Dispositivo para la formación en seco de una red de fibras con una caja de succión innovadora y procedimiento asociado.
Dispositivo para la formación en seco de una red de fibras (11) que comprende:
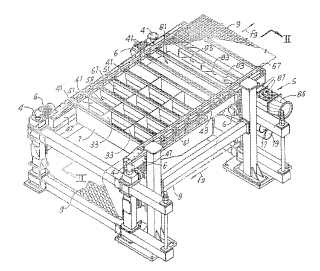
un cabezal de distribuciónde las fibras (3); una tela metálica de formación (9) móvil por debajo de dicho cabezal en una dirección dealimentación (f9); una caja de succión (7) colocada en el lado opuesto de dicha tela metálica de formación (9) adicho cabezal (3) y conectada a un sistema de succión; en el que dicha caja de succión (7) está divididatransversalmente con respecto a la dirección de alimentación de la tela metálica de formación (9) en por lo menosdos secciones longitudinales, que se extienden en la dirección de alimentación de la tela metálica de formación;cada una de dichas secciones longitudinales está conectada a un conducto de succión (17, 19, 21) el cual estáseparado con respecto a las otras secciones longitudinales; y se contemplan elementos de control (29) paracontrolar la succión en cada una de dichas secciones longitudinales de una manera independiente con respecto alas otras secciones longitudinales caracterizado porque un ventilador respectivo (23, 25, 27) está asociado con cadauno de dichos conductos de succión.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/IT2003/000020.
Solicitante: A. CELLI NONWOVENS S.P.A..
Nacionalidad solicitante: Italia.
Dirección: VIA ROMANA OVEST N.212 55016 PORCARI (LUCCA) ITALIA.
Inventor/es: CELLI, ALESSANDRO.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- D04H1/70 TEXTILES; PAPEL. › D04 TRENZADO; FABRICACION DEL ENCAJE; TRICOTADO; PASAMANERIA; NO TEJIDOS. › D04H FABRICACION DE TEJIDOS TEXTILES, p. ej. A PARTIR DE FIBRAS O MATERIALES FILAMENTOSOS (tejido D03; tricotado D04B; trenzado D04C; fabricación de redes D04G; costura D05B; implantación de pelos o mechones por picado D05C; terminación de los "no tejidos" D06 ); ARTICULOS FABRICADOS CON AYUDA DE ESTOS PROCEDIMIENTOS O APARELLAJE, p. ej. FIELTROS, NO TEJIDOS; GUATA; NAPA (telas no tejidas que tienen una capa intermedia o externa de género diferente, p. ej. una tela tejida, B32B). › D04H 1/00 No tejidos formados únicamente o principalmente de fibras cortadas o de otras fibras similares relativamente cortas. › caracterizados por el método de formación de velos o capas, p. ej. por la reorientación de fibras.
- D04H1/732 D04H 1/00 […] › por corriente de fluido, p. ej. vía aérea.
- D04H1/736 D04H 1/00 […] › caracterizado por el aparato de disposición de las fibras (D04H 1/728, D04H 1/732 tiene prioridad).
- D21F1/52 D […] › D21 FABRICACION DEL PAPEL; PRODUCCION DE LA CELULOSA. › D21F MAQUINAS DE FABRICAR PAPEL; METODOS DE PRODUCCION DEL PAPEL. › D21F 1/00 Parte húmeda de las máquinas de fabricar hojas continuas de papel. › Cajas de aspiración sin rodillos.
PDF original: ES-2397695_T3.pdf
Fragmento de la descripción:
Dispositivo para la formación en seco de una red de fibras con una caja de succión innovadora y procedimiento asociado
Campo técnico
La presente invención se refiere a un dispositivo para la formación en seco de una red de fibras, del tipo que comprende: un cabezal de distribución de las fibras; una tela metálica de formación móvil bajo dicho cabezal, una caja de succión colocada en el lado opuesto de dicha tela metálica de formación a dicho cabezal y conectado a un sistema de succión.
Más particularmente, la invención se refiere a una forma novedosa de caja de succión para un dispositivo de este tipo.
Según un aspecto diferente, la invención se refiere a un procedimiento para la formación en seco de una red de fibras.
Según un aspecto adicional, la invención se refiere a una caja de succión para un dispositivo para la formación en seco de redes de fibras.
