Sistema para controlar la alimentación de una máquina con un hilo o alambre y procedimiento correspondiente.
Sistema (1) para controlar la alimentación de una máquina textil o bobinadora o máquina similar que funcionasobre un alambre con un hilo o alambre,
desenrollándose dicho hilo o alambre de su propia bobina y cooperandocon un elemento giratorio asociado con su propio accionador de rotación (2) antes de ser dirigido 5 a dicha máquina,presentando dicho hilo o alambre su propio valor característico de tensión y/o velocidad y/o cantidad durante estaalimentación, comprendiendo dicho accionador de rotación (2) un estator y un rotor que actúan en un árbol de salida(13) y estando controlado por sus propios medios de control, estando dicho elemento giratorio alrededor del cual seenrolla el hilo o alambre enchavetado en el árbol de salida (13), comprendiendo dicho sistema de control:
- unos medios (4) para medir de forma continua una posición angular de dicho árbol de dicho accionador (2);
- unos medios de comparación y comando (5, 8) conectados aguas abajo de dichos medios de medición (4), paracomparar un parámetro instantáneo correlacionado con dicha posición angular medida de dicho árbol (13) con unparámetro predeterminado correspondiente relativo a un valor característico prefijado de dicho hilo o alambre ypara alimentar los medios de control (3, 6) para dicho accionador (2) con señales de comando, de modo quedicho parámetro instantáneo sea conforme a dicho parámetro predeterminado, para obtener el valorcaracterístico requerido de dicho hilo o alambre con el que se alimenta dicha máquina, caracterizado porquedichos medios de control (3, 6) comprenden un inversor (3) con sus propios medios de control (6),comprendiendo el sistema además:
- unos medios (9) para medir las corrientes que fluyen a través de dicho inversor;
- unos medios de comparación y comando (10) conectados aguas abajo de dichos medios de medición decorriente (9), para comparar unos valores de par motor instantáneo, correlacionados con dichas corrientesmedidas y dicha posición angular medida, con pares predeterminados relativos a un valor característico prefijadode dicho hilo o alambre y para alimentar dichos medios de control (3, 6) para dicho accionador (2) con señales decomando, de forma que el par instantáneo sea conforme a dicho par predeterminado para conseguir el valorcaracterístico requerido para el hilo o el alambre con el que se alimenta dicha máquina, comprendiendo elsistema un controlador PID principal (11) que recibe una señal (S1) que mide el valor característico del hilo oalambre y lo compara con unas señales de referencia (S2) para el valor característico del hilo o alambre paraestablecer el parámetro predeterminado y los pares predeterminados.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E08172477.
Solicitante: B.T.S.R. INTERNATIONAL S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA SANTA RITA, SNC 21057 OLGIATE OLONA (VARESE) ITALIA.
Inventor/es: BAREA, TIZIANO, TOMAZZOLLI,MASSIMO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B65H59/18 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B65 TRANSPORTE; EMBALAJE; ALMACENADO; MANIPULACION DE MATERIALES DELGADOS O FILIFORMES. › B65H MANIPULACION DE MATERIALES DELGADOS O FILIFORMES, p. ej. HOJAS, BANDAS, CABLES. › B65H 59/00 Regulación o control de la tensión del material filiforme, p. ej. para impedir los rizos; Utilización de indicadores de tensión (aparatos de tensión de uso general en conexión con la manipulación de bandas, cintas o materiales filiformes B65H 77/00). › Elementos rotatorios accionados (aparatos que hacen avanzar el material B65H 51/00).
- B65H59/38 B65H 59/00 […] › por regulación de la velocidad del mecanismo de accionamiento de los dispositivos de desenrollado, de avance, de enrollamiento o de almacenado, p. ej. en reacción automática a las variaciones de tensión.
- D04B15/48 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04B TRICOTADO. › D04B 15/00 Partes constitutivas de telares de tricotar trama, o dispositivos auxiliares incorporados, limitados a este tipo de máquinas (dispositivos o accesorios no sometidos a esta limitación D04B 35/00). › Dispositivos de alimentación del hilo.
PDF original: ES-2402743_T3.pdf
Fragmento de la descripción:
Sistema para controlar la alimentación de una máquina con un hilo o alambre y procedimiento correspondiente.
La presente invención se refiere a un sistema de control y al procedimiento conexo según la introducción de las reivindicaciones principales correspondientes. El preámbulo de las reivindicaciones independientes se refiere al documento WO 2005/080654.
