MAQUINA DE MECANIZACION DE LLANTAS FUNDIDAS O FORJADAS Y PROCEDIMIENTO CORRESPONDIENTE.
Se propone para la máquina (1) de mecanización de llantas (2) por mecanización de torneado y taladrado que en un puesto (9) de mecanización de piezas de trabajo se realice la mecanización de torneado del contorno interior (3) de la llanta,
que en un puesto (13) de mecanización de piezas de trabajo se realice una mecanización de torneado del contorno exterior (4) de dicha llanta (2) y que al menos un puesto (9, 13) de mecanización de piezas de trabajo lleve asociada al menos una broca (25) que esté preparada para taladrar un agujero de válvula que discurre y está orientado en dirección oblicua con respecto al eje (18) de la llanta.
Tipo: Patente de Invención. Resumen de patente/invención. Número de Solicitud: P201100814.
Solicitante: J.G. WEISSER SÖHNE GMBH & CO. KG.
Nacionalidad solicitante: Alemania.
Dirección: BUNDESSTRASSE 1 78112 ST.GEORGEN-ALEMANIA ALEMANIA.
Inventor/es: MAIER, GEORG.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B23Q39/04 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B23 MAQUINAS-HERRAMIENTAS; TRABAJO DE METALES NO PREVISTO EN OTRO LUGAR. › B23Q PARTES CONSTITUTIVAS, DISPOSITIVOS O ACCESORIOS DE MAQUINAS HERRAMIENTAS, p. ej. DISPOSITIVOS PARA COPIAR O CONTROLAR (herramientas del tipo utilizado en tornos o máquinas de agujerear B23B 27/00 ); MAQUINAS HERRAMIENTAS DE UTILIZACION GENERAL, CARACTERIZADAS POR LA ESTRUCTURA DE CIERTAS PARTES CONSTITUTIVAS O DISPOSITIVOS; COMBINACIONES O ASOCIACIONES DE MAQUINAS PARA TRABAJAR EL METAL NO DESTINADAS A UN TRABAJO EN PARTICULAR. › B23Q 39/00 Máquinas para trabajar el metal que incorporan una pluralidad de subconjuntos, siendo capaz cada uno de realizar una operación de trabajo (B23Q 33/00, B23P 23/00 tienen prioridad; si la operación es similar y el tipo de operación es esencial, ver la subclase apropiada para tal operación). › los subconjuntos están dispuestos para funcionar simultáneamente desde diferentes puestos de trabajo, p. ej. con una mesa de trabajo anular que se desplaza por palieres (asociaciones de máquinas vinculadas solamente por los medios de transferencia de la pieza B23Q 41/00).
Fragmento de la descripción:
MÁQUINA DE MECANIZACIÓN DE LLANTAS FUNDIDAS O FORJADAS Y
PROCEDIMIENTO CORRESPONDIENTE
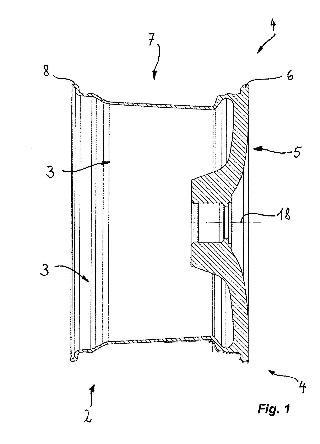
La invención concierne a una máquina de mecanización de llantas fundidas o forjadas por mecanización de torneado del contorno interior, mecanización de torneado del contorno exterior y taladrado de los agujeros de fijación y del agujero de válvula que discurre oblicuamente con respecto al eje de la llanta.
La invención concierne también a un procedimiento de mecanización de llantas fundidas o forjadas por mecanización de torneado de un contorno interior, mecanización de torneado de un contorno exterior y taladrado de los aguj eros de fijación y del agujero de válvula que discurre oblicuamente con respecto al eje de la llanta.
Una máquina de esta clase y un procedimiento de esta clase son conocidos, por ejemplo, por el documento US 2006/0048359 Al, en donde están previstas dos zonas de trabajo construidas como máquinas separadas para realizar, por un lado, el taladrado y, por otro, el torneado.
La invención se basa en el problema de acortar el tiempo de acabado real durante la mecanización de la llanta.