Estado de la técnica
Para la fabricación de redes o láminas de material fibroso, en particular papel, papel absorbente o papel de seda, generalmente se utilizan procedimientos y maquinaria en los que una lechada de fibras de celulosa se distribuye en una tela metálica de formación a fin de formar una red delgada. Esta red es entonces secada por medios de succión del agua y a continuación pasando sobre un rodillo caliente o bien otro dispositivo de secado.
Más recientemente ha sido introducido un nuevo procedimiento para la fabricación de papel, en particular papel absorbente de un grosor considerable, por ejemplo para la fabricación de partículas higiénicas, tales como pañales para bebés o compresas sanitarias para mujeres. Este procedimiento contempla la distribución, en una tela metálica o malla de formación, de una red de fibras suministradas por medio de un flujo de aire. El procedimiento es referido como un procedimiento "de colocación por aire".
A fin de implantar el procedimiento de formación en seco, han sido diseñados dispositivos de diversos tipos a fin de obtener una disolución tan uniforme como sea posible de las fibras y superar las muchas desventajas y problemas que implica esta nueva tecnología.
En general, la fabricación de una red colocada por aire contempla la suspensión de las fibras en un flujo de aire y el depositarlas en una malla o tela metálica de formación, por debajo de la cual se genera una succión de modo que se transportan las fibras suministradas desde un cabezal de formación colocado por encima. Las fibras se distribuyen en el flujo de aire utilizando diversas técnicas.
Una primera categoría de dispositivos contempla la utilización de un cabezal de formación con una pantalla en forma de red del fondo a través de la cual pasan las fibras arrastradas por una corriente de aire. Una malla de formación se mueve por debajo de la pantalla en forma de red la cual cierra el cabezal de formación en el fondo y las fibras se depositan sobre la misma de modo que forman la red. Propulsores que giran alrededor de eje vertical, esto es perpendicular a la malla de formación y a la pantalla, están instalados por encima de la pantalla de cierre del fondo del cabezal de formación. Las fibras son arrastradas por una corriente de aire a través de la pantalla de cierre del cabezal y depositadas en la malla de formación. Ejemplos de dispositivos formados de esta manera se describen los documentos GB - 1499687, GB - 1559274, US - A - 3581706, US - A - 4014635, US - A - 4157724, US - A 4276248, US - A - 4285647, US - 4335066, US - A - 4351793, US - A - 4482308, US - A - 4494278, US - A 4627953, US - A - 5527171, US - A - 5471712, WO - A - 9105100, WO - A - 9522656, WO - A - 9610663, WO - A - 9954537 y EP - B - 616056.
Un segundo tipo de dispositivo para la distribución de las fibras en el flujo de aire el cual es succionado a través de la tela metálica de formación contempla la utilización de uno o más conductos taladrados con un eje paralelo a la malla de formación. Las fibras arrastradas por el flujo de aire emergen desde los agujeros en los conductos y son depositadas en la malla de formación subyacente la cual avanza en la dirección de alimentación. En el documento EP - A - 032772 se describe un cabezal de formación de este tipo. Un par de tuberías con ejes paralelos están instaladas por encima de la malla de formación. Las tuberías tienen paredes taladradas a través de las cuales emergen las fibras, transportadas por una corriente de aire en el interior de dichas tuberías. Para permitir que las fibras emerjan más fácilmente y evitar el bloqueo de los taladros, están instalados árboles giratorios que tienen un eje paralelo al eje de las tuberías y están equipados con puntas radiales. Las últimas tienen la función de romper cualquier grumo de fibras que se forme en el aire de transporte. Dispositivos que se basan esencialmente en el mismo principio se describen en los documentos US - A - 4352649, WO - A - 8701403 y EP - B - 188454. En estos dispositivos el cabezal de formación está desprovisto de la pantalla de cierre del fondo y el flujo de aire y las fibras suspendidas están confinados en el interior de los conductos de pared taladrada, la pared taladrada teniendo la función de pantalla de cierre de los cabezales del primer tipo mencionado antes en este documento.