Es sabido que los hilos con los que se alimenta una máquina textil para alimentar un proceso textil o formar tejidos y prendas con o sin costuras se alimentan a la máquina textil mediante dispositivos de suministro de hilo que controlan la tensión y/o la velocidad y/o la cantidad del hilo suministrado. Se conocen dispositivos similares que controlan la tensión y/o la velocidad y/o la cantidad de un hilo suministrado a una máquina o a una bobinadora en la que un alambre (por ejemplo, un alambre de cobre) se enrolla en un soporte.
Estos dispositivos de alimentación de hilo o alambre comprenden un cuerpo en el que está montado de modo giratorio una rueda (o elemento giratorio) , accionado por un accionador -por ejemplo, un motor de paso a paso o un motor sin escobillas- ubicado en la carcasa.
El hilo o alambre que se suministra a la máquina y que se desenrolla desde una bobina correspondiente, se enrolla una o varias veces alrededor de la rueda antes de ser suministrado a dicha máquina. La velocidad a la que el accionador hace girar la rueda determina la velocidad o la tensión con la que el hilo o el alambre se suministran a la máquina y, en consecuencia, la tensión o velocidad del propio hilo.
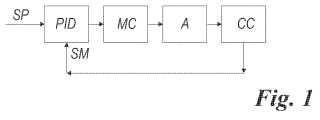
La figura 1 muestra un diagrama de bloque de una solución conocida general para regular la tensión de alimentación y, por lo tanto, la velocidad del accionador A que controla la rueda para obtener la tensión deseada del hilo o alambre.
Aguas abajo de la rueda se proporciona un sensor de tensión CC (por ejemplo, una célula de carga) para medir la tensión del hilo (o la tensión de un alambre, como un alambre de cobre) y alimentar con una señal de tensión SM correlacionada con esta información un controlador de tensión PID (proporcional-integral-derivativo) . Este controlador de tensión PID compara la señal SM con una señal de referencia de tensión (o consigna) , programable relativa a la tensión de alimentación deseada del hilo (o alambre) . Si se detecta una diferencia entre la señal medida SM y la señal de referencia SP, se suministran unas señales de comando a los medios de control MC para que el accionador A varíe la velocidad giratoria del accionador A a fin de obtener la tensión de hilo o alambre deseada.
No obstante, los accionadores del tipo conocido, en particular los motores sin escobillas, cuentan con una acción aceleradora considerable, pero con una acción de frenado débil. En particular, la acción de frenado del accionador es mayor cuanto mayor es la velocidad giratoria del rotor del accionador.
Así, si el motor funciona a una velocidad lenta, la resistencia a la rotación de este tipo de accionador es muy baja; por consiguiente, el hilo (o alambre) enrollado alrededor del árbol que no ha alcanzado todavía la tensión deseada puede forzar el giro del accionador sin permitir que el hilo (o alambre) alcance la tensión necesaria.
Igualmente, una tracción aguas arriba o aguas abajo del dispositivo de alimentación del hilo (o alambre) , que estando enrollado alrededor de la rueda conectada al accionador A puede forzar involuntariamente el giro del árbol del accionador, conlleva que no pueda garantizarse la tensión de suministro correcta para el hilo.
Esta desventaja se debe al hecho de que las velocidades lentas que usan actualmente los accionadores tienen un par de frenado bajo lo que no permite un control ajustado de la tensión de alimentación del hilo (o alambre) .
Si bien esta desventaja es particularmente evidente en el caso de los motores sin escobillas, también se presenta en los motores de paso a paso (en particular, a velocidades altas) .
Haciendo referencia al sector textil, en la solicitud de patente italiana MI2001A002063 registrada el 5 de octubre de 2001, se da a conocer un dispositivo para regular y controlar el suministro de hilo textil que funciona de modo que varía la velocidad giratoria de un motor sin escobillas para mantenerlo sincronizado al máximo posible con la velocidad de la máquina textil que está siendo suministrada.
Aunque esta solución es conveniente en varios aspectos, no soluciona el problema del forzamiento del giro no deseado del árbol del dispositivo de alimentación a velocidades lentas y altas tensiones, puesto que este dispositivo está controlado solo sobre la base de la rotación de la máquina textil que está siendo suministrada, sin controlar la tensión.
Esta solución requiere además una interfaz o sincronismo con la máquina y no puede instalarse ni usarse en ninguna máquina en la que no se haya implementado esta interfaz.
Un objetivo de la presente invención es, por consiguiente, proporcionar un sistema y un procedimiento para conseguir el control óptimo del suministro de un hilo o alambre a una máquina textil o a una bobinadora o una máquina similar a cualquier velocidad giratoria del accionador que actúa en el elemento giratorio alrededor del cual se enrolla el hilo (o alambre) antes de ser suministrado a la máquina.
