialmente con la cámara de moldeo y el pistón de compresión se desliza en el interior del alimentador
empujando el granulado hacia el interior del molde, produciéndose esta operación simultáneamente en las dos partes superiores de los moldes cilíndricos, en los que los granulados se prensan posteriormente.
5. Procedimiento según cualquiera de las reivindicaciones 1 a 4, caracterizado porque el movimiento de traslación de los pistones asegura la compactación, siendo la línea de unión de los dos tipos de aglomerados una línea irregular, en la que hay algún tipo de interpenetración de las dos partes en cualquiera de los lados de la línea conceptual media de separación.
6. Procedimiento según cualquiera de las reivindicaciones 1 a 5, caracterizado porque los moldes, tras el cierre, pasan a un horno controlado por temperatura y precalentado, en el que permanecen durante el tiempo necesario 45 para que se produzca la polimerización y para asegurar que la estabilidad mecánica permita el desmoldeo, tras el enfriamiento, sin una excesiva expansión.
7. Procedimiento según la reivindicación 6, caracterizado porque los moldes pasan a una cámara de refrigeración a una temperatura controlada, y se enfrían a una temperatura comprendida entre 30 y 80ºC, preferentemente entre 40 50 y 60ºC, siendo a continuación desmoldeados mediante un expulsor de pistón.
8. Procedimiento según la reivindicación 6, caracterizado porque los moldes están enfriados a entre 40 y 60ºC.
9. Procedimiento según la reivindicación 1 o 2, caracterizado porque la estrecha unión entre los dos tipos de 55 aglomerado se asegura mediante el ligante polimerizable líquido.
10. Procedimiento según la reivindicación 1 ó 2, caracterizado porque los ligantes utilizados pueden ser distintos para cada uno de los tipos de aglomerado.
11. Procedimiento según la reivindicación 1 ó 2, caracterizado porque las formulaciones utilizadas pueden ser distintas para cada uno de los tipos de aglomerado.
12. Procedimiento según la reivindicación 1 ó 2, caracterizado porque la estrecha unión entre los dos tipos de aglomerado está garantizada bajo presión en el interior del molde. 65
13. Procedimiento según la reivindicación 12, caracterizado porque el ligante polimerizable líquido presenta una estructura de poliuretano macromolecular, con o sin funcionalidad reactiva.
14. Procedimiento según la reivindicación 13, caracterizado porque el prepolímero de poliuretano utilizado en el
aglomerado de la base es un precursor del ligante, presenta una estructura molecular terminal derivada del diisocianato de 4, 4'-difenilmetano (MDI) y los respectivos análogos poliméricos, o derivada del diisocianato de tolueno (TDI) , de sus isómeros o análogos.
15. Tapones de material compuesto, obtenidos mediante el procedimiento según cualquiera de las reivindicaciones 1
a 14, para vinos espumosos en botellas a una presión de más de 1, 5 bar resistente a la ruptura por torsión cuando se extraen del cuello de la botella, en vez de únicamente por tracción, y que muestran buenos resultados tanto en relación con la elasticidad como con la homogeneidad, caracterizados porque comprenden dos tipos de corcho aglomerado, estrechamente unidos y producidos a partir de dos intervalos de granulados de diferente granulometría, en los siguientes porcentajes:
a) del 10 al 90% en volumen del Aglomerado 1, obtenido a partir del Granulado 1 de corcho con una granulometría comprendida entre 2 y 10 mm;
b) del 90 al 10% en volumen del Aglomerado 2, obtenido a partir del Granulado 2 de corcho con una granulometría 20 comprendida entre 0, 25 y 4 mm;
siendo la superficie de unión entre los dos aglomerados irregular debido a su interpenetración y estando el Aglomerado 2 en contacto con el vino.
16. Tapones según la reivindicación 15, caracterizados porque comprenden entre el 40 y el 60% en volumen del Aglomerado 1, y entre el 60 y el 40% en volumen del Aglomerado 2.