El documento US - A - 6233787 describe un dispositivo para la formación en seco de una red de fibras en el cual un cabezal el cual recibe un flujo de aire con las fibras suspendidas está instalado por encima de la tela metálica de formación. El cabezal tiene por debajo una serie de árboles o rodillos giratorios con ejes paralelos entre sí y a la malla de formación, que se extienden transversalmente con respecto a la dirección de alimentación de la malla de formación. Los árboles o rodillos tienen puntas o vástagos radiales que se extirpe de tal modo que encierran sustancialmente el orificio del fondo del cabezal, formando una especie de pared perforada la cual permite el paso de las fibras arrastradas por la corriente de aire succionada desde debajo de la malla de formación.
El documento EP - A - 159618 describe un dispositivo para la formación en seco de una red de fibras que comprende un cabezal de formación situado por encima de la tela metálica de formación a través de la cual es succionada la corriente de aire que arrastra las fibras. El cabezal de formación está cerrado en el fondo por una pantalla fija con perforaciones de modo que permite que las fibras pasen a través de ella. Una pluralidad de rodillos con ejes paralelos a la tela metálica de formación y perpendiculares a la dirección de alimentación de la última están colocados por encima de la pantalla fija. Los rodillos están equipados con puntas radiales y están montados en un transportador continuo el cual causa un movimiento de traslación de los mismos paralelo a la dirección de alimentación de la tela metálica de formación.
Un cabezal para la formación de una red colocada por aire el cual es particularmente eficaz en términos de uniformidad de distribución de las fibras se describe en la solicitud de patente internacional co-pendiente número PCT/IT02/00657, presentada el 15 de octubre de 2002, a nombre de los presentes propietarios.
Un aparato para la formación en seco de una red según los preámbulos de las reivindicaciones 1, 24 y 33 se describe en el documento US - A - 4, 662, 032.
A partir de lo anterior se pone de manifiesto que hasta ahora se ha prestado una atención particular al diseño del cabezal para la distribución de las fibras en la tela metálica de formación, a fin de obtener la deseada uniformidad de distribución de las fibras en el producto final. Mucha menos atención se ha dirigido, por otra parte, al diseño de la caja de succión la cual está situada por debajo de la tela metálica de formación, opuesta al cabezal desde donde son distribuidas las fibras. Normalmente la caja de succión tiene una forma muy simple, sin medidas especiales las cuales permiten que la calidad del producto que deja el dispositivo sea mejorada.
Objetos y resumen de la invención El objeto de la presente invención es proporcionar un dispositivo para la fabricación de una red de fibras, utilizando la denominada técnica de colocación por aire en seco, la cual permite que sean obtenidas ventajas particulares en términos de uniformidad del grosor y la distribución de las fibras por medio de una forma particularmente ventajosa de la caja de succión.
Éstos y otros objetos y ventajas, los cuales se pondrán de manifiesto a los expertos en la técnica a partir de la lectura del texto que sigue a continuación, se obtienen esencialmente con un dispositivo, un procedimiento y una caja de succión que comprende las características de las partes... [Seguir leyendo]
Reivindicaciones:
1. Dispositivo para la formación en seco de una red de fibras (11) que comprende: un cabezal de distribución de las fibras (3) ; una tela metálica de formación (9) móvil por debajo de dicho cabezal en una dirección de alimentación (f9) ; una caja de succión (7) colocada en el lado opuesto de dicha tela metálica de formación (9) a dicho cabezal (3) y conectada a un sistema de succión; en el que dicha caja de succión (7) está dividida transversalmente con respecto a la dirección de alimentación de la tela metálica de formación (9) en por lo menos dos secciones longitudinales, que se extienden en la dirección de alimentación de la tela metálica de formación; cada una de dichas secciones longitudinales está conectada a un conducto de succión (17, 19, 21) el cual está separado con respecto a las otras secciones longitudinales; y se contemplan elementos de control (29) para controlar la succión en cada una de dichas secciones longitudinales de una manera independiente con respecto a las otras secciones longitudinales caracterizado porque un ventilador respectivo (23, 25, 27) está asociado con cada uno de dichos conductos de succión.
2. Dispositivo según la reivindicación 1 caracterizado porque cada uno de dichos conductos de succión está conectado a la sección longitudinal respectiva de la caja de succión en el extremo de la caja de succión el cual está aguas abajo con respecto a la dirección de alimentación de dicha tela metálica de formación (9) .