Según la invención, para resolver el problema se ha previsto en una máquina de la clase citada al principio que esté formado y preparado un puesto de mecanización de piezas de trabajo con un dispositivo de sujeción de piezas de trabajo y al menos un portaherramientas de torneado para la mecanización de torneado del contorno interior, que esté formado y preparado un puesto de mecanización de piezas de trabajo con un dispositivo de sujeción de piezas de trabajo y al menos un portaherramientas de torneado para la mecanización de torneado del contorno exterior y que esté asociado a al menos uno de estos puestos de mecanización de piezas de trabajo un portaherramientas de taladrado para al menos una broca, de tal manera que el eje de la llanta y la broca, en la posición de uso para producir el agujero de la válvula,
estén orientados o puedan orientarse uno con relación a otra en dirección oblicua con respecto al eje de la llanta sujeta en el puesto de mecanización de piezas de trabajo.
Por contorno interior se extienden al menos las zonas internas que se deben mecanizar en la superficie de la llanta construida aproximadamente en forma de vaso y que, en posición de uso en un vehículo, están dispuestas de manera que quedan vueltas hacia el vehículo, mientras que por contorno exterior se entienden aquellas zonas externas que se deben mecanizar en la superficie de la llanta construida aproximadamente en forma de vaso y que están dispuestas de manera que quedan alej adas o distanciadas del contorno interior. Por tanto, el contorno exterior puede abarcar el lado visto y partes de la garganta de la llanta, especialmente la pestaña del lado visto de la llanta.
Por tanto, por mecanización de torneado del contorno interior se entienden los pasos de mecanización de torneado que pueden realizarse en una primera posición de sujeción de la llanta, siendo accesibles en esta primera posición de sujeción al menos las zonas internas que se deben mecanizar en la superficie de la llanta construida aproximadamente en forma de vaso. Por consiguiente, se pueden contar también corno contorno interior las zonas de mecanización que ciertamente están en el lado exterior de la llanta de forma de vaso, pero que son accesibles en la primera posición de sujeción.
Por tanto, por mecanización de torneado del contorno exterior se entienden los pasos de mecanización de torneado que pueden realizarse en una segunda posición de sujeción de la llanta, siendo accesible en esta segunda posición de sujeción, para la mecanización de torneado, al menos el lado visto.
La invención ofrece la ventaja de que se pueden evitar en amplio grado los tiempos secundarios que se originan debido al cambio de suj eción de las llantas entre distintas estaciones de mecanización, con lo que se puede acortar, en comparación con las máquinas conocidas, el tiempo realmente necesario para la realización de una mecanización de una llanta, es decir, la suma del tiempo de mecanización pura y los tiempos secundarios intercalados. La invención ofrece la ventaj a adicional de que, en comparación con las máquinas conocidas, se ha reducido la superficie en planta de la máquina que resulta necesaria para la realización de un ciclo completo de mecanización de una llanta, ya que las distintas estaciones de mecanización están integradas en una máquina. Por consiguiente, en la misma máquina se puede realizar una mecanización completa de una llanta desde la pieza de fundición sin mecanizar hasta el producto terminado mecanizado con arranque de virutas en sus superficies.
Puede estar previsto que el dispositivo o dispositivos de sujeción de piezas de trabajo estén construidos como un dispositivo o dispositivos de sujeción de llantas. Es ventajoso a este respecto que se haga posible una sujeción de las llantas pobre en tensiones de deformación o exenta de estas tensiones. En este caso, las fuerzas de apriete aplicadas a las llantas para la sujeción de las mismas se dosifican de modo que la llanta no sea deformada en absoluto o no lo sea sustancialmente en la posición de suj eción. Esto es especialmente importante para el acabado de llantas de aluminio, ya que se crean desequilibrios no deseados de las llantas por efecto de las deformaciones.
Para poder realizar de manera sencilla la evacuación de las virutas que se produzcan durante la mecanización de torneado, puede estar previsto que el dispositivo o dispositivos de sujeción de piezas de trabajo estén preparados para sujetar llantas con el lado visto de la llanta mirando hacia arriba y/o con la abertura de la llanta de forma de vaso mirando hacia abajo. Por tanto, se consigue de manera sencilla que las virutas puedan dirigirse libremente hacia abaj o y, de este modo, no puedan arañar las superficies de la llanta acabadas con alta calidad ni tampoco puedan perturbar el proceso de mecanización. La primera posición de sujeción puede estar prevista para ello en forma de una posición de sujeción colgante y/o la segunda posición de sujeción puede estar prevista para ello en forma de una posición de sujeción apoyada vertical.
Puede estar previsto un dispositivo para la refrigeración con aire frío de la mecanización de torneado. Es ventajoso a este respecto que se pueda prescindir de la utilización de líquidos de refrigeración y que no sea así necesaria una costosa depuración de los medios refrigerantes, especialmente un filtrado de separación de las virutas arrastradas por dichos medios.
