Preparación de artículos de aleación de aluminio revestidos previamente.
Método para preparar un artículo de sujeción de aleación de aluminio,
que comprende las etapas siguientes: proporcionar un artículo o elemento de sujeción de aleación de aluminio que está en una condición no tratada; proporcionar un material de revestimiento orgánico curable, curable a alrededor de una temperatura de termotratamiento del artículo o elemento de sujeción de aleación de aluminio; aplicar el material de revestimiento orgánico al artículo o elemento de sujeción de aleación de aluminio que no está en su condición termotratada final; y termotratar el artículo o elemento de sujeción de aluminio revestido a su condición termotratada final, curando simultáneamente de ese modo el revestimiento orgánico.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/US1996/005917.
Solicitante: MCDONNELL DOUGLAS CORPORATION.
Nacionalidad solicitante: Estados Unidos de América.
Dirección: 3855 LAKEWOOD BOULEVARD LONG BEACH, CA 90846 ESTADOS UNIDOS DE AMERICA.
Inventor/es: KEENER, STEVEN, G.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B05D3/02 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B05 PULVERIZACION O ATOMIZACION EN GENERAL; APLICACION DE MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL. › B05D PROCEDIMIENTOS PARA APLICAR MATERIALES FLUIDOS A SUPERFICIES, EN GENERAL (transporte de objetos en los baños de líquidos B65G, p. ej.. B65G 49/02). › B05D 3/00 Tratamiento previo de superficies sobre las que los líquidos u otros materiales fluidos van a ser aplicados; Tratamiento ulterior de los revestimientos aplicados, p. ej. tratamiento intermedio de un revestimiento ya aplicado, para preparar las aplicaciones ulteriores de líquidos u otros materiales fluidos. › por cocción.
- B05D7/00 B05D […] › Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares.
- B05D7/14 B05D […] › B05D 7/00 Procedimientos, distintos al "flocage", especialmente adaptados para aplicar líquidos u otros materiales fluidos, a superficies especiales, o para aplicar líquidos u otros materiales fluidos, particulares. › a metal, p. ej. a carrocerías de automóvil.
- B21K1/58 B […] › B21 TRABAJO MECANICO DE LOS METALES SIN ARRANQUE SUSTANCIAL DE MATERIAL; CORTE DEL METAL POR PUNZONADO. › B21K FABRICACION DE ARTICULOS METÁLICOS FORJADOS O PRENSADOS, p. ej. HERRADURAS, REMACHES, BULONES O RUEDAS (fabricación de artículos especiales por trabajo de las hojas metálicas sin arranque sustancial de material B21D; Trabajo de alambre B21F; fabricación de alfileres, agujas o clavos B21G; fabricación de artículos especiales por laminado B21H; máquinas de forjar, prensar, martillar en general B21J; fabricación de cadenas B21L; chapado B23K). › B21K 1/00 Fabricación de elementos de máquinas. › de remaches.
- B32B15/08 B […] › B32 PRODUCTOS ESTRATIFICADOS. › B32B PRODUCTOS ESTRATIFICADOS, es decir, HECHOS DE VARIAS CAPAS DE FORMA PLANA O NO PLANA, p. ej. CELULAR O EN NIDO DE ABEJA. › B32B 15/00 Productos estratificados compuestos esencialmente de metal. › de resina sintética.
- C21D9/00 QUIMICA; METALURGIA. › C21 METALURGIA DEL HIERRO. › C21D MODIFICACION DE LA ESTRUCTURA FISICA DE LOS METALES FERROSOS; DISPOSITIVOS GENERALES PARA EL TRATAMIENTO TERMICO DE METALES O ALEACIONES FERROSOS O NO FERROSOS; PROCESOS DE MALEABILIZACION, p.ej. POR DESCARBURACION O REVENIDO (cementación por procesos de difusión C23C; tratamiento de la superficie de materiales metálicos utilizando al menos un proceso cubierto por la clase C23 y al menos un proceso cubierto por la presente subclase, C23F 17/00; solidificación unidireccional de materiales eutécticos o separación unidireccional de materiales eutectoides C30B). › Tratamiento térmico, p. ej. recocido, endurecido, revenido, temple, adaptado para artículos particulares; Sus hornos.