Otro objetivo de la presente invención es minimizar el rizado de par que suministra el motor a medida que cambia la velocidad giratoria del rotor.
Aún otro objetivo de la presente invención es proporcionar un sistema capaz de funcionar tanto independientemente 10 de la máquina anterior como mediante una interfaz con ella.
Estos y otros objetivos se alcanzan con un sistema y un procedimiento definidos en las reivindicaciones adjuntas.
La invención se comprenderá mejor a partir de la siguiente descripción detallada de una forma de realización de 15 esta, meramente proporcionada a modo de ejemplo no limitativo e ilustrada en los dibujos adjuntos, en los que:
La figura 1 muestra un diagrama de bloque de un sistema de control conocido.
La figura 2 muestra un diagrama de bloque de un sistema de control de la invención. 20 La figura 3 muestra un codificador que se va a usar en el sistema de control de la invención.
La figura 4 muestra un diagrama de bloque de un circuito para procesar señales que se originan desde el codificador de la figura 3. 25 La figura 5 muestra algunas señales procesadas por el circuito de procesamiento de la figura 4.
La figura 6 muestra un diagrama de bloque para implementar un filtro de estimación.
Haciendo referencia a la figura 2, se muestra un sistema 1 (implementado en el sector textil) para controlar la alimentación a una máquina textil con hilo, en la que el hilo se desenrolla de su propia bobina y coopera con un elemento giratorio asociado con su propio accionador de rotación 2 antes de ser dirigido a la máquina textil. El hilo tiene su propio valor característico de tensión y/o velocidad y/o cantidad durante esta alimentación. En la forma conocida, el accionador giratorio 2 comprende un estator y un rotor que actúan en un árbol de salida 13 que es dirigido por sus propios medios de control 3, 6. El elemento giratorio alrededor del que se enrolla el hilo está enchavetado en el árbol de salida 13. Según la invención, el sistema de control comprende:
- unos medios 4 para medir continuamente una posición angular del árbol del accionador 2, por ejemplo, por
medio de un codificador; 40
- unos medios de comparación y comando 5, 8 conectados aguas abajo de los medios de medición 4, para comparar un parámetro instantáneo correlacionado con la posición angular medida del árbol con un parámetro predeterminado correspondiente relativo a un valor característicos predeterminado del hilo y para alimentar con señales de comando los medios de control 3, 6 para el accionador 2 de modo que dicho parámetro instantáneo
sea conforme al parámetro predeterminado, y se obtenga así el valor característico deseado del hilo suministrado a la máquina textil.
En particular, estos parámetros son la posición angular o la velocidad del árbol. Midiendo la posición angular con tiempo, se puede calcular la velocidad giratoria del árbol.
Convenientemente según la invención, los medios de comparación y comando 5, 8, en la forma, por ejemplo, de un controlador PID, al conocer la posición angular del árbol pueden mantener la posición angular o la velocidad del árbol a un valor predeterminado (consigna) para obtener el valor característico requerido del hilo suministrado a la máquina textil con independencia de la tensión externa que actúe... [Seguir leyendo]
Reivindicaciones:
1. Sistema (1) para controlar la alimentación de una máquina textil o bobinadora o máquina similar que funciona sobre un alambre con un hilo o alambre, desenrollándose dicho hilo o alambre de su propia bobina y cooperando con un elemento giratorio asociado con su propio accionador de rotación (2) antes de ser dirigido a dicha máquina, presentando dicho hilo o alambre su propio valor característico de tensión y/o velocidad y/o cantidad durante esta alimentación, comprendiendo dicho accionador de rotación (2) un estator y un rotor que actúan en un árbol de salida (13) y estando controlado por sus propios medios de control, estando dicho elemento giratorio alrededor del cual se enrolla el hilo o alambre enchavetado en el árbol de salida (13) , comprendiendo dicho sistema de control: 10
-unos medios (4) para medir de forma continua una posición angular de dicho árbol de dicho accionador (2) ;
-unos medios de comparación y comando (5, 8) conectados aguas abajo de dichos medios de medición (4) , para comparar un parámetro instantáneo correlacionado con dicha posición angular medida de dicho árbol (13) con un 15 parámetro predeterminado correspondiente relativo a un valor característico prefijado de dicho hilo o alambre y para alimentar los medios de control (3, 6) para dicho accionador (2) con señales de comando, de modo que dicho parámetro instantáneo sea conforme a dicho parámetro predeterminado, para obtener el valor característico requerido de dicho hilo o alambre con el que se alimenta dicha máquina, caracterizado porque dichos medios de control (3, 6) comprenden un inversor (3) con sus propios medios de control (6) ,
comprendiendo el sistema además:
-unos medios (9) para medir las corrientes que fluyen a través de dicho inversor;
-unos medios de comparación y comando (10) conectados aguas abajo de dichos medios de medición de
corriente (9) , para comparar unos valores de par motor instantáneo, correlacionados con dichas corrientes medidas y dicha posición angular medida, con pares predeterminados relativos a un valor característico prefijado de dicho hilo o alambre y para alimentar dichos medios de control (3, 6) para dicho accionador (2) con señales de comando, de forma que el par instantáneo sea conforme a dicho par predeterminado para conseguir el valor característico requerido para el hilo o el alambre con el que se alimenta dicha máquina, comprendiendo el
sistema un controlador PID principal (11) que recibe una señal (S1) que mide el valor característico del hilo o alambre y lo compara con unas señales de referencia (S2) para el valor característico del hilo o alambre para establecer el parámetro predeterminado y los pares predeterminados.
