Método y conjunto para construir una pantalla continua.
Metodo para moldear una pantalla continua que comprende dos secciones primarias (10,
11) unidas por unasección secundaria (20), comprendiendo el metodo
una primera etapa de excavar un volumen de moldeo primario para cada sección primaria (10, 11),una segunda etapa de moldear las secciones primarias (10, 11) en los voltImenes de moldeo primarios,una tercera etapa de excavar un volumen de moldeo secundario para moldear la sección secundaria (20),una cuarta etapa de retirar una region de unión sacrificial (16) de una o ambas secciones primarias adyacentes (10,11),
estando el metodo caracterizado porque
la segunda etapa comprende disponer un elemento de desplazamiento sacrificial prefabricado (31) en la region deunión sacrificial (16) de uno o ambos de los volúmenes de moldeo primarios (16), posicionado de modo que elmaterial de moldeo de las secciones primarias (10, 11) es desplazado por el elemento de desplazamiento sacrificial(31) en la o cada región de unión (16) y de modo que la retirada de la o cada región de union sacrificial (16)realizada en la cuarta etapa incluye la retirada del o de cada elemento de desplazamiento sacrificial (31).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2010/054178.
Solicitante: VSL INTERNATIONAL AG.
Inventor/es: DELETANG,ALAIN, CHAN,PING CHEUNG, HAYE,OLIVIER.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- E02D17/13 CONSTRUCCIONES FIJAS. › E02 HIDRAULICA; CIMENTACIONES; MOVIMIENTO DE TIERRAS. › E02D CIMENTACIONES; EXCAVACIONES; DIQUES (especialmente adaptados a los trabajos hidráulicos E02B ); OBRAS SUBTERRÁNEAS O BAJO EL AGUA. › E02D 17/00 Excavaciones; Arreglo de los bordes de las excavaciones; Construcción de diques o de terraplenes (ingenios de movimiento de tierra E02F; perforación del suelo E21). › Excavación de cimentaciones; Herramientas para hacer estas excavaciones.
- E02D19/18 E02D […] › E02D 19/00 Mantenimiento en seco de obras de cimentación o de otros emplazamientos de suelo (tablestacas o cortinas de tablestacas E02D 5/02). › por empleo de cortinas de estanqueidad (cierres de estanqueidad o juntas para trabajos de ingeniería civil E02B 3/16).
- E02D29/16 E02D […] › E02D 29/00 Obras subterráneas o bajo el agua (depósitos subterráneos B65D 88/76; trabajos hidráulicos, p. ej. cierres o juntas E02B; garajes subterráneos E04H 6/00; refugios antiaéreos subterráneos E04H 9/12; fosas funerarias E04H 13/00 ); Muros de contención. › Disposición o realización de juntas en las cimentaciones (juntas de estanqueidad no limitadas a las obras de cimentación E04B 1/68).
- E02D5/18 E02D […] › E02D 5/00 Cortinas de tablestacas, pilotes o cualesquiera otros elementos de estructura especialmente proyectados para los trabajos de cimentación (elementos de tecnología en general F16). › Cortinas de tablestacas o paredes similares hechas únicamente de hormigón vaciado in situ.
PDF original: ES-2445575_T3.pdf

Fragmento de la descripción:
Método y conjunto para construir una pantalla continua.
La presente invención se refiere al campo de la ingeni~~ría civil y, en particular, a la excavación y construcción de estructuras de hormigón moldeadas, tales como pantanas continuas, por debajo del nivel del suelo.
Las pantallas continuas, también conocidas como muros pantalla, estan construidas para formar una barrera que bloquea al agua y que retiene a la tierra rodeando a estructuras subterráneas tales como túneles, sótanos o fresado de calzadas.
Una pantalla continua es esencialmente una pared de hormigón vertical impermeable que es moldeada in situ en el suelo. Para construir dicha pantana continua, en primer lugar se excava una zanja que define el volumen de moldeo para el hormigón. La zanja se mantiene llena de lechada hasta que se vierte el hormigón, para evitar que los lados de la zanja caigan dentro. Después de que la zanja ha sido excavada, se hace descender acero para armaduras al interior de la zanja, y se vierte el hormigón, desplazando a la lechada y llenando el volumen alrededor del acero para armaduras.