17. Tapones realizados según la reivindicación 15 ó 16, caracterizados porque el Granulado 1 presenta una granulometría comprendida entre 3 y 7 mm y el Granulado 2 presenta una granulometría comprendida entre 0, 25 y 30 2, 5 mm.
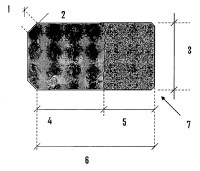
18. Tapones según cualquiera de las reivindicaciones 15 a 17, caracterizados porque presentan una longitud (6) comprendida entre 38 y 55 mm y un diámetro (3) comprendido entre 23 y 32 mm, y consisten en un aglomerado rugoso de corcho de longitud (4) comprendida entre 4 y 45 mm, con un bisel (1) comprendido entre 2 y 8 mm, que forma un ángulo (2) con el eje longitudinal del tapón de 45º±20º, y en un aglomerado fino de corcho de longitud (5) comprendida entre 4 y 45 mm, con un pequeño bisel (7) comprendido entre 0, 5 y 5 mm.
19. Tapones realizados según cualquiera de las reivindicaciones 15 a 17, caracterizados porque pueden comprender
además uno o más discos de corcho natural en los extremos superior y/o inferior del tapón. 40
20. Tapones según la reivindicación 19, caracterizados porque presentan una longitud (13) comprendida entre 38 y 55 mm y un diámetro (10) comprendido entre 23 y 32 mm, y consisten en un aglomerado rugoso de corcho de longitud (11) comprendida 4 y 45 mm, con un bisel (8) comprendido entre 2 y 8 mm, que forma un ángulo (9) con el eje longitudinal del tapón de 45º±20º, y en un aglomerado fino de corcho de longitud (12) comprendida entre 4 y 45
mm, y un disco de corcho natural de grosor (14) comprendido entre 2 y 6, 5 mm.
Patentes similares o relacionadas:
TAPÓN DESMONTABLE, del 20 de Mayo de 2020, de FLOSTY PACK REPUBLIC, S.L: 1. Tapón desmontable que, comprende: - una pieza externa o embellecedor , formado por un cuerpo hueco y cerrado en su base superior de un primer […]
TAPÓN DESMONTABLE, del 20 de Mayo de 2020, de FLOSTY PACK REPUBLIC, S.L: 1. Tapón desmontable que, comprendiendo, al menos: - una pieza externa o casquillo , formado por un cuerpo cilíndrico hueco fabricado de un primer material; […]
TAPON PARA CONTENEDOR, del 4 de Mayo de 2020, de ZENIT Estudio de Diseño e Innovación, S.L: 1. Tapón para contenedor que comprende una parte superior hueca abierta por su base inferior con una cavidad adecuada para alojar la parte […]
Tapón de corcho recubierto con capa de resina, del 25 de Marzo de 2020, de UCHIYAMA MANUFACTURING CORP: Un tapón de corcho recubierto con una capa de resina que comprende: un cuerpo de tapón de corcho columnar formado por un moldeo por compresión de un gránulo […]
TAPÓN REUTILIZABLE, del 20 de Febrero de 2020, de EXCELLENT CORK SL: 1. Un tapón reutilizable que comprende un cuerpo principal 3, de sección transversal ligeramente superior al interior de la sección transversal del […]
Un elemento de cierre para recipientes y un proceso para fabricar dicho elemento de cierre, del 12 de Febrero de 2020, de Bernasconi, Brunello: Un elemento de cierre para recipientes para líquidos, en particular botellas, que comprende al menos una lámina de corcho que tiene dos caras principales opuestas (2a, […]
Botella que incluye un cierre hueco extraíble, del 8 de Enero de 2020, de RNR IP Holdings LLC: Una botella que incluye un cierre hueco extraíble , que comprende: una porción de base que encierra un interior hueco , comprendiendo la porción […]
Sistema para producir viales que contienen una sustancia que comprende una formulación sensible al oxígeno, del 20 de Noviembre de 2019, de Hospira Australia Pty Ltd: Un sistema que comprende un vial , comprendiendo el vial: un cuerpo que tiene un cuello y una sola abertura definida por el cuello; un […]