Procedimiento y equipo para mezclar una mezcla de partículas con un adhesivo.
Equipo para mezclar una mezcla de partículas de diferente tamaño de compuesto de madera con un adhesivo,
que incluye las siguientes etapas:
(a) aportación de las partículas de distinto tamaño a un flujo en un equipo mezclador (2),
(b) encolado de las partículas de distinto tamaño con un adhesivo, estando ajustada la cantidad de adhesivo altamaño de la correspondiente partícula,
(c) mezcla de las partículas encoladas de distinto tamaño,
(d) evacuación de las partículas mezcladas encoladas de distinto tamaño en un flujo saliente del equipomezclador (2),
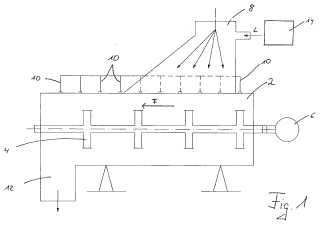
transportándose las partículas de distinto tamaño en el equipo mezclador (2) desde un equipo de introducción delas partículas (8) hasta un equipo de descarga de las partículas (12) a lo largo de una trayectoria de transporte,caracterizado porque la cantidad de adhesivo introducida en el equipo mezclador (2) varía a lo largo de latrayectoria de transporte.
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10000663.
Solicitante: KRONOTEC AG.
Nacionalidad solicitante: Suiza.
Dirección: HALDENSTRASSE 12 6006 LUZERN SUIZA.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B27N1/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B27 TRABAJO O CONSERVACION DE LA MADERA O DE MATERIALES SIMILARES; MAQUINAS PARA CLAVAR, GRAPAR O COSER EN GENERAL. › B27N FABRICACION DE OBJETOS POR PROCEDIMIENTOS EN SECO, CON O SIN AGENTES AGLOMERANTES ORGANICOS, A PARTIR DE PARTICULAS O DE FIBRAS DE MADERA O DE OTRAS MATERIAS LIGNOCELULOSICAS O SUSTANCIAS ORGANICAS ANALOGAS (conteniendo materias de cemento B28B; formación de sustancias en estado plástico B29C; tableros de fibras hechos a partir de suspensiones de fibras D21J; secado F26B 17/00). › B27N 1/00 Pretratamiento de materiales de moldeo. › Mezcla de materiales con un agente aglomerante (mezcla en general B01F).
PDF original: ES-2408968_T3.pdf
Fragmento de la descripción:
Procedimiento y equipo para mezclar una mezcla de partículas con un adhesivo.
La invención se refiere a un procedimiento según la reivindicación 1.
La invención se refiere además a un equipo según la reivindicación 6.
En la fabricación de compuestos de madera se tritura madera en función de la aplicación deseada y se une mediante un adhesivo en un proceso de prensado en caliente, por ejemplo para formar una placa MDF (de fibras de densidad media) o HDF (de fibras de alta densidad) , de aglomerado u OSB (de fibras orientadas) . Para ello deben recubrirse las virutas o fibras con el adhesivo. Pueden también añadirse por mezcla partículas que no están compuestas por madera, por ejemplo partículas de plástico.
Al respecto la cantidad de adhesivo utilizada es una de las magnitudes críticas del proceso y con ello de los costes y precisa por lo tanto de una optimización permanente.
Tradicionalmente se introducen las partículas a encolar por uno de los lados mediante un dispositivo para introducir partículas en un equipo mezclador. Con ayuda de las llamadas herramientas de mezcla recorren las partículas introducidas el equipo mezclador hasta un dispositivo de descarga de partículas, donde las mismas abandonan de nuevo el equipo mezclador. A lo largo de esta trayectoria se introduce adhesivo dentro del equipo mezclador mediante un dispositivo de introducción de adhesivo en diversos puntos, por ejemplo mediante boquillas, en el equipo mezclador.
Aquí es básicamente posible dotar de adhesivo diversas capas de las placas de compuesto de madera a fabricar individualmente en equipos de mezcla separados. Así es por ejemplo usual fabricar la capa de cubierta de una placa de aglomerado a partir de virutas más finas que las de la capa central, para mejorar tanto el aspecto de la superficie como también la rugosidad de la superficie de la placa entonces terminada.
