Procedimiento de soldadura con aplicación de flujo de soldadura sobre un lado de un canto de un tubo plano para un intercambiador de calor.
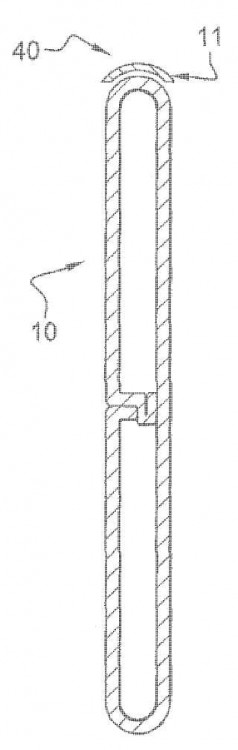
Procedimiento de soldadura de tubos planos (10), comprendiendo los tubos planos (10) dos lados mayores (12) ydos lados pequeños (11),
caracterizado porque el citado procedimiento comprende una operación consistente endepositar una capa (40) de flujo de soldadura únicamente sobre uno de los dos lados pequeños (11) de los citadostubos planos (10).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2007/057600.
Solicitante: VALEO SYSTEMES THERMIQUES.
Nacionalidad solicitante: Francia.
Dirección: 8, RUE LOUIS LORMAND 78321 LE MESNIL SAINT DENIS CEDEX FRANCIA.
Inventor/es: BERGES,DAMIEN.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23K1/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23K SOLDADURA SIN FUSION O DESOLDEO; SOLDADURA; REVESTIMIENTO O CHAPADO POR SOLDADURA O SOLDADURA SIN FUSION; CORTE POR CALENTAMIENTO LOCALIZADO, p. ej. CORTE CON SOPLETE; TRABAJO POR RAYOS LASER (fabricación de productos revestidos de metal por extrusión de metales B21C 23/22; realización de guarniciones o recubrimientos por moldeo B22D 19/08; moldeo por inmersión B22D 23/04; fabricación de capas compuestas por sinterización de polvos metálicos B22F 7/00; disposiciones sobre las máquinas para copiar o controlar B23Q; recubrimiento de metales o recubrimiento de materiales con metales, no previsto en otro lugar C23C; quemadores F23D). › Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34).
- B23K1/20 B23K […] › B23K 1/00 Soldadura sin fusión, p. ej. brazing, o desoldeo (B23K 3/00 tiene prioridad; caracterizadas únicamente por el uso de materiales o de un medio ambiente particular B23K 35/00; en la fabricación de circuitos impresos H05K 3/34). › Tratamiento previo de las piezas o de las superficies destinadas a ser soldadas sin fusión, p. ej. con vistas a un revestimiento galvánico (preparación de superficies siguiendo procedimientos especiales, ver las clases correspondientes a los tratamientos o a los materiales tratados, p. ej. C04B, C23C).
- F28D1/053 MECANICA; ILUMINACION; CALEFACCION; ARMAMENTO; VOLADURA. › F28 INTERCAMBIO DE CALOR EN GENERAL. › F28D INTERCAMBIADORES DE CALOR, NO PREVISTOS EN NINGUNA OTRA SUBCLASE, EN LOS QUE LOS MEDIOS QUE INTERCAMBIAN CALOR NO ENTRAN EN CONTACTO DIRECTO (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; calentadores de fluidos que tienen medios para producir y transferir calor F24H; hornos F27; partes constitutivas de los aparatos intercambiadores de calor de aplicación general F28F ); APARATOS O PLANTAS DE ACUMULACION DE CALOR EN GENERAL. › F28D 1/00 Aparatos cambiadores de calor que tienen conjuntos fijos de canalizaciones solamente para uno de los medios intercambiadores de calor, estando cada uno de los medios en contacto con un lado de la pared de la canalización, y siendo el otro medio intercambiador de calor una gran masa de fluido, p. ej. radiadores domésticos o de motores de automóviles (F28D 5/00 tiene prioridad). › siendo las canalizaciones rectas.
- F28F1/02 F28 […] › F28F PARTES CONSTITUTIVAS DE APLICACION GENERAL DE LOS APARATOS INTERCAMBIADORES O DE TRANSFERENCIA DE CALOR (materiales de transferencia de calor, de intercambio de calor o de almacenamiento de calor C09K 5/00; purgadores de agua o aire, ventilación F16). › F28F 1/00 Elementos tubulares; Conjuntos de elementos tubulares (especialmente adaptados para el movimiento F28F 5/00). › Elementos tubulares de sección transversal no circular (F28F 1/08, F28F 1/10 tienen prioridad).