En una ejecución compacta, especialmente una ejecución con una demanda de superficie de posicionamiento lo más pequeña posible, puede estar previsto que el dispositivo o dispositivos de sujeción de piezas de trabajo y/o los portaherramientas de torneado y/o la al menos una broca estén dispuestos en un bastidor de máquina común.
Puede estar previsto que el dispositivo o dispositivos de suj eción de piezas de trabaj o y/o los portaherramientas de torneado y/o la al menos una broca estén dispuestos en una carcasa de máquina común, especialmente en un compartimiento de trabajo conjuntamente sellado. Es ventajoso a este respecto que todo el proceso de mecanización de llantas esté protegido de manera sencilla contra una intervención desde fuera no autorizada o no deseada. En este caso, los componentes de precisión, tales como accionamientos de husillo, escalas de vidrio y guías de carro, pueden estar dispuestos fuera del compartimiento de trabajo encapsulado por la carcasa de la máquina. Se tiene así que, por ejemplo, las virutas o los aerosoles o los refrigerantes y lubricantes no pueden perj udicar ni a la exactitud a largo plazo de los componentes de precisión ni tampoco a la capacidad de limpieza del suelo de la nave y de depuración del aire.
En una ej ecución de la invención puede estar previsto que en el flujo de mecanización de las llantas esté colocado delante del primer puesto de mecanización de piezas de trabajo un dispositivo de lectura que esté preparado para leer una marcación aplicada sobre las llantas que se deben mecanizar. La marcación puede contener en forma codificada, por ejemplo, el programa de mecanización previsto para la llanta. En este caso, la marcación leída puede emplearse para preparar la máquina conforme a la invención con miras a hacer posible de manera automatizada una adaptación a la mecanización individual de llantas. Como alternativa o adicionalmente, la marcación puede estar prevista para identificar una orientación de partida, por ejemplo la alineación de los rayos de la llanta o la orientación de los agujeros de fijación de la llanta que se deben producir. Por...
Reivindicaciones:
1. -Máquina (1) de mecanización de llantas fundidas o forjadas (2) por mecanización de torneado del contorno interior (3) , mecanización de torneado del contorno exterior
(4) Y taladrado de los agujeros de fijación y del agujero de válvula que discurre oblicuamente con respecto al ej e (18) de la llanta, caracterizada porque está formado y preparado un puesto (9, 13) de mecanización de piezas de trabaj o con un dispositivo (10, 14) de suj eción de piezas de trabaj o y al menos un portaherramientas de torneado (11, 15, 33) para la mecanización de torneado del contorno interior (3) , porque está formado y preparado un puesto (9, 13) de mecanización de piezas de trabajo con un dispositivo (10, 14) de sujeción de piezas de trabajo y al menos un portaherramientas de torneado (11, 15, 33) para la mecanización de torneado del contorno exterior (4) , y porque al menos uno de estos puestos (9, 13) de mecanización de piezas de trabajo lleva asociada al menos una broca (25) , de tal manera que, en la posición de uso para producir el agujero de la válvula, el eje (18) de la llanta y la broca (25) están orientados o pueden orientarse uno con relación a otra en dirección oblicua con respecto al eje (18) de la llanta (2) sujeta en el puesto (9, 13) de sujeción de piezas de trabajo.
2. Máquina (1) según la reivindicación 1, caracterizada porque el dispositivo o dispositivos (10, 14) de sujeción de piezas de trabajo están concebidos como un dispositivo o dispositivos de sujeción de llantas, especialmente para realizar una sujeción pobre en tensiones de deformación o exenta de esta tensiones.
3. Máquina (1) según la reivindicación 1 ó 2, caracterizada porque el dispositivo o dispositivos (10, 14) de suj eción de piezas de trabaj o están preparados para suj etar llantas (2) con el lado visto (5) de la llanta (2) mirando hacia arriba y/o con la abertura de la llanta (2) de forma de vaso mirando hacia abajo.
4. Máquina (1) según cualquiera de las reivindicaciones 1 a 3, caracterizada porque está previsto un dispositivo para refrigerar la mecanización de torneado con aire frío.
5. Máquina (1) según cualquiera de las reivindicaciones 1 a 4, caracterizada porque el dispositivo o dispositivos (10, 14) de sujeción de piezas de trabajo y/o los portaherramientas de torneado (11, 15, 33) y/o la al menos una broca (25) están montados en un bastidor de máquina común (31) .