2. Sistema según la reivindicación 1, caracterizado porque dichos medios de comparación y comando (5, 8) 35 conectados aguas debajo de dichos medios de medición (4) están integrados en un controlador PID.
3. Sistema según la reivindicación 1, caracterizado porque dicho parámetro instantáneo es la posición angular de dicho árbol (13) .
4. Sistema según la reivindicación 3, caracterizado porque comprende:
-unos medios (7) para calcular una velocidad instantánea de dicho árbol (13) de dicho accionador (2) , partiendo de dicha posición angular medida por dichos medios de medición;
-unos medios de comparación y comando (8) conectados a dichos medios de determinación de la velocidad (7) , que comparan dicha velocidad medida con una velocidad predeterminada relativa a un valor característico prefijado de dicho hilo o alambre y después, alimentan los medios de control (3, 6) de dicho accionador (2) con unas señales de comando, de modo que la velocidad instantánea de dicho árbol (13) sea conforme a dicha velocidad predeterminada, con el fin de conseguir el valor característico requerido de dicho hilo o alambre con el
que se alimenta dicha máquina.
5. Sistema según la reivindicación 1, caracterizado porque dichos medios de comparación y comando (10) , conectados aguas abajo de dichos medios de medición de corriente (9) están integrados en un controlador PID.
6. Sistema según la reivindicación 1, caracterizado porque dichos medios de medición (4) son un codificador que mide la posición angular absoluta del árbol.
7. Sistema según la reivindicación 1, caracterizado porque dichos medios de medición (4) comprenden:
-un aro magnético (12) provisto de al menos dos partes magnéticas diferentes, estando dicho aro (12) enchavetado en el árbol (13) de dicho accionador (2) ;
-un soporte (16) fijo con respecto al aro magnético (12) y provisto de dos sensores Hall (14, 15) para medir las
variaciones de campo magnético asociadas al giro de dicho árbol (13) . 65
8. Sistema según la reivindicación 7, caracterizado porque dichos sensores Hall están conectados a un dispositivo de cálculo (19) para calcular el ángulo asociado con las señales obtenidas a partir de dichos sensores.
9. Procedimiento para controlar la alimentación de una máquina textil con un hilo o de una bobinadora o máquina
similar con un alambre, desenrollándose dicho hilo o alambre de su propia bobina y cooperando con un elemento giratorio asociado con su propio accionador de rotación (2) antes de ser dirigido a la máquina, presentando dicho hilo o alambre su propio valor característico de tensión y/o velocidad y/o cantidad durante esta alimentación, comprendiendo dicho accionador de rotación (2) un estator y un rotor que actúan en un árbol de salida (13) y estando controlado por sus propios medios de control, estando dicho elemento giratorio, alrededor del cual se enrolla el hilo o alambre, enchavetado en el árbol de salida (13) , comprendiendo dicho procedimiento de control las etapas siguientes:
-medir de forma continua una posición angular de dicho árbol (13) del accionador (2) ;
- comparar un parámetro instantáneo correlacionado con dicha posición angular medida de dicho árbol (13) con un parámetro predeterminado correspondiente relativo a un valor característico predeterminado de dicho hilo o alambre;
-proporcionar a dichos medios de control (3, 6) de dicho accionador (2) unas señales de comando, de modo que
ese parámetro instantáneo sea conforme a dicho parámetro predeterminado con el fin de obtener el valor característico requerido del hilo o alambre con el que se alimenta la máquina, caracterizado porque comprende además las etapas siguientes:
-medir las corrientes que fluyen a través de los medios de control del accionador; 25
-comparar los valores de par motor instantáneo correlacionados con dichas corrientes medidas y con dicha posición angular medida con pares predeterminados relativos a un valor característico prefijado de dicho hilo o alambre;
- alimentar los medios de control (3, 6) para dicho accionador (2) con unas señales de comando, de modo que dicho par instantáneo sea conforme a dicho par predeterminado, con el fin de obtener el valor característico requerido para dicho hilo o alambre con el que se alimenta dicha máquina;
-recibir con un controlador PID principal una señal (S1) que mide el valor característico del hilo o alambre y
compararlo con una señal de referencia (S2) para el valor característico del hilo o alambre para establecer el parámetro predeterminado y los valores de par predeterminados.