- C22F1/04 C […] › C22 METALURGIA; ALEACIONES FERROSAS O NO FERROSAS; TRATAMIENTO DE ALEACIONES O METALES NO FERROSOS. › C22F MODIFICACION DE LA ESTRUCTURA FISICA DE METALES O ALEACIONES NO FERROSOS (procesos específicos para el tratamiento térmico de aleaciones ferrosas o aceros y dispositivos para el tratamiento térmico de metales o aleaciones C21D). › C22F 1/00 Modificación de la estructura física de metales o aleaciones no ferrosos por tratamiento térmico o por trabajo en caliente o en frío. › de aluminio o aleaciones basadas en él.
- C22F1/053 C22F 1/00 […] › de aleaciones con zinc como segundo constituyente mayor.
- C25D11/18 C […] › C25 PROCESOS ELECTROLITICOS O ELECTROFORETICOS; SUS APARATOS. › C25D PROCESOS PARA LA PRODUCCION ELECTROLITICA O ELECTROFORETICA DE REVESTIMIENTOS; GALVANOPLASTIA (fabricación de circuitos impresos por deposición metálica H05K 3/18 ); UNION DE PIEZAS POR ELECTROLISIS; SUS APARATOS (protección anódica o catódica C23F 13/00; crecimiento de monocristales C30B). › C25D 11/00 Revestimientos electrolíticos por reacción superficial, es decir, que forman capas de conversión. › Tratamiento posterior, p. ej. cerrado de poros.
- C25D21/18 C25D […] › C25D 21/00 Procedimientos para el servicio u operación de las células para revestimiento electrolítico. › de electrolitos (C25D 21/22 tiene prioridad).
PDF original: ES-2210367_T3.pdf
Fragmento de la descripción:
Preparacion de articulos de aleacion de aluminio revestidos previamente. La presente invencion se refiere a un metodo para preparar un remache de aleacion de aluminio revestido. Los remaches se usan para unir mecanicamente los diversos elementos estructurales y subconjuntos de la aeronave. Los remaches estan formados por resistentes aleaciones tales como aleaciones de titanio, acero, y aleaciones de aluminio. En algunos casos, los remaches son termotratados, como por un tratamiento de envejecimiento de endurecimiento estructural, para lograr una resistencia tan alta como razonable sea posible, en combinacion con otras propiedades deseables, para esa aleacion particular. El termotratamiento por lo general implica una secuencia de una o mas etapas de calentamiento controlado en una atmosfera controlada, mantenimiento a temperatura durante un periodo de tiempo, y enfriamiento controlado. Estas etapas se seleccionan para cada material particular a fin de alcanzar sus propiedades mecanicas y fisicas deseadas. En otros casos, el elemento de sujecion se usa en una condicion semielaboradas. Ha sido la practica revestir algunos tipos de remaches con revestimientos organicos para proteger el metal de base de los remaches contra el dano de corrosion. En el enfoque habitual, el remache se fabrica primero y luego es termotratado a su resistencia requerida. Despues del termotratamiento, el remache es atacado con un bano de sosa caustica para eliminar la escama producida en el termotratamiento. Opcionalmente, el remache es alodinado o anodizado. El material de revestimiento, disuelto en un liquido portador volatil, se aplica al remache por pulverizacion, inmersion, o similares. El liquido portador es evaporado. El remache revestido se calienta a temperatura elevada durante un periodo de tiempo para curar el revestimiento. El remache terminado se usa en la fabricacion de la estructura. Este enfoque de revestimiento funciona bien con remaches fabricados de un metal de base que tiene un alto punto de fusion, tal como remaches fabricados de acero o aleaciones de titanio. Dichos remaches son termotratados a temperaturas muy por encima de la temperatura del curado del revestimiento. En consecuencia, el curado del revestimiento, realizado despues que se completa el termotratamiento del remache, no afecta adversamente las propiedades del metal de base ya tratado. Por otro lado, las aleaciones de aluminio tienen un punto de fusion mucho mas bajo, y por consiguiente una temperatura de termotratamiento por lo general mucho mas baja que las aleaciones de titanio y acero. No ha sido la practica revestir los remaches de aleacion de aluminio con revestimientos curables, debido a que se observa que el tratamiento de curado para el revestimiento puede afectar adversamente la resistencia del elemento de sujecion. Los remaches de aleacion de aluminio son por lo tanto mas susceptibles a la corrosion como de otro modo seria el caso. Adicionalmente, la presencia del revestimiento organico ayuda a la instalacion del remache para aleaciones de titanio y acero. La ausencia del revestimiento significa que los remaches de aluminio se deben instalar usando un compuesto sellante humedo con fines de proteccion de la corrosion. El compuesto sellante humedo tipicamente contiene