- F28F1/10 F28F 1/00 […] › Elementos tubulares o sus conjuntos con medios para aumentar la superficie de transferencia de calor, p. ej. con aletas, con salientes, con ahuecamientos (elementos rameados u ondulados F28F 1/06, F28F 1/08).
PDF original: ES-2400376_T3.pdf
Fragmento de la descripción:
Procedimiento de soldadura con aplicación de flujo de soldadura sobre un lado de un canto de un tubo plano para un intercambiador de calor.
La presente invención concierne a un procedimiento de soldadura de tubos planos de acuerdo con el preámbulo de la reivindicación 1 (véase, por ejemplo, el documento US 5 544 698) .
La invención encuentra una aplicación particularmente ventajosa en el ámbito de los sistemas de intercambio de calor en los vehículos automóviles, especialmente los radiadores de refrigeración de los motores y los evaporadores de climatización.
Se conocen actualmente intercambiadores de calor para vehículos automóviles constituidos por un haz de tubos dispuestos paralelamente en una o a veces varias filas, estando destinados estos tubos a la circulación a través del intercambiador de un fluido caloportador, tal como agua adicionada con glicol en el caso de los radiadores de refrigeración de motores. En este ejemplo, el líquido al refrigerar los órganos del motor se calienta y a su vez debe ser enfriado. El papel desempeñado por el radiador es el de asegurar esta función. A tal efecto, el líquido que hay que enfriar es puesto en circulación por los tubos del radiador y se enfría por intercambio térmico con el aire fresco, siendo realizado el intercambio térmico por intermedio de elementos de intercambio de calor dispuestos en el haz de tubos.
Otra tecnología de ensamblaje es la soldadura de los tubos, generalmente planos, a elementos de intercambio de calor constituidos en este caso por intercalares colocados entre los tubos. Generalmente, estos intercalares están realizados en forma de superficie ondulada y están soldados a las caras mayores de los tubos a nivel de las crestas de las ondulaciones.
Los tubos planos utilizados en esta técnica de ensamblaje son obtenidos por plegado, extrusión o electrosoldadura.
En este tipo de intercambiadores con ensamblaje por soldadura, los componentes que hay que soldar, tubos o intercalares, están realizados en un material de base, o material de alma, que generalmente es una aleación de aluminio elegida en las series indicadas por 1xxx, 3xxx, 6xxx o 7xxx y cuya temperatura de fusión está comprendida entre 630 ºC y 660 ºC.
En los tubos plegados o electrosoldados, el material de alma está recubierto, en una o las dos caras mayores de los tubos, por un metal aportación (« clad » o « filler metal » en anglosajón) de una aleación de aluminio de la serie 4xxx cuya temperatura de fusión está por encima de 577 ºC e inferior a la temperatura de fusión del metal del alma. Este metal de aportación constituye la capa de soldadura propiamente dicha. En los tubos extruidos, el material de aportación es depositado sobre los intercalares y no sobre los tubos. Esta diferencia carece de importancia para la invención, que se aplica de la misma manera a todas las técnicas de fabricación de los tubos.
En su principio, el procedimiento de soldadura de un intercambiador de calor consiste en ensamblar las diferentes piezas que le constituyen, y después, tras diversos tratamientos, especialmente de secado, en introducir el conjunto en un horno de soldadura al cual se aplica una rampa de temperatura de manera que se llegue al punto de fusión de la capa de soldadura.
A fin de evitar la formación de alumbre, la soldadura es realizada en una atmósfera inerte de nitrógeno en un horno denominado CAB (« Controlled Atmosphere Brazing ») .
Sin embargo, se ha establecido que para obtener un intercambiador de calor de buena calidad perfectamente estanco, hay que aplicar además sobre el material de aportación una capa complementaria denominada flujo de soldadura.
El material de base que constituye el flujo de soldadura es un fluoruro mixto de potasio y de aluminio (K2AlF5, KAlF4
o K3AlF6) . Su temperatura de fusión es inferior a la temperatura mínima de fusión del metal de aportación. El interés de este flujo de soldadura es múltiple.
