Producto impregnado y procedimiento para fabricar el producto impregnado.
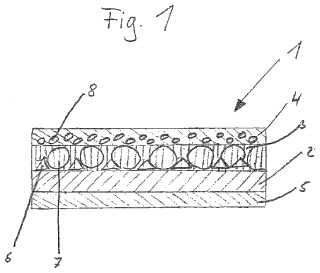
Producto impregnado (1) compuesto por un papel decorativo (2) relleno de resina aminoplástica,
una capa resistente a la abrasión (3) aplicada sobre la cara superior del papel decorativo (2) de partículas de corindón (6) y una resina aminoplástica, así como una capa de recubrimiento (4) de una resina aminoplástica colocada encima, caracterizado porque en la capa resistente a la abrasión (3) y en la resina aminoplástica de la capa de recubrimiento (4) están depositadas partículas de celulosa (7, 8).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E05019549.
Solicitante: KRONOTEC AG.
Nacionalidad solicitante: Suiza.
Dirección: HALDENSTRASSE 12 6006 LUZERN SUIZA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B44C5/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B44 ARTES DECORATIVAS. › B44C REALIZACION DE EFECTOS DECORATIVOS (procedimientos para aplicar líquidos u otros materiales fluidos a superficies en general B05D; conformación de materias plásticas o de sustancias en estado plástico B29C; procedimientos de impresión para imágenes-transferencia B41M 3/12; procedimientos termográficos de reproducción o de marcado B41M 5/00 ); MOSAICOS; MARQUETERIA (imitación de mosaicos o de marquetería B44F 11/04 ); COLOCACION DE PAPELES PINTADOS. › B44C 5/00 Procesos para la realización de objetos decorativos particulares. › Placas ornamentales, p. ej. paneles decorativos, placas decorativas.
- D21H23/50 TEXTILES; PAPEL. › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21H COMPOSICIONES DE PASTA; SU PREPARACION NO CUBIERTA POR LAS SUBCLASES D21C, D21D; IMPREGNACION O REVESTIMIENTO DEL PAPEL; TRATAMIENTO DEL PAPEL TERMINADO NO CUBIERTO POR LA CLASE B31 O LA SUBCLASE D21G; PAPEL NO PREVISTO EN OTRO LUGAR. › D21H 23/00 Procedimientos o aparatos para añadir materiales a la pasta o al papel. › Pulverización o proyección (D21H 23/44, D21H 23/66 tienen prioridad).
- D21H23/56 D21H 23/00 […] › Rodillos (D21H 23/38 tiene prioridad).
- D21H27/26 D21H […] › D21H 27/00 Papel especial no previsto en otro lugar, p. ej. obtenido por procedimientos de múltiples etapas. › caracterizadas por la hoja de cobertura o por los revestimientos superiores de las estructuras (paneles decorativos B44C 5/04; efectos de las vetas de la madera B44F 9/02).
- D21H27/28 D21H 27/00 […] › tratadas de forma que se obtengan propiedades de resistencia específicas, p. ej. al uso o a la intemperie (agentes hidrófobos D21H 21/16).
PDF original: ES-2324790_T3.pdf
Fragmento de la descripción:
Producto impregnado y procedimiento para fabricar el producto impregnado.
La invención se refiere a un producto impregnado compuesto por un papel decorativo relleno con resina aminoplástica y una capa resistente a la abrasión aplicada sobre la cara superior de partículas de corindón y una resina aminoplástica, así como una capa de recubrimiento de una resina aminoplástica colocada encima.
Los papeles decorativos con pesos superficiales de aprox. 70 a 80 g/m2 se rellenan con resina de melamina y a continuación se montan a presión en combinación con una cubierta (overlay) fabricada separadamente como estructura de dos capas sobre una placa de compuesto de madera. Los papeles de cubierta utilizados, rellenos de corindón, son productos especiales relativamente caros de la industria del papel y cumplen en esta estructura las siguientes funciones: Las cubiertas (overlays) son, una vez realizada la impregnación y el endurecimiento de la resina de melamina duroplástica, una capa de protección muy transparente y muy resistente a la abrasión para la decoración que se encuentra debajo, que por ejemplo confieren a un suelo de laminado las conocidas propiedades valiosas de uso. Puesto que la elevada resistencia a la abrasión del recubrimiento se basa en las partículas de corindón incrustadas en el papel de cubierta, deben protegerse todas las partes de la maquinaria que durante el procesamiento siguiente llegan a estar en contacto con la cubierta de la acción abrasiva destructiva de las partículas de corindón. En particular, las valiosas placas de prensar cromadas, que en las prensas de ciclo corto durante la configuración de la superficie transmiten su brillo y su estructura superficial al sustrato, deberían tener, bajo las condiciones de proceso que se dan, al menos una duración de unos 10.000 ciclos de prensado para que el suelo de laminado pudiera fabricarse con unos costes aceptables.