En los métodos de la técnica anterior de construir pantallas continuas tales como WO 031006750 A 1, la pantalla se construye convencionalmente en secciones alternas. En primer lugar, una serie de paneles de pared primaria separados son excavados, vertidos y se les deja endurecer. En la siguiente descripción, los paneles que se moldean en primer lugar se denominan paneles primarios o secciones primarias. los espacios entre los paneles primarios endurecidos se excavan a continuación y se llenan de hormigón para fonnar un conjunto de paneles secundarios, también conocidos como paneles de cierre. En ambos casos, habitualmente se colocan armaduras en el interior de las zanjas antes de que se vierta el hormigón. Cuando se excavan los paneles secundarios, usando una hidrofresa, por ejemplo, las caras laterales de los paneles primaril:>s también pueden fresarse para retirar cualquier tierra del hormigón, y para crear una superficie limpia, texturtzada contra la cual puede moldearse el hormigón del panel secundario. El fresado retira hormigón de la cara lateral de los paneles primarios y crea una junta fresada, o perfil similar, que garantizará una junta libre de tierra con el hormigón del panel secundario adyacente cuando éste se vierte.
La excavación de los paneles secundarios se realiza convencionalmente usando una hidrofresa, que es una gran máquina de excavación vertical, que se hace descender al interior de la zanja con una grúa. Las hidrofresas tienen trpicamente 2, 8 m de ancho y de 60 cm a 1, 5 m de grosor. En su extremo inferior, una hidrofresa convencional tiene dos conjuntos de ruedas dentadas de rotación inversa que retiran material de la zanja. las ruedas dentadas de la hidrofresa también retiran algo de material de los lados de los paneles primarios adyacentes, creando los perfiles de junta fresada mencionados anteriormente. El perfil fresado puede estar constituido, por ejemplo, por una serie de surcos verticales fresados en profundidad (de 50 mm a 100 mm) en el hormigón de los paneles primarios. El propósito de estos huecos es crear una unión de intertlloqueo limpia entre los paneles primarios y los secundarios cuando se vierte el hormigón para estos últimos. La fomna del perfil fresado puede ser un patrón regular de surcos o hendiduras, o simplemente una supeñlCie rugosa, deperldiendo del tipo de rueda de fresado y disposición de dientes usada.
Una vez que el fresado y la e"lI:cavación del volumen de moldeo para los paneles secundarios esta completa, la jaula de armaduras secundaria se hace descender al interior del volumen de moldeo secundario excavado, yel hormigón se vierte a su alrededor y se le deja curar.
Después del curado, los paneles primarios y secundslfios forman una pared de hormigón continua en el suelo, estando cada par de paneles vecinos unidos mecánicarnente de forma resistente entre si mediante el perfil de junta de fresa descrito anteriormente.
En algunas construcciones, tales como una pantalla continua curva, puede ser necesario que algunos o todos de los paneles primarios y secundarios estén posicionadOS en un ángulo entre si. Sin embargo, las hidrofresas o fresas convencionales generalmente tienen cabezales fresadores de orientación fija con ruedas dentadas que están diseñadas para cortar una sección rectangular, lo que significa que, donde dicha hidrofresa o fresa se usa para excavar un panel secundario que está en ángulo con su panel primario vecino, el fresado se realizará en un l!ngulo con la cara lateral del panel primario.
Como resultado de este fresado en ángulo, la cantidad de material a retirar durante el fresado de los lados del panel primario variará significativamente en la cara lateral de:! panel primario. En lugar de fresar por toda la junta a una profundidad aproximadamente igual en hormigón del palnel primario (generalmente de 50 mm a 200 mm en el caso de paneles contiguos coptanares) , el ángulo de la hidrofresa puede ser tal que la profundidad de fresado puede ser de hasta 600 rrm en el borde interno de la junta fresada, o incluso más, dependiendo del ángulo y el grosor de los paneles de la pared. El fresado de dicha gran cantidad de material fuera del panel primario requiere tiempo,
desperdicia hormigón de buena calidad, incrementa la cantidad de material residual a eliminar y acorta la vida de las herramientas cortadoras.