Durante la subida de temperatura del intercambiador en el seno del horno CAB, el flujo de soldadura se funde en primer lugar y disuelve la alúmina natural presente en las piezas del intercambiador.
A continuación, el flujo de soldadura tras la disolución de la alúmina permite aumentar la mojabilidad del aluminio, lo que prepara la superficie de las piezas que hay que soldar facilitando los movimientos del material de aportación que, en el estado fundido, rellena las holguras de ensamblaje por capilaridad. Se obtiene así un intercambiador perfectamente estanco.
Finalmente, el flujo de soldadura impide la reoxidación de las piezas durante la propia soldadura.
Un método conocido para depositar el flujo de soldadura es recubrir con una mezcla de flujo y de agua todas las piezas del intercambiador después del ensamblaje, o eventualmente antes, por inmersión en un baño, aspersión, enlucido o con pincel. Este método tiene como principales inconvenientes, por una parte, un consumo excesivo de flujo de soldadura porque solo una parte pequeña de la superficie total recubierta de flujo es realmente útil, aproximadamente un 5% y, por otra, la obligación de secar perfectamente las piezas antes de la soldadura a fin de evitar la oxidación del aluminio por el agua contenida en la mezcla depositada. Es necesario entonces proceder a una operación de soplado de manera que se expulse una parte del agua presente en el intercambiador, especialmente donde ésta puede quedar fácilmente retenida, como en el interior de las ondulaciones de los intercalares.
En el estado de la técnica se conocen otros métodos para aplicar el flujo de soldadura.
La solicitud de patente japonesa nº 2000061629 describe un procedimiento que consiste en depositar un cordón de flujo en las cresta de los intercalares. Este procedimiento plantea no obstante problemas mecánicos de ensamblaje debidos a los sobreespesores introducidos por el cordón de flujo. Resulta así una introducción más difícil de los intercalares entre los tubos y una compresión más elevada que hay que aplicar para realizar la cota final del intercambiador.
El procedimiento divulgado en la solicitud de patente británica nº 2 334 531 consiste en enlucir de flujo las caras mayores de los tubos planos extruidos. Sin embargo, la cantidad de flujo de soldadura que hay que utilizar sigue siendo todavía muy importante.
Finalmente, la solicitud de patente japonesa nº 2004025297 sugiere liberarse completamente de flujo de soldadura por la puesta en práctica de materiales de alma y de aportación que contienen magnesio en proporciones bien determinadas. Estos materiales tienen no obstante el inconveniente de necesitar tecnologías de horno de alto control de la atmósfera (ppm O2<10) .
Por ello, la invención tiene por objetivo proponer un procedimiento de soldadura de tubos planos de circulación de un fluido caloportador y de intercalares de circulación de aire destinado a intercambiar calor con el citado fluido caloportador en un intercambiador de calor, que permita reducir de manera muy significativa la cantidad de flujo de soldadura que haya que depositar y evitar la operación de soplado, sin inducir por ello inconvenientes mecánicos en el ensamblaje y al tiempo que se utilicen materiales estándares poco costosos Un procedimiento de soldadura de tubos planos de acuerdo con la invención está definido en la reivindicación 1.
Se comprende, así, que durante la subida de temperatura del horno CAB el flujo de soldadura se funde y se expande por gravedad sobre las caras mayores de los tubos y por tanto en las zonas de contacto con los intercalares. Como se verá en detalle en lo que sigue, la densidad de flujo depositado a lo largo de los tubos puede calcularse teniendo en cuenta la altura de los tubos, lo que permite ajustar la cantidad de flujo que hay que utilizar a la estrictamente necesaria.
Se observará que los tubos y los intercalares puestos en práctica en la invención pueden ser realizados con materiales estándares, tales como las aleaciones de aluminio anteriormente mencionadas.
Además, el emplazamiento de la capa de soldadura en una región de los tubos situada en una cara externa del intercambiador, no tiene ningún efecto mecánico nefasto a nivel del ensamblaje, contrariamente a ciertos procedimientos conocidos.
De acuerdo con un modo de realización, la citada capa de flujo de soldadura es depositada sobre los citados tubos en forma de un cordón continuo o discontinuo. Por ejemplo, el citado depósito se realiza por medio de una jeringa, de una válvula de dosificación, de un rodillo tramado o no, de un pincel, por micropulverización.