Una duración de las placas de prensar de unos 10.000 ciclos de prensado se logra en las cubiertas utilizadas hoy en día depositando las partículas de corindón mediante técnicas de proceso especiales en las capas del papel de soporte inferiores, opuestas al lado de la placa de prensar.
En otro proceso conocido, se aplica una mezcla de partículas de corindón, resina de melamina y aditivos que aumentan la viscosidad en la máquina de impregnación sobre el papel decorativo relleno previamente de resina de melamina. En el subsiguiente prensado en la instalación de prensado, se trata el papel decorativo equipado resistente a la abrasión juntamente con una cubierta de protección a base de un papel de soporte con un peso superficial de unos 25 gramos/m², que protege las superficies de la placa de prensar de forma efectiva frente al ataque de las partículas de corindón abrasivas.
Con ambas técnicas de proceso pueden fabricarse, con ayuda de superestructuras de producto de doble capa, recubrimientos de suelo decorativos con coeficientes de abrasión usuales en el mercado del orden de magnitud de 1800 a 4000 vueltas (abrasímetro Taber) y limitar entonces el ataque a las placas de prensar tal que pueden alcanzarse al menos 10.000 ciclos de prensado.
Por el documento DE 195 08 797 se conoce la aplicación de una mezcla de partículas de corindón con un tamaño de grano de 15 a 50 μm y fibras de celulosa con resina de melamina en mecanismos de aplicación con rascador de alambre, Reverse Rollcoater (sistema de recubrimiento inverso) o rodillo de trama sobre el papel decorativo, para de esta manera ahorrarse la cubierta adicional. Esta técnica de proceso no se ha impuesto, ya que al cabo de unos pocos días los equipos de aplicación de la máquina de impregnación y las placas de prensar resultaron atacados debido al insuficiente recubrimiento de las partículas de corindón.
El documento EP 1 068 394 B1 da a conocer la aplicación de resinas de melamina que contienen corindón sobre papeles decorativos en el procedimiento de aplicación por tobera. Mediante la utilización de corindón con tamaños de grano de entre 60 y 160 μm, se logran ciertamente buenos coeficientes de abrasión con una buena transparencia del recubrimiento, pero no se logra la protección de las placas de prensar para el procesamiento subsiguiente.
Por el documento WO 00/44576 se conoce un procedimiento en el que se esparcen partículas del corindón con un tamaño de 125 μm sobre el producto impregnado de melamina húmedo. Tras un secado intermedio, se aplica, para recubrir las partículas de corindón, un velo de fibras de un 80% de resina de melamina y un 20% de fibras de celulosa.
El documento WO 02/066265 A1 da a conocer un procedimiento en el que en una primera etapa se aplica sobre el papel decorativo impregnado con una resina amínica, por ejemplo una resina de melamina, una capa de partículas resistentes a la abrasión, por ejemplo corindón, y en una segunda etapa se aplican encima fibras y/o bolas. De esta manera se logra que las fibras y/o bolas configuren una capa de recubrimiento protectora por encima de las partículas resistentes a la abrasión. Las fibras o bolas están compuestas por poliéster, poliamida o vidrio. La longitud típica de las fibras es de 0, 5-5 mm.
En el documento EP 0875399 A2 se describe un laminado decorativo y un procedimiento para su fabricación en el que sobre un cuerpo de sustrato, por ejemplo un compuesto de madera, se aplica una tira de material fibroso como tira de sustrato y una tira decorativa, que se ha cargado e impregnado con una masa basada en resina sintética, resistente a la abrasión. La masa resistente a la abrasión y basada en resina sintética está compuesta por ejemplo por partículas de corindón, resina de melamina y otros aditivos, por ejemplo heteropolisacáridos, pectina, sustancias naturales o bien sustancias idénticas a las naturales. La capa resistente a la abrasión que contiene las partículas de corindón es, según las conclusiones de este documento, ya la capa más superior.
La utilización de material fibroso, en particular fibras de celulosa, en la mezcla de resinas amínicas, da lugar a un claro aumento de la viscosidad, ya que las fibras se acumulan en la mezcla de resinas y forman madejas de fibras. El procesamiento de una tal mezcla de resinas de fibras es problemático, puesto que las máquinas de aplicación ya no pueden asegurar la aplicación uniforme de una mezcla de resinas de fibras con madejas de fibras.
Es tarea de la presente invención poner a disposición un producto impregnado que reúna las funciones del papel decorativo y de una cubierta (overlay) fabricada separadamente en un único producto impregnado y que responda a las exigencias de una elevada transparencia y suficiente resistencia a la abrasión, teniendo a la vez largos tiempos de funcionamiento las herramientas y máquinas utilizadas en el procesamiento siguiente del producto impregnado.