No obstante, inclusive en este caso se mezcla con el flujo de adhesivo un flujo de partículas que no está compuesto por partículas de un tamaño único. El flujo de partículas tiene dentro de una determinada anchura de banda una distribución de tamaños característica, lo cual repercute desfavorablemente sobre el encolado de las distintas partículas.
La cantidad de adhesivo con la que se encola una partícula individual depende de su superficie. Para lograr las características mecánicas importantes en las placas de compuesto de madera posteriores, como por ejemplo la resistencia a la tracción transversal, resistencia a la flexión o resistencia al desprendimiento, se necesitan en particular virutas y fibras grandes. No obstante puesto que las mismas tienen un volumen en relación con su superficie claramente mayor que las partículas pequeñas, como por ejemplo fibras o polvo, presenta la posterior placa de compuesto de madera o bien ya una torta con partículas ya esparcidas antes del prensado, en los puntos en los que se encuentran las partículas grandes importantes para la estabilidad, una cantidad de adhesivo claramente inferior a en los puntos en los que existen partículas pequeñas que contribuyen menos a la estabilidad. Debido a la relación entre el volumen de las partículas y su superficie, se encolan las partículas pequeñas con una cantidad de adhesivo comparativamente mayor que las grandes. De esta manera reciben las partículas grandes demasiado poco adhesivo, y no obstante en particular la parte fina y el polvo están dotados de demasiada cantidad de adhesivo.
No obstante no sólo el adhesivo utilizado se distribuye de manera desfavorable entre las partículas grandes y pequeñas, sino que también se utiliza en conjunto demasiado adhesivo. El adhesivo utilizado no se trata por lo tanto de forma económica y las características de las placas prensadas a partir de las partículas así encoladas no alcanzan nunca el óptimo que puede lograrse técnicamente.
Por el documento EP 0 681 895 A1 se conoce un equipo para mezclar una mezcla de partículas y adhesivo. En este equipo se introducen las partículas en un cilindro mezclador, en el que se rocía mediante boquillas de entrada también el adhesivo. No obstante previamente se seleccionan las partículas mediante un equipo fraccionador. Entonces se pasan las partículas ligeras por delante de las boquillas de adhesivo y sólo se introducen en la dirección de transporte detrás de estas boquillas en el cilindro mezclador. De esta manera no se dotan estas partículas de adhesivo o bien sólo mediante contacto con las partículas grandes encoladas.
Un sistema similar se conoce por el documento DE 43 15 922 C1. También aquí se dividen las partículas a encolar en un equipo fraccionador en partículas grandes y pequeñas. Las partículas grandes llegan a un cilindro de mezcla y son encoladas en el mismo. Las partículas pequeñas y ligeras se alojan en distintos puntos a lo largo de una trayectoria de transporte en el cilindro de mezcla y se encolan sólo indirectamente mediante contacto con las partículas grandes encoladas.
También en el documento DE 1 180 121 se clasifican las partículas a encolar en un equipo fraccionador según el tamaño y el peso, antes de encolarlas en un cilindro mezclador. Esto se realiza por ejemplo mediante un ventilador, que genera un flujo de aire. En este flujo de aire caen las partículas a encolar desde arriba y son desviadas mediante el flujo de aire, con lo que las mismas se alojan en función del tamaño y el peso en distintos puntos en el cilindro mezclador.
Un principio similar según el preámbulo de la reivindicación 1 lo sigue el documento US 3, 343, 814. También aquí se someten las partículas a encolar a un flujo de aire, con lo que las partículas ligeras y pequeñas son desviadas más fuertemente que las partículas grandes y pesadas. Las partículas caen en consecuencia en distintos puntos en un cilindro mezclador, en el que se encolan mediante boquillas de encolado.
La invención tiene por lo tanto como tarea básica desarrollar más aún un procedimiento y un equipo para mezclar una mezcla de partículas de distinto tamaño de compuesto de madera con un adhesivo tal que quede asegurada una mejor distribución del adhesivo entre las partículas de distinto tamaño.