5 1 0 1 5 2 O la invención propone el uso de matrices de vacio sacrificiales, también denominadas como elementos de desplazamiento, que pueden eliminarse por fresado para crear un borde limpio contra el que la sección adyacente puede moldearse. Se conoce el uso de elementos sacrificiales en el moldeo de estructuras de hormigón. El documento W02OO3I006750, por ejemplo, desvela el uso de elementos tubulares corrugados que llenan la anchura de una zanja vada, aduando como encofrados temporaJes para sucesivas secciones. El tubo de extremo abierto vacio se fija a la jaula de armaduras y se coloca en la zanja. El tubo se llena a continuación con grava o arena para darle la resistencia suficiente para soportar la IX"esión del hormigón durante el moldeo, Durante la excavación de la sección adyacente, el tubo se rompe y se retira, junto con su contenido. Este método tiene la desventaja de que el tubo debe sellarse y llenarse de grava o arena después de que se coloca en la zanja . !:ste es un proceso que requiere tiempo y puede provocar que la grava y la arena caigan al interior de la zanja , comprometiendo de este modo la integridad del moldeo en la región inferior de la zanja, Una vez que la jaula de armaduras y el tubo se han hecho descender al interior de la zanja, ya no hay ninnuna manera de excavar material que posteriormente cae al interior de la zanja . Además, la lechada de bentonita normalmente usada para llenar la zanja antes del moldeo puede empezar a "aglutinarse" en las paredes de la z.lOja, y cualquier retardo en el vertido de hormigón da como resultado un mayor aglutinamiento, con una cobertura de hormigón reducida en consecuencia . Por esta razón, es importante minimizar la cantidad de tiempo entre la colocación de la jaula de armaduras y el tubo, y el vertido del hormigón. Tener que llenar el tubo con arena y grava aumenta significativamente este tiempo. Además, las caras cóncavas que quedan una vez que el tubo y su contenido se han excavado usando el método del documento W02003IOO6750 no pueden fresarse directamerte, de modo que se usa un proceso de excavación de dos fases, en el que la mitad del tubo se retira usando una draga o hidrofresa convencional, y la otra mitad se excava usando una draga de forma especial con un perfil semicircular.
2 5 El objeto de la presente invención, por 10 tanto, es propc, rcionar un método de construcción de una pantalla continua que permitirá que las caras laterales de los panele$ primarios sean fresadas más rápidamente, mientras se proporciona una holgura máxima para instalar la alrmadura, sin necesidad de herramientas de excavación conformadas de manera especial, sin el riesgo de derramar materia exlratla en el interior de la zanja, mientras se reduce el desperdicio de buen hormigón y con desgaste reducido de las herramientas cortantes, induso cuando la fresa está orientada en un ángulo con respecto al panel primario.
3 0 En esta solicitud, las expresiones panel primario y sección primaria se usan de forma intercambiable, al iguat que las expresiones panel secundario y sección secundaria. El término fresado se usa para indicar cualquier proceso para retirar material de la superfICie de los paneles primarios. Dichos procesos pueden incluir abrasión mecánica pOf las ruedas dentadas de una hidrofresa, por ejemplo, o ChOfros de agua a alta... [Seguir leyendo]
Reivindicaciones:
1. Método para moldear una pantalla continua que c:omprende dos secciones primarias (10, 11) unidas por una sección secundaria (20) , comprendiendo el método una primera etapa de excavar un volumen de moldeo primario para cada sección primaria (10, 11) ,
una segunda etapa de moldear las secciones primarias (·10, 11) en los volúmenes de moldeo primarios,
una tercera etapa de excavar un volumen de moldeo secundario para moldear la sección secundaria (20) ,
una cuarta etapa de retirar una región de unión sacrificifll (16) de una o ambas secciones primarias adyacentes (10, 11 ) ,
estando el método caracterizado porque la segunda etapa comprende disponer un elemento de desplazamiento sacmtcial prefabricado (31) en la región de unión sacriftcial (16) de uno o ambos de los volumen~!s de moldeo primarios (16) , posicionado de modo que el material de moldeo de las secciones primarias (10, 11) I!S desplazado por el elemento de desplazamiento sacrificial
(31) en la o cada región de unión (16) y de modo que la retirada de la o cada región de unión sacrificial (16) 15 realizada en la cuarta etapa incluye la retirada del o de cada elemento de desplazamiento sacrificial (31) .