De acuerdo con otro modo de realización, la citada capa de flujo de soldadura... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de soldadura de tubos planos (10) , comprendiendo los tubos planos (10) dos lados mayores (12) y dos lados pequeños (11) , caracterizado porque el citado procedimiento comprende una operación consistente en depositar una capa (40) de flujo de soldadura únicamente sobre uno de los dos lados pequeños (11) de los citados tubos planos (10) .
2. Procedimiento de acuerdo con la reivindicación 1 en el cual los citados tubos (10) planos son soldados con intercalares (20)
3. Procedimiento de acuerdo con la reivindicación 2, en el cual la citada capa (40) de flujo de soldadura se deposita sobre el lado externo del canto (11) de los tubos planos (10) , estando dispuestos los citados intercalares (20) en el exterior de los citados tubos.
4. Procedimiento de acuerdo con la reivindicación 2, en el cual la citada capa (40) de flujo de soldadura se deposita sobre el lado interno del canto (11) de los tubos planos (10) , estando dispuestos los citados intercalares (20) en el interior de los citados tubos (10) .
5. Procedimiento de acuerdo con una de las reivindicaciones 3 o 4, en el cual la citada capa (40) de flujo de soldadura se deposita en el transcurso de la formación de los citados tubos (10) .
6. Procedimiento de acuerdo con las reivindicaciones 3 o 4, en el cual la citada capa (40) de flujo de soldadura se deposita después del ensamblaje del intercambiador de calor.
7. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 6, en el cual la citada capa (40) de flujo de soldadura se deposita sobre los citados tubo (10) en forma de un cordón continuo o discontinuo.
8. Procedimiento de acuerdo con la reivindicación 7, en el cual el citado depósito se realiza por medio de una jeringa, una válvula de dosificación, un rodillo tramado o no, un pincel, por micropulverización.
9. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 6, en el cual la citada capa (40) de flujo de soldadura se deposita sobre los citados tubos (10) por serigrafía.
10. Procedimiento de acuerdo con una cualquiera de las reivindicaciones 1 a 9, en el cual la densidad media (D) de flujo en la superficie de intercambio de los tubos vale entre 0, 5 g/m2 y 8 g/m2.
Patentes similares o relacionadas:
Método para el uso de una pluralidad de aletas de desviación huecas en un túnel de viento, del 10 de Junio de 2020, de Skyventure International (UK) Ltd: Un método para usar con una pluralidad de aletas de desviación huecas en un túnel de viento , el método que comprende las etapas de: - hacer fluir […]
Intercambiador de calor, del 11 de Marzo de 2020, de SAMSUNG ELECTRONICS CO., LTD.: Un intercambiador de calor que comprende: una pluralidad de tubos de refrigerante que se extienden respectivamente en una primera dirección, y están separados entre […]
Tubo para llama de un intercambiador de calor de condensación, del 11 de Marzo de 2020, de AIC Spólka Akcyjna: Un tubo para llama de un intercambiador de calor de condensación que tiene pares de indentaciones longitudinales conformadas coaxialmente con respecto […]
Intercambiador de calor interior, del 4 de Marzo de 2020, de DAIKIN INDUSTRIES, LTD.: Un intercambiador de calor interior que comprende: una primera parte de intercambio de calor que incluye una pluralidad de primeros […]
Intercambiador de calor, del 26 de Febrero de 2020, de DAIKIN INDUSTRIES, LTD.: Un intercambiador de calor que comprende: un par de cabezales dentro de los cuales fluye refrigerante; y múltiples tubos planos (11a a 11f) que […]
Intercambiador de calor para una caldera doméstica o un calentador de agua, del 25 de Diciembre de 2019, de RIELLO S.P.A.: Un intercambiador de calor para una caldera doméstica o un calentador de agua, incluyendo el intercambiador de calor una caja , que incluye una pared lateral […]
Procedimiento para preparar y conservar masa para la elaboración de pasteles y similares, del 18 de Diciembre de 2019, de DA CUNHA RODRIGUEZ, Manuel: La invención tal como expresa el enunciado de la presente memoria descriptiva, se refiere a un procedimiento para preparar y conservar masa para la elaboración […]
Método de fabricación de un intercambiador de calor, y un intercambiador de calor, del 4 de Diciembre de 2019, de Nissens Cooling Solutions A/S: Método para fabricar un intercambiador de calor que comprende varias placas metálicas delgadas , en donde: se prensan las placas […]