Debido a que todas las partículas, independientemente de su tamaño, se encolan en el mismo equipo mezclador, se reduce claramente el coste del procedimiento en aparatos. Debido a que no obstante la cantidad de adhesivo que cae sobre las correspondientes partículas depende del tamaño de las partículas, se obtiene una distribución óptima del adhesivo. Ambas etapas (b) y (c) pueden en particular realizarse también conjuntamente, mezclando las partículas entre sí por ejemplo en el equipo mezclador, mientras se introduce adhesivo en el equipo mezclador. Entonces se mezclan las partículas de distinto tamaño por un lado entre sí y por otro con el adhesivo y de esta manera se encolan.
Las partículas de distinto tamaño se transportan al entremezclarse en el equipo mezclador en particular desde un dispositivo de introducción de partículas hasta un dispositivo de evacuación de partículas a lo largo de una trayectoria de transporte. Ventajosamente no se alojan las partículas pequeñas en la dirección de transporte detrás de grandes partículas en el equipo mezclador. En particular se introduce el adhesivo en el equipo mezclador a lo largo de toda la trayectoria de transporte. De esta manera queda asegurado que las partículas pequeñas han de recorrer un tramo más corto dentro del equipo mezclador a lo largo de la trayectoria de transporte que las partículas más grandes. Cuando se introduce el adhesivo a lo largo de toda la trayectoria de transporte, por ejemplo mediante boquillas, atraviesan las partículas pequeñas, debido al tramo más corto que han recorrido, menos de estas boquillas, con lo que también pueden absorber menos adhesivo. Las partículas grandes, que recorren toda la trayectoria de transporte dentro del equipo mezclador, pasan por el contrario por delante de todos los puntos en los que se introduce adhesivo en el equipo mezclador y pueden así encolarse de forma óptima. La cantidad de adhesivo que se aloja en un tramo parcial de la trayectoria de transporte puede ajustarse con total libertad, por lo que también pueden lograrse factores de encolado dependientes del tamaño de las partículas.
Preferiblemente se encolan las partículas de distinto tamaño en función de su tamaño durante un tiempo distinto en el dispositivo mezclador. En particular se mezclan las partículas pequeñas durante menos tiempo con el adhesivo que las partículas grandes. Debido al largo tiempo de permanencia de las partículas grandes en el equipo mezclador queda asegurado que las mismas se encolan suficientemente,... [Seguir leyendo]
Reivindicaciones:
1. Equipo para mezclar una mezcla de partículas de diferente tamaño de compuesto de madera con un adhesivo, que incluye las siguientes etapas:
(a) aportación de las partículas de distinto tamaño a un flujo en un equipo mezclador (2) ,
(b) encolado de las partículas de distinto tamaño con un adhesivo, estando ajustada la cantidad de adhesivo al tamaño de la correspondiente partícula,
(c) mezcla de las partículas encoladas de distinto tamaño,
(d) evacuación de las partículas mezcladas encoladas de distinto tamaño en un flujo saliente del equipo
mezclador (2) , transportándose las partículas de distinto tamaño en el equipo mezclador (2) desde un equipo de introducción de las partículas (8) hasta un equipo de descarga de las partículas (12) a lo largo de una trayectoria de transporte, caracterizado porque la cantidad de adhesivo introducida en el equipo mezclador (2) varía a lo largo de la trayectoria de transporte.
2. Procedimiento según la reivindicación 1, caracterizado porque las partículas de distinto tamaño se encolan en el equipo mezclador (2) durante un tiempo distinto en función de su tamaño a lo largo de una longitud distinta.
3. Procedimiento según la reivindicación 1 ó 2, caracterizado porque las partículas pequeñas se introducen en la dirección de transporte (F) detrás de las partículas grandes en el equipo mezclador (2) .
4. Procedimiento según una o varias de las reivindicaciones precedentes, caracterizado porque el adhesivo se introduce a lo largo de la trayectoria de transporte en el equipo mezclador (2) .
5. Procedimiento según una o varias de las reivindicaciones precedentes, caracterizado porque la densidad de las partículas es de entre 100 kg/m3 y 800 kg/m3.