2. Método de acuerdo con la reivindicación 1, en el que las secciones primaria (10, 11) Y secundaria (20) son sustancialmente planas y verticales, y en el que la sección secundaria (20) está moldeada en un plano que está en un ángulo diferente de 1800 con respecto al plano de al rnenos una de las secciones primarias adyacentes (10, 11) .
3. Método de acuerdo con la reMndicación 1 o la reivindicación 2, en el que la segunda etapa incluye construir un conjunto de preparación de moldeo que comprende un elemento de refuerzo (30) para refofzar cada sección primaria (10, 11) , fijar los elementos de desplazamiento sacriftciales prefabricados (31) al elemento de refuerzo (30) , y disponer el conjunto de preparación de moldeo en el volumen de moldeo primario respectivo.
4. Método de acuerdo con la reivindicación 3, Em el que la segunda etapa incluye disponer elementos separadores (33) para mantener a cada elemento de desplazamiento sacriftcial (31) en posición a una distancia predeterminada del elemento de refuerzo (30) .
O 5. Conjunto de preparación de moldeo para colocarto en el interior de un volumen de moldeo primario excavado para moldear una sección primaria (10) de una pantalla continua de hormigón, teniendo la sección primaria al menos una región colindante (16) , siendo la o cada región colindante (16) una región de la sección primaria (10) a fresar para crear un perfil de superficie de unión (15) para unir la secciÓn primaria (10) a una sección secundaria adyacente (20) de la pantalla continua,
estando el conjunto de preparación de moldeo caraoterizado por
al menos un elemento de desplazamiento sacrificial prefabricado (31) , estando el o cada elemento de desplazamiento sacrificial (31) hecho de un material fresable más fácilmente que el hormigón usado para moldear la sección primaria (10) ,
estando el o cada elemento de desplazamiento sacrificial (31) posicionado en el conjunto de preparación de moldeo 4 O de modo que, cuando el conjunto de preparación de moldeo está colocado en el volumen de moldeo primario y la sección primaria (10) ha sido moldeada, el o cada elemE~nto de desplazamiento sacriftcial (31) está en una región de unión (16) para ser retirado durante el fresado de la sección secundaria adyacente (20) .
6. Conjunto de acuerdo con la reivindicación 5, que comprende una estructura de refuerzo (30) para 4 5 proporcionar refuerzo para la sección primaria (10) cuarldo la sección primaria (10) es moldeada, estando el o cada elemento de desplazamiento sacriflCial (31) fijado a la es"lrudura de refuerzo (30) .
7. Método de acuerdo con una de las reivindicaciones 1 a 4, o oonjunto de aaJerdo coo una de las reivindicaciones 5 6 6, en el que el material de cada elemento de desplazamiento sacrificial prefabricado (31) es más blando, o más quebradizo, o más friable, o menos denso que el material usado para moldear las secciones primarias (10, 11) .
6. Método de acuerdo con una de las reivindicaciones 1 a 4, o conjunto de acuerdo con una de las reivindicaciones 5 Ó 6, en el que el perfil de superficie de unión (15) comprende uno o más surcos formados en el material de la sección primaria (10) .
9. Método de acuerdo con una de las reivindic, aciones 1 a 4, o cof'4unto de aaJerdo con una de las reivindicaciones 5 6 6, en el que cada elemento de desplazamiento sacrificial prefabricado (31) comprende al menos dos m6dulos prefabricados.