10. Procedimiento según la reivindicación 9, caracterizado porque dicho parámetro instantáneo es la posición angular. 40
11. Procedimiento según la reivindicación 10, caracterizado porque comprende además las etapas siguientes:
-calcular una velocidad instantánea de dicho árbol (13) de dicho accionador (2) , partiendo de las posiciones
angulares medidas; 45
-comparar dicha velocidad instantánea con una velocidad predeterminada relativa a un valor característico prefijado de dicho hilo o alambre;
-alimentar los medios de control (3, 6) para dicho accionador (2) con unas señales de comando, de modo que
dicha velocidad instantánea sea conforme a dicha velocidad predeterminada, con el fin de obtener el valor característico requerido para dicho hilo o alambre con el que se alimenta dicha máquina.
12. Procedimiento según la reivindicación 9, caracterizado porque dichas etapas de comparación y suministro de señales de control se llevan a cabo mediante controladores PID. 55
Patentes similares o relacionadas:
Portabobinas para una máquina de trenzado, bobinado o espiralado, del 26 de Febrero de 2020, de MASCHINENFABRIK NIEHOFF GMBH & CO. KG: Portabobinas para alojar una bobina diseñado para desenrollar un material extruido , en donde el portabobinas está destinado […]
Enrollado de múltiples elementos alargados, del 19 de Junio de 2019, de NV BEKAERT SA: Un sistema para enrollar múltiples elementos alargados simultáneamente bajo una tensión sustancialmente igual en un solo carrete , dicho […]
Procedimiento y dispositivo para enrollar un hilo sintético que proviene de un extrusor, del 30 de Abril de 2019, de BTSR INTERNATIONAL S.P.A: Procedimiento para enrollar un hilo sintético proveniente de un extrusor, que comprende las etapas de: - conectar al menos un hilo (F) que sale de un extrusor (E) a al menos […]
Bobina de alambre, atadora de barras de refuerzo, y método de detección de información rotacional, del 13 de Junio de 2018, de MAX CO., LTD.: Una bobina de alambre que puede disponerse de forma extraíble en una cámara de alojamiento dispuesta en una atadora de barras de refuerzo , […]
Procedimiento para transportar un material casi continuo flexible e instalación para ello, del 7 de Febrero de 2018, de DEUTSCHES ZENTRUM FUR LUFT- UND RAUMFAHRT E.V.: Procedimiento para transportar un material casi continuo flexible, que esencialmente no puede transmitir ninguna fuerza de empuje, desde […]
Procedimiento y dispositivo mejorados para suministrar un hilo o una hebra a una máquina de procesamiento con tensión y velocidad constantes, del 4 de Octubre de 2017, de BTSR INTERNATIONAL S.P.A: Procedimiento para suministrar un hilo o una hebra a una máquina de procesamiento, tal como una máquina textil o una máquina de procesamiento de hilo metálico o de hebra similar, […]
Procedimiento y dispositivo para alimentar un alambre metálico a una máquina en funcionamiento a una tensión y cantidad constantes, del 12 de Abril de 2017, de BTSR INTERNATIONAL S.P.A: Sistema para alimentar un alambre metálico (F) desenrollado de una bobina correspondiente a una máquina por medio de un elemento de alimentación […]
Procedimiento y sistema para suministrar un hilo a una máquina textil, a una tensión constante y un estiramiento prefijado, en función de la etapa de funcionamiento de esta última, del 8 de Febrero de 2017, de BTSR INTERNATIONAL S.P.A: Procedimiento para suministrar, con una razón de estiramiento predefinida, un hilo (F) a una máquina textil (T), estando previstos unos primeros medios giratorios accionados […]