6. Equipo para mezclar una mezcla de partículas compuesta por partículas de distinto tamaño con un adhesivo, con a) un equipo mezclador (2) , b) un equipo de introducción de partículas (8) para introducir las partículas de distinto tamaño en el equipo
mezclador (2) ,
c) un equipo de introducción del adhesivo (10) , estando previsto un equipo fraccionador (14) mediante el cual las partículas de distinto tamaño, durante el funcionamiento del equipo, permanecen durante un tiempo distinto en el equipo mezclador y estando previsto un equipo de transporte (4) dentro del equipo mezclador (2) , mediante el cual pueden transportarse las partículas de distinto tamaño introducidas hacia un equipo de descarga de las partículas (12) a lo largo de una trayectoria de transporte, caracterizado porque la cantidad de adhesivo que puede aportarse sobre un tramo de la trayectoria de transporte puede ajustarse libremente y puede variar a lo largo de la trayectoria de transporte.
7. Equipo según la reivindicación 6, caracterizado porque el equipo de introducción del adhesivo está configurado como boquillas de introducción (10) distribuidas por la trayectoria de transporte.
8. Equipo según la reivindicación 6 ó 7, caracterizado porque el equipo fraccionador (14) está dispuesto en el equipo de introducción de partículas (8) o, en la dirección de elaboración, delante del mismo.
9. Equipo según la reivindicación 6 ó 7, caracterizado porque el equipo fraccionador (14) está dispuesto en la dirección de elaboración tras el equipo de introducción de partículas (8) .
10. Equipo según una de las reivindicaciones 6 a 9, caracterizado porque el equipo fraccionador (14) es un ventilador.
11. Equipo según una de las reivindicaciones 6 a 9, caracterizado porque el equipo fraccionador (14) es un equipo de lanzamiento, en particular un cepillo, tambor
o similar apoyado tal que puede girar.
12. Equipo según una de las reivindicaciones 6 a 11, caracterizado porque el equipo fraccionador (14) presenta un tamiz (18) , que tiene aberturas de distinto tamaño.
Patentes similares o relacionadas:
Procedimiento y dispositivo para la fabricación de una placa de material compuesto de madera, del 24 de Junio de 2020, de SWISS KRONO Tec AG: Procedimiento para la fabricación de una placa de material compuesto de madera , en el que el procedimiento presenta las siguientes etapas: a) dispersión […]
Dispositivo de prensado de tableros de material derivado de la madera y procedimiento para supervisar un dispositivo de prensado de tableros de material derivado de la madera, del 22 de Abril de 2020, de SWISS KRONO Tec AG: Dispositivo de prensado de tableros de material derivado de la madera para prensar una torta de fibras para producir un tablero de material […]
Procedimiento para fabricar tableros de compuesto de madera y equipo para fabricar tableros de compuesto de madera, del 18 de Marzo de 2020, de SWISS KRONO Tec AG: Procedimiento para fabricar tableros de compuesto de madera con las etapas: (a) fabricación de un sustrato , incluyendo la fabricación del sustrato […]
Línea de soplado con una curva y planta de procesamiento de fibras con una línea de soplado, del 18 de Marzo de 2020, de Sunds Fibertech AB: Línea de soplado para guiar una corriente de vapor y fibras hacia un secador o un tanque de pulpa de una planta de procesamiento de fibras, […]
Procedimiento y equipo para fabricar una placa de compuesto de madera, del 26 de Febrero de 2020, de SWISS KRONO Tec AG: Procedimiento para fabricar una placa de compuesto de madera , presentando el procedimiento las siguientes etapas: a) se esparce una pluralidad de partículas […]
Composición de resina sintética que comprende vinaza, del 11 de Diciembre de 2019, de surfactor Germany GmbH: Una composición de la resina sintética que comprende: a) al menos un compuesto hidroxilaromático, b) vinaza, y c) al menos un aldehído por cuanto la […]
Procedimiento para fabricar materiales a base de madera de productos de la trituración que contienen lignocelulosa y tales materiales a base de madera, del 31 de Julio de 2019, de SWISS KRONO Tec AG: Procedimiento para fabricar placas de fibras a partir de astillas de madera que contienen lignocelulosa, incluyendo las etapas: a) aportación de astillas de madera que contienen […]
Combinación de corcho/aglutinante a base de poli(epóxido) y procedimiento para su preparación, del 6 de Febrero de 2019, de DIAM BOUCHAGE: Composición que comprende corcho o un material a base de corcho y un aglutinante que comprende uno o varios poliepóxidos resultantes de la mezcla de uno o de varios […]