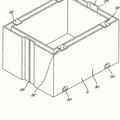
10. Método de acuerdo con una de las reivindic¡¡¡ciones 1 a 4, o conjunto de acuerdo con una de las reivindicaciones 5 Ó 6, en el que cada elemento de desplazamiento s8crificial prefabricado (31) tiene forma de un prisma de sección transversal sustancialmente triangUlar o trapezoidal.
11. Método de acuerdo con una de las reivindicaciones 1 a 4, o conjunto de acuerdo con una de las reivindicaciones 5 6 6, en el que uno o más de los elementos de desplazamiento sacrificiales prefabricados (31) o 20 módulos encierra a un vado hueco.
12. Método de acuerdo con una de las reivindicaciones 1 a 4, o conjunto de aQJerdo con una de las reivindicaciones 566, en el que uno o más de los elementos de desplazamiento sacrificiales prefabricados (31) o módulos comprende un bloque sólido.
13. Método de acuerdo con una de las reivindic¡¡¡ciones 1 a 4, o conjunto de acuerdo con una de las reivindicaciones 5 6 6, en el que el volumen de la sección secundaria se excava usando una hidroffesa (9) .
14. Método de acuerdo con una de las reivindicaciones 1 a 4, o conjunto de acuerdo con una de las
reivindicaciones 5 ó 6, en el que uno o ambos de los, volúmenes de moldeo primarios se excavan usando una hldrofresa (9) .
15. Método o conjunto de acuerdo GOn la reivindicación 13 Ó 14, en el que la hldrofresa (9) es ligeramente más ancha que la distancia que separa los dos volúmenes de moldeo primarios.
Patentes similares o relacionadas:
Máquina de excavación que comprende un tubo guía que permite la rotación del bastidor, del 4 de Marzo de 2020, de SOLETANCHE FREYSSINET: Máquina de excavación para la realización de zanjas en el suelo que incluye: • un equipo de elevación provisto de un mástil […]
Pared moldeada pretensada y procedimiento de realización de una pared de este tipo, del 4 de Abril de 2018, de SOLETANCHE FREYSSINET: Procedimiento de realización en un suelo de una pared moldeada pretensada , caracterizado por que comprende al menos las siguientes etapas: - se realiza […]
Procedimiento de realización de paredes moldeadas, del 21 de Febrero de 2018, de SOLETANCHE FREYSSINET: Procedimiento de realización de una pared moldeada en el suelo, caracterizado por que comprende las siguientes etapas: - se horada una […]
Dispositivo de estanquidad, del 15 de Junio de 2016, de SOLETANCHE FREYSSINET: Dispositivo de estanquidad para un elemento de hormigón armado moldeado en el suelo, comprendiendo dicho dispositivo de estanquidad al […]
Procedimiento e instalación de fabricación de una pared continua en el suelo, del 20 de Abril de 2016, de SOLETANCHE FREYSSINET SA: Procedimiento de fabricación de una pared continua en un suelo, en el que: * se proporciona una máquina de excavación que incluye un chasis que tiene […]
 Dispositivo para producir una zanja reforzada, del 9 de Marzo de 2016, de DENYS, NAAMLOZE VENNOOTSCHAP: Dispositivo para producir un zanja reforzada , más específicamente una zanja hecha en el suelo con una profundidad deseada cuyas paredes […]
Dispositivo para producir una zanja reforzada, del 9 de Marzo de 2016, de DENYS, NAAMLOZE VENNOOTSCHAP: Dispositivo para producir un zanja reforzada , más específicamente una zanja hecha en el suelo con una profundidad deseada cuyas paredes […]
Muro formado en un terreno, que comprende un elemento prefabricado hueco, y procedimiento de realización de un muro de ese tipo, del 4 de Marzo de 2015, de SOLETANCHE FREYSSINET: Procedimiento de realización de un muro en un terreno, que comprende al menos la sucesión de siguientes etapas: - se forma una zanja (14, […]
Procedimiento y disposición para la elaboración de un elemento de muro pantalla, del 7 de Enero de 2015, de BAUER SPEZIALTIEFBAU GMBH: Procedimiento para la elaboración de un elemento de muro pantalla en el suelo , en el que mediante un aparato de remoción […]