componentes toxicos y por lo tanto requiere precauciones para la proteccion del personal que lo usa y para la proteccion del medio ambiente. Es tambien sucio y dificil de trabajar, y puede requerir una amplia limpieza del area alrededor del remache usando disoluciones quimicas causticas. A partir del documento US 3 899 370 A, se conoce un metodo para preparar un articulo de aleacion de aluminio que comprende las etapas siguientes: proporcionar un articulo de aleacion de aluminio que esta en una condicion no tratada; proporcionar una pintura de resina termoendurecible soluble en agua curable a alrededor de una temperatura de termotratamiento del articulo de aleacion de aluminio; aplicar la pintura al articulo de aleacion de aluminio que no esta en su condicion termotratada final; y termotratar el articulo pintado hasta su condicion termotratada final, curando de este modo simultaneamente la pintura. El metodo conocido es aplicable a materiales de aleacion de aluminio moldeados que estan sometidos a moldeo por extrusion. Sin embargo, dichos materiales no son aplicables a la fabricacion de remaches. El documento US nD 3 841 896 A divulga un elemento de sujecion revestido que comprende un sustrato de metal cubierto por lo menos en parte por un material de revestimiento y sellado. Se trata la cuestion de la resistencia a la corrosion por tension o la corrosion de tipo exfoliacion en la zona de las superficies de metal adyacentes y/o de los elementos de sujecion. Para mejorar la resistencia, se divulga un revestimiento curable especifico que comprende un polimero de polisulfuro elastomerico y un compuesto de cromato soluble inhibidor de la corrosion. El revestimiento puede aplicarse a remaches de titanio y curarse a aproximadamente 72 DC. Teniendo en cuenta lo anterior, el objetivo de la presente invencion es divulgar un metodo mejorado para preparar un remache de aleacion de aluminio revestido. Este objetivo se alcanza mediante un metodo segun la reivindicacion 1 y un metodo segun la reivindicacion 15. Segun la invencion, un metodo para preparar un remache de aleacion de aluminio comprende las etapas de proporcionar un precursor del articulo de aleacion de aluminio que no esta en su condicion mecanica y de termotratamiento requerido, y proporcionar un material de revestimiento organico curable. El material de revestimiento tiene una porcion no volatil que es predominantemente organica y es curable a alrededor de una temperatura de termotratamiento del precursor del remache de aleacion de aluminio. El metodo incluye ademas la aplicacion de material de revestimiento organico al precursor del articulo de aleacion de aluminio, y termotratamiento del precursor del remache de aluminio revestido a su condicion termotratada final a la temperatura de termotratamiento y durante un tiempo suficiente para termotratar el aluminio a su condicion mecanica y termotratamiento requerida final, y simultaneamente curar el revestimiento organico, que forma el remache.
Este enfoque produce ventajas de coste y tecnicas no esperadas y sorprendentes cuando se usa conjuntamente con remaches de aluminio de alta resistencia. Los remaches de aleacion de aluminio exhiben su resistencia requerida completa producida por el termotratamiento usado por si mismo o la condicion de deformacion requerida. Es importante el logro de un nivel de resistencia especifico, debido a que los usuarios de los remaches, tales como los clientes de aeronaves, no permitiran un sacrificio del rendimiento mecanico para lograr la resistencia a la corrosion mejorada. En cambio, en el pasado han requerido tanto el rendimiento mecanico aceptable como tambien el uso de sellantes humedos para alcanzar la resistencia a la corrosion aceptable. En el enfoque presente, por otro lado, el remache tiene tanto el rendimiento mecanico aceptable como un revestimiento para la proteccion de corrosion aceptable. Por lo tanto, durante la instalacion de un remache fabricado por el presente enfoque, no se necesita aplicar sellantes humedos al elemento de sujecion y superficies de union del orificio dentro del cual se inserta el remache justo antes de colocar el remache.
La eliminacion del requisito para el enfoque de instalacion del sellante humedo para los mas de 700.000 remaches en una aeronave de carga grande ofrece un ahorro en costes de varios millones de dolares por aeronave. La eliminacion del uso de sellantes humedos tambien mejora la mano de obra en la instalacion del remache, puesto que no hay posibilidad de perdida de algunos de los remaches segun se aplica el sellante humedo. Los remaches revestidos son mas resistentes a la corrosion durante el servicio que los remaches no revestidos.