6. Máquina (1) según cualquiera de las reivindicaciones 1 a 5, caracterizada porque el dispositivo o dispositivos (10, 14) de sujeción de piezas de trabajo y/o los portaherramientas de torneado (11, 15, 33) y/o la al menos una broca (25) están montados en una carcasa de máquina común, especialmente en un compartimiento de trabajo conjuntamente sellado.
7. Máquina (1) según cualquiera de las reivindicaciones 1 a 6, caracterizada porque en el flujo de mecanización de las llantas (2) está colocado delante del primer puesto (9, 13) de mecanización de piezas de trabajo un dispositivo de lectura que está preparado para leer una marcación aplicada sobre las llantas (2) que deben mecanizarse.
8. Máquina (1) según cualquiera de las reivindicaciones 1 a 7, caracterizada porque en el flujo de mecanización de las llantas (2) está colocado delante del primer puesto (9, 13) de mecanización de piezas de trabajo un mecanismo de posicionamiento que está preparado para ajustar una orientación espacial prefijada de las llantas (2) que deben mecanizarse.
9. Máquina (1) según cualquiera de las reivindicaciones 1 a 8, caracterizada porque un portaherramientas de torneado (11, 15, 33) para la mecanización de torneado del contorno interior (3) y otro portaherramientas de torneado (11, 15, 33) para la mecanización de torneado del contorno interior (3) y/o del contorno exterior (4) están montados en un
puesto (9, 13) de mecanización de piezas de trabajo para
realizar una mecanización de torneado simultánea del contor
no interior (3) y/o del contorno exterior (4) en varios pun
tos de mecanización de la llanta (2) , especialmente en pun
5 tos de mecanización ubicados en lados opuestos de una pared
del material de la llanta (2) .
10. Máquina (1) según cualquiera de las reivindicacio
nes 1 a 9, caracterizada porque el puesto (9, 13) de mecani
zación de piezas de trabaj o con la broca (25) presenta un
la mecanismo (19) que hace posible una basculación relativa,
preferiblemente alrededor de un eje horizontal, entre la
broca (25) y la llanta (2) sujeta en el puesto (9, 13) de
mecanización de piezas de trabajo.
11. Máquina (1) según cualquiera de las reivindicacio
15 nes 1 a la, caracterizada porque el mecanismo presenta un
dispositivo basculable (la, 14) de suj eción de piezas de
trabajo y/o una broca basculable (17) .
12. Máquina (1) según cualquiera de las reivindicacio
nes 1 a 11, caracterizada porque la broca (25) está fijamen
20 te dispuesta en una posición oblicua con respecto a un eje
de giro (29, 30) del dispositivo (la, 14) de sujeción de
piezas de trabajo.
13. Máquina (1) según cualquiera de las reivindicacio
nes 1 a 12, caracterizada porque están formados dos puestos
25 independientes (9, 13) de mecanización de piezas de trabajo
con un respectivo dispositivo (la, 14) de sujeción de piezas
de trabajo y al menos una respectivo herramienta de torneado
y/o de taladrado (11, 14, 25, 33) .
14. Máquina (1) según cualquiera de las reivindicacio
30 nes 1 a 13, caracterizada porque los dispositivos (la, 14)
de sujeción de piezas de trabajo están concebidos para rea
lizar una transferencia de la llanta (2) en posición correc
ta.
15. Máquina (1) según cualquiera de las reivindicacio
35 nes 1 a 14, caracterizada porque el dispositivo (la, 14) de
suj eción de piezas de trabaj o para la mecanización de torneado del contorno interior (3) y el dispositivo (10, 14) de suj eción de piezas de trabaj o para la mecani zación de torneado del contorno exterior (4) y/o del lado visto (5) agarran la llanta que se debe mecanizar desde direcciones del espacio contrarias una a otra, preferiblemente verticales.
16. Máquina (1) según cualquiera de las reivindicacio
nes 1 a 15, caracterizada porque el portaherramientas de
torneado (11, 15, 33) para la mecanización de torneado del
contorno interior (3) Y el portaherramientas de torneado
(11, 15, 33) para la mecanización de torneado del contorno
exterior (4) y/o del lado visto (5) aproximan o proporcionan
las respectivas herramientas de mecanización desde direcciones del espacio contrarias una a otra, preferiblemente verticales.