En el marco de la invención se soluciona esta tarea mediante un producto impregnado según la reivindicación 1.
Mediante la utilización de partículas de celulosa puede evitarse el aumento de la viscosidad de la mezcla de resinas, ya que en la mezcla de resinas ya no se forman madejas de fibras. La viscosidad ajustada una sola vez para la mezcla de resinas, se conserva también durante un periodo de tiempo más largo y garantiza una aplicación uniforme de la mezcla de resinas y con ello una fabricación más sencilla de un producto impregnado.
Como resinas aminoplásticas se utilizan preferentemente resinas de melamina o úricas.
Ventajosamente puede realizarse la dosificación de la cantidad de resina aplicada para impregnar el papel decorativo con ayuda de rodillos dosificadores o rascadores, siendo la cantidad de resina aplicada aprox. un 60 a un 100% del peso del papel decorativo utilizado. Para fabricar decoraciones claras, puede utilizarse en lugar de la resina de melamina también resina úrica.
El papel decorativo rellenado se recubre sin ningún secado intermedio adicional con una mezcla de resina de melamina, partículas de corindón y preferiblemente partículas de celulosa de grano grueso. La mezcla antes citada está compuesta por 100 partes en peso de la resina de melamina, 20 a 50 partes en peso de corindón y 4 a 20 partes en peso de las partículas de celulosa. Preferiblemente presentan las partículas de corindón un diámetro de 40
a 60 μm y las partículas de celulosa un diámetro de 80 a 110 μm.
En una configuración mejorada de la invención, pueden utilizarse partículas de celulosa microcristalinas de grano grueso.
Para lograr una transparencia óptima en el recubrimiento final, se utiliza un corindón silanizado. Según una configuración mejorada de la invención, puede realizarse la silanización... [Seguir leyendo]
Reivindicaciones:
1. Producto impregnado (1) , compuesto por un papel decorativo (2) relleno de resina aminoplástica, una capa resistente a la abrasión (3) de partículas de corindón (6) , aplicada sobre la cara superior del papel decorativo (2) y una resina aminoplástica, así como una capa de recubrimiento (4) de una resina aminoplástica colocada encima, caracterizado porque en la capa resistente a la abrasión (3) y en la resina aminoplástica de la capa de recubrimiento (4) están alojadas partículas de celulosa (7, 8) , estando alojadas en la capa resistente a la abrasión (3) partículas de celulosa de grano grueso (7) y siendo el diámetro de las partículas de celulosa (7) en la capa resistente a la abrasión (3) de 70 a 150 µm.
2. Producto impregnado (1) según la reivindicación 1, caracterizado porque en la capa de recubrimiento (4) están alojadas partículas de celulosa de grano fino (8) .
3. Producto impregnado (1) según la reivindicación 2, caracterizado porque el diámetro de las partículas de celulosa (8) en la capa de recubrimiento (4) es de 10 a 25
μm.
4. Producto impregnado (1) según la reivindicación 1, caracterizado porque la proporción de partículas de celulosa de grano grueso (7) es de 4 a 20% en peso.
5. Producto impregnado (1) según la reivindicación 3, caracterizado porque la proporción de partículas de celulosa de grano fino (8) es de 5 a 20% en peso.
6. Producto impregnado (1) según la reivindicación 1, caracterizado porque las partículas de celulosa (7, 8) están compuestas por celulosa microcristalina.
7. Producto impregnado (1) según una o varias de las reivindicaciones precedentes, caracterizado porque sobre la cara inferior del papel decorativo (2) está aplicada una pintura equilibradora (5) de una resina aminoplástica.
8. Producto impregnado (1) según una o varias de las reivindicaciones precedentes, caracterizado porque sobre la cara inferior del papel decorativo (2) está aplicada una pintura equilibradora (5) de una mezcla de una resina aminoplástica y partículas de celulosa.
9. Producto impregnado (1) según la reivindicación 1,
caracterizado porque el diámetro de las partículas de corindón (6) es de 40 a 60 μm.
10. Producto impregnado (1) según la reivindicación 1, caracterizado porque la proporción de partículas de corindón (6) es de 20 a 50% en peso.
11. Producto impregnado (1) según la reivindicación 1, caracterizado porque el peso en seco del papel decorativo impregnado (2) es de 140 g/m².
12. Producto impregnado (1) según la reivindicación 1, caracterizado porque el peso en seco de la capa resistente a la abrasión (3) es de 30 a 80 g/m².
13. Producto impregnado (1) según la reivindicación 1, caracterizado porque el peso en seco de la capa de recubrimiento (4) es de 20 a 40 g/m².