Otras caracteristicas y ventajas de la presente invencion seran evidentes de la siguiente descripcion mas detallada de la realizacion preferida, considerada conjuntamente con los dibujos que se acompanan, que ilustran, a modo de ejemplo, los principios de la invencion.
La figura 1 es un procedimiento de diagrama de flujo para una primera realizacion del metodo de la invencion;
la figura 2A es un procedimiento de diagrama de flujo para una forma de una segunda realizacion del metodo de la invencion;
la figura 2B es un procedimiento de diagrama de flujo para otra forma de una segunda realizacion del metodo de la invencion;
la figura 3 es un procedimiento de diagrama de flujo para una segunda realizacion del metodo de la invencion;
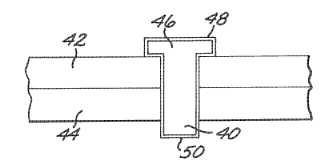
la figura 4 es una vista en seccion esquematica de un remache de cabeza saliente usado para unir dos elementos, antes de la colocacion;
la figura 5 es una vista en seccion esquematica... [Seguir leyendo]
Reivindicaciones:
1. ºetodo para preparar un remache de aleacion de aluminio, que comprende las etapas siguientes:
proporcionar un remache de aleacion de aluminio que esta en una condicion no tratada;
proporcionar un material de revestimiento organico curable, que comprende una resina fenolica y curable a alrededor de una temperatura de termotratamiento del remache de aleacion de aluminio;
aplicar el material de revestimiento organico al remache de aleacion de aluminio que no esta en su condicion termotratada final; y
termotratar el remache de aluminio revestido hasta su condicion termotratada final, curando simultaneamente de ese modo el revestimiento organico.
2. ºetodo segun la reivindicacion 1, que comprende ademas la etapa de anodizacion del remache de aleacion de aluminio antes de aplicar el material de revestimiento organico al mismo.
3. ºetodo segun la reivindicacion 2, en el que la etapa de anodizacion se efectua sin sellar quimicamente el articulo durante la etapa de anodizacion.
4. ºetodo segun la reivindicacion 2, en el que la etapa de anodizacion incluye la etapa de anodizacion del remache en una solucion de acido cromico.
5. ºetodo segun la reivindicacion 1, en el que la etapa de proporcionar un remache de aleacion de aluminio incluye la etapa de proporcionar un remache de aluminio en su condicion completamente recocida.
6. ºetodo segun la reivindicacion 1, en el que la etapa de aplicacion incluye la etapa de pulverizacion del material de revestimiento organico sobre el remache de aleacion de aluminio, y a continuacion, de retirada de cualquiera de los constituyentes volatiles del revestimiento pulverizado.
7. ºetodo segun la reivindicacion 1, en el que la etapa de termotratamiento incluye la etapa de envejecimiento por precipitacion del remache de aleacion de aluminio.
8. ºetodo segun la reivindicacion 1, en el que la etapa de proporcionar un remache de aleacion de aluminio incluye la etapa de proporcionar un remache fabricado de una aleacion seleccionada del grupo que consiste en las serie 2000, serie 4000, series 6000 y serie 7000 de aleaciones de aluminio.
9. ºetodo segun la reivindicacion 1, que incluye una etapa adicional, a continuacion de la etapa de termotratamiento, de sujecion de una primera pieza a una segunda pieza utilizando el articulo termotratado.
10.ºetodo segun la reivindicacion 9, en el que la etapa de sujecion incluye la etapa de completar la sujecion sin usar ningun sellante humedo entre el remache y las piezas.
11.ºetodo segun la reivindicacion 1, en el que la etapa de proporcionar un remache de aleacion de aluminio incluye la etapa de proporcionar un remache de aluminio 7050, y en el que la etapa de termotratamiento incluye la etapa de calentar el remache de aleacion de aluminio 7050 a una temperatura de alrededor de 121DC (250ºF) durante un primer periodo de tiempo, y a continuacion, de calentar el remache a una temperatura de alrededor de 179DC (355ºF) durante un segundo periodo de tiempo.