17. Máquina (1) según cualquiera de las reivindicaciones 1 a 16, caracterizada porque los dos puestos (9, 13) de mecanización de piezas de trabajo llevan asociada cada uno de ellos una broca, estando prevista la broca de un puesto (9, 13) de mecanización de piezas de trabajo, por ejemplo, para taladrar los agujeros de fijación que discurren en dirección paralela al eje (18) de la llanta, presentando para ello dicha broca especialmente una cabeza taladradora múltiple, y estando prevista la broca (25) del otro puesto (9, 13) de mecanización de piezas de trabajo, por ejemplo, para taladrar el agujero de la válvula.
18. Máquina (1) según cualquiera de las reivindicaciones 1 a 17, caracterizada porque el dispositivo (10, 14) de sujeción de piezas de trabajo de un puesto (9, 13) de mecanización de piezas de trabajo está dispuesto en forma basculable y/o desplazable para recibir de un puesto de carga (23) la llanta (2) que se debe mecanizar y/o para transferir la llanta mecanizada (2) al dispositivo (10, 14) de sujeción de piezas de trabajo del otro puesto (9, 13) de mecanización de piezas de trabajo o a un puesto de recogida (24) .
19. Máquina (1) según cualquiera de las reivindicaciones 1 a 18, caracterizada porque la broca (25) para taladrar el aguj ero de la válvula está montada en el puesto (9, 13) de mecanización de piezas de trabajo destinado a realizar la mecanización de torneado del contorno exterior (4) .
20. Máquina (1) según cualquiera de las reivindicaciones 1 a 19, caracterizada porque el dispositivo (10, 14) de sujeción de piezas de trabajo del puesto (9, 13) de mecanización de piezas de trabajo destinado a realizar la mecani
zación de torneado del contorno interior (3) está preparado para efectuar una sujeción colgante de la llanta (2) , mientras que el lado de la llanta sujeta (2) que mira hacia abajo puede ser mecanizado por torneado con al menos una herramienta de torneado (12, 25, 32) .
1.
21. Máquina (1) según cualquiera de las reivindicaciones 1 a 20, caracterizada porque los dispositivos (lO, 14) de sujeción de piezas de trabajo están montados cada uno de ellos en un husillo giratorio (27, 28) .
22. Máquina (1) según cualquiera de las reivindicacio
nes 1 a 21, caracterizada porque al menos un dispositivo de sujeción de piezas de trabajo está dispuesto de manera desplazable al menos en la dirección del eje de giro (29, 30) de la mecanización de torneado, preferiblemente en las direcciones X y z.
/ .t
r
Fig.1
Patentes similares o relacionadas:
Máquina de mecanizado con dispositivo de carga de piezas de trabajo, del 10 de Junio de 2020, de GEBR. HELLER MASCHINENFABRIK GMBH: Máquina de mecanizado : con un grupo de husillos posicionables giratoriamente o accionables de forma giratoria alrededor de ejes (26, 27, […]
Máquina para cortar y biselar barras y métodos de corte y acabado, del 20 de Noviembre de 2019, de Landgraf S.r.l: Máquina de corte para las barras de corte que comprende un armazón de base en el que se define un eje horizontal (X-X) de una barra, y una unidad […]
Procedimiento y dispositivo para recubrir piezas de trabajo, del 4 de Septiembre de 2019, de HOMAG GmbH: Procedimiento para recubrir piezas de trabajo, que están compuestas preferiblemente al menos por secciones de madera, materiales derivados de la madera, plástico o similares, […]
Programa de control de aparato de mecanización de trabajo y controlador de aparato de mecanización de trabajo para ejecutar el programa de control, del 6 de Marzo de 2019, de CITIZEN WATCH CO. LTD.: Un programa de control para controlar un aparato de mecanización de trabajo (1, 1') provisto de una pluralidad de piezas de fijación de trabajo […]
Máquina de cadencia circular, del 28 de Febrero de 2019, de Winema Maschinenbau GmbH: Máquina de cadencia circular con un dispositivo de mecanización que presenta al menos dos estaciones de mecanización y al menos una estación […]
Torno de varios husillos, del 9 de Mayo de 2018, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Torno de varios husillos que comprende un armazón de máquina , un tambor para husillo dispuesto en el armazón de máquina y que puede girar alrededor […]
Torno multihusillo, del 25 de Abril de 2018, de INDEX-WERKE GMBH & CO. KG HAHN & TESSKY: Torno multihusillo que comprende un bastidor de máquina con una carcasa del tambor portahusillo , un tambor portahusillo alojado de forma […]
Sistema de procesamiento para preparar una placa de huecograbado de forma completamente automática, del 15 de Noviembre de 2017, de Think Laboratory Co., Ltd: Un sistema de procesamiento de preparación de huecograbado completamente automático, en el que un rodillo a preparar se transfiere utilizando solamente robots […]