14. Producto impregnado (1) según la reivindicación 8, caracterizado porque el peso en seco de la pintura equilibradora (5) es de 20 a 40 g/m².
15. Producto impregnado (1) según una o varias de las reivindicaciones precedentes, caracterizado porque el peso en seco del producto impregnado (1) es de 210 a 300 g/m².
16. Procedimiento para fabricar un producto impregnado (1) según la reivindicación 1, compuesto por un papel decorativo (2) relleno con resina aminoplástica y una capa resistente a la abrasión (3) aplicada sobre la cara superior, de una mezcla de partículas de corindón (6) y una resina aminoplástica y una capa de recubrimiento (4) dispuesta encima de una resina aminoplástica, caracterizado porque a la mezcla de la capa resistente a la abrasión (3) se le añaden partículas de celulosa (7) y la mezcla se aplica con un mecanismo aplicador de rodillo sobre el papel decorativo (2) , y porque tras aplicar la capa resistente a la abrasión (3) se realiza un secado intermedio.
17. Procedimiento según la reivindicación 16, caracterizado porque la mezcla de la capa resistente a la abrasión (3) se ajusta a una viscosidad de 120 a 140 DIN sec.
18. Procedimiento para fabricar un producto impregnado (1) según la reivindicación 1, compuesto por un papel decorativo (2) relleno con resina aminoplástica y una capa resistente a la abrasión (3) aplicada sobre la cara superior, de una mezcla de partículas de corindón (6) y una resina aminoplástica y una capa de recubrimiento (4) dispuesta encima de una resina aminoplástica, caracterizado porque a la mezcla de la capa resistente a la abrasión (3) se le añaden partículas de celulosa (7) y la capa se aplica con un mecanismo aplicador de boquilla y porque tras aplicar la capa resistente a la abrasión
(3) se realiza un secado intermedio.
19. Procedimiento para fabricar un producto impregnado (1) según la reivindicación 18, caracterizado porque la mezcla de la capa resistente a la abrasión (3) se ajusta a una viscosidad de 25 a 80 DIN sec.
20. Procedimiento para fabricar un producto impregnado (1) según la reivindicación 1, compuesto por un papel decorativo (2) relleno con resina aminoplástica y una capa resistente a la abrasión (3) aplicada sobre la cara superior, de una mezcla de partículas de corindón (6) y una resina aminoplástica y una capa de recubrimiento (4) dispuesta encima, de una resina aminoplástica, caracterizado porque a la resina aminoplástica de la capa de recubrimiento (4) se le añaden partículas de celulosa (8) y la mezcla se aplica con un mecanismo aplicador de trama.
21. Procedimiento para fabricar un producto impregnado (1) según la reivindicación 20, caracterizado porque la viscosidad de la capa de recubrimiento (4) se ajusta a entre 15 y 25 DIN sec.
Patentes similares o relacionadas:
Procedimiento para la producción de un laminado, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la producción de un laminado multicapa, presentando cada capa del laminado una banda de papel impregnada con resina sintética, […]
Moldura en material mineral, del 11 de Junio de 2020, de MARMOLES IZQUIERDO S.L: 1. Moldura en material mineral, de especial aplicación en la industria del arte funerario, así como en la construcción en general, caracterizado porque […]
Método de fabricación de un panel de construcción, del 10 de Junio de 2020, de VALINGE INNOVATION AB: Un método de fabricación de un panel de construcción con una capa de superficie decorativa, un núcleo y una capa (3') de equilibrio y/o protectora, en donde el método […]
Procedimiento para fabricar un tablero de material derivado de la madera resistente a la abrasión y línea de producción para ello, del 13 de Mayo de 2020, de FLOORING TECHNOLOGIES LTD.: Procedimiento para la fabricación de un tablero de material derivado de la madera resistente a la abrasión con una cara superior y una cara inferior, estando prevista […]
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Tablero laminado, del 15 de Abril de 2020, de SWISS KRONO Tec AG: Tablero laminado, que presenta un núcleo de al menos una capa de un papel impregnado de resina sintética y dos caras externas, caracterizado porque […]
Procedimiento y dispositivo de producción de una superficie estructurada, del 8 de Abril de 2020, de Hymmen GmbH Maschinen- und Anlagenbau: Procedimiento de producción de una superficie decorativa en una pieza de trabajo con las siguientes etapas: - suministrar (S10) la pieza de trabajo , que […]
Método para fabricar paneles con una superficie decorativa, del 25 de Marzo de 2020, de Unilin BVBA: Método para fabricar paneles con una superficie decorativa, en el que dichos paneles comprenden al menos un sustrato y una capa superior , en el que dicha capa […]