12.ºetodo segun la reivindicacion 11, en el que la etapa de calentamiento comprende calentar el remache de aleacion de aluminio 7050 a una temperatura de alrededor de 121DC (250ºF) durante un tiempo de 4 a 6 horas, y a continuacion, calentar el remache a una temperatura de alrededor de 179DC (355ºF) durante un tiempo de 8 a 12 horas.
13.ºetodo segun la reivindicacion 1, en el que el remache de aleacion de aluminio es un precursor del remache de aleacion de aluminio y en el que el material de revestimiento organico curable tiene una porcion no volatil que es predominantemente organica y es curable a una temperatura de curado; comprendiendo ademas el metodo la etapa de, antes de proporcionar el revestimiento organico curable, deformar el precursor del remache a una condicion de deformacion del precursor mayor que la condicion de deformacion del remache final, en el que el metodo no incluye ninguna etapa de tratamiento en disolucion/recocido.
14.ºetodo segun la reivindicacion 13, que incluye una etapa adicional, a continuacion de la etapa de deformacion y antes de la etapa de aplicacion, de anodizar el precursor del remache.
15.ºetodo para preparar un articulo de elemento de sujecionde aleacion de aluminio, que comprende las etapas siguientes: proporcionar una materia prima del precursor del remache realizada en una aleacion de aluminio, estando la materia prima del precursor del remache inicialmente sobredimensionada en comparacion con el tamano requerido final del remache;
tratar en disolucion y recocido el precursor del remache; deformar el precursor del remache; envejecer el remache a temperatura ambiente; proporcionar un material de revestimiento organico curable, que comprende una resina fenolica, presentando el
material de revestimiento una porcion no volatil que es predominantemente organica y es curable a alrededor de una temperatura de termotratamiento del precursor del remache de aleacion de aluminio:
aplicar el material de revestimiento organico al precursor del remache de aleacion de aluminio; y termotratar el precursor del remache de aleacion de aluminio revestido hasta su condicion termotratada final a una temperatura y durante un tiempo suficiente para curar el revestimiento organico.
16.ºetodo segun la reivindicacion 15, que incluye una etapa adicional, antes de la etapa de aplicar el revestimiento organico, o de anodizacion del precursor del articulo.
Patentes similares o relacionadas:
Sustratos autolimpiables y métodos para su fabricación, del 15 de Julio de 2020, de Arconic Technologies LLC: Un método para proporcionar un producto autolimpiable, comprendiendo el método: (a) primero, producir un producto primero que tiene un brillo predeterminado, comprendiendo […]
Procedimiento de pintura e instalación de pintura para pintar una decoración, del 24 de Junio de 2020, de Dürr Systems AG: Procedimiento de pintura para pintar un componente con una decoración , en particular para pintar un componente de carrocería de vehículo automóvil, […]
Procedimiento de formación de película multicapa y artículo revestido, del 27 de Mayo de 2020, de KANSAI PAINT CO., LTD.: Un procedimiento de formación de una película de revestimiento multicapa que comprende las siguientes etapas 1-1 a 1-4: etapa 1-1: una etapa […]
Panel con capa decorativa así como procedimiento para la impresión de placas, del 29 de Abril de 2020, de Xylo Technologies AG: Panel , en particular panel de pared, cubierta o suelos, que comprende una placa soporte , placa soporte que está provista al menos sobre […]
Uso de complejos de polielectrolitos para la producción de películas poliméricas con propiedades de barrera al oxígeno, del 15 de Abril de 2020, de BASF SE: Uso de al menos un complejo de polielectrolitos para conferir a los materiales de empaque fabricados con películas poliméricas una barrera […]
Tratamiento con aminoalcohol para revestimientos de conversión sol-gel, sustratos que incluyen los mismos y métodos para preparar los sustratos, del 8 de Abril de 2020, de PRC-DESOTO INTERNATIONAL, INC.: Un artículo, que comprende: un sustrato; un revestimiento de conversión sol-gel sobre al menos una parte del sustrato; una capa de […]
Polvo de óxido metálico recubierto autodispersable y proceso para la producción y uso, del 1 de Abril de 2020, de KOBO PRODUCTS INC.: Una composición que comprende: un sustrato que comprende partículas de óxido metálico, teniendo el sustrato un recubrimiento sobre el mismo que incluye un […]
Procedimiento de pintado, del 1 de Abril de 2020, de DURR SYSTEMS GMBH: Procedimiento de pintado para pintar un componente , concretamente una carrocería de un vehículo de motor , con las etapas siguientes: […]