3. Dispositivo según la reivindicación 1 o 2 caracterizado porque por lo menos un sensor (31) el cual determina el perfil transversal de por lo menos una característica de la red de fibras (11) está instalado aguas abajo de dicha caja de succión, la succión en dichas secciones longitudinales estando regulada según dicho perfil transversal.
4. Dispositivo según la reivindicación 3 caracterizado porque comprende un conjunto de control central conectado a dicho sensor y a dichos elementos de control de la succión.
5. Dispositivo según la reivindicación 3 o 4 caracterizado porque dicha característica, el perfil transversal de la cual es detectado por el sensor, es el grosor de la red de fibras.
6. Dispositivo según la reivindicación 3 o 4 o 5 caracterizado porque dicha característica, el perfil transversal de la cual es detectado por el sensor, es el gramaje de la red de fibras.
7. Dispositivo según una o más de las reivindicaciones anteriores caracterizado porque dicha caja de succión
(7) está dividida en dichas secciones longitudinales por paredes de división longitudinales (33) las cuales se extienden desde el fondo de la caja hasta una altura menor que el plano de descanso de dicha tela metálica de formación (9) .
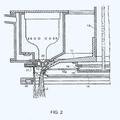
8. Dispositivo según una o más de las reivindicaciones anteriores caracterizado porque dicha caja de succión está adicionalmente dividida en por lo menos dos zonas transversales por medio de paredes de división (51) las cuales son transversales a la dirección de alimentación de la tela metálica de formación y las cuales se extienden desde una zona cerca del plano de descanso de la tela metálica de formación hacia el fondo de la caja de succión, permaneciendo separadas del mismo.
9. Dispositivo según la reivindicación 8 caracterizado porque un elemento de reducción del flujo que se puede ajustar (59) está asociado con cada una de dichas zonas transversales, a fin de regular el flujo de aire succionado al interior de cada una de dichas zonas transversales.
10. Dispositivo según la reivindicación 9 caracterizado porque cada uno de dichos elementos de reducción del flujo comprende una pared (59) que oscila alrededor de un eje de oscilación (57) y dividida en un número de partes que corresponden al número de secciones longitudinales en las cuales está dividida la caja de succión.
11. Dispositivo según la reivindicación 10 caracterizado porque una palanca de ajuste (61) y medios para el bloqueo de la palanca de ajuste en una posición seleccionada están asociados con cada pared oscilante.
12. Dispositivo según la reivindicación 10 u 11 caracterizado porque cada uno de dichos ejes de oscilación descansa aproximadamente en correspondencia con una pared de división transversal y se extiende paralelo a la misma.
13. Dispositivo según una o más de las reivindicaciones anteriores caracterizado porque dicha caja de succión tiene una pluralidad de piezas perfiladas transversales (41) para sostener la tela metálica de formación.
14. Dispositivo según la reivindicación 13 caracterizado porque dichas piezas perfiladas transversales son intercambiables.
15. Dispositivo según las reivindicaciones 8 y 13, u 8 y 14 caracterizado porque dichas piezas perfiladas transversales (41) están instaladas aproximadamente en correspondencia con dichas paredes de división transversales (51) .
16. Dispositivo según la reivindicación 14 o 15 caracterizado porque cada una de dichas piezas perfiladas intercambiables (41) está fijada por medio de un par de bloques (43) los cuales pueden ser desmontados y están fijadas a lo largo de los bordes longitudinales de dicha caja de succión.
17. Dispositivo según la reivindicaciones 8, 10, 12 y 16 caracterizado porque cada par de bloques fija una pared de división transversal respectiva y un eje de oscilación respectivo de un elemento de reducción del flujo correspondiente.
18. Dispositivo según una o más de las reivindicaciones anteriores caracterizado porque la sección transversal de dicha caja aumenta gradualmente desde aguas arriba hasta aguas abajo en la dirección de alimentación de dicha tela metálica de formación.
19. Dispositivo según una o más de las reivindicaciones anteriores caracterizado porque una caja de succión auxiliar (81) está instalada aguas abajo de dicha caja de succión, con respecto a la dirección de alimentación de dicha tela metálica de formación.
20. Dispositivo según la reivindicación 19 caracterizado porque dicha caja de succión auxiliar está asociada con una pluralidad de bocas de succión (83) las cuales generan flujos de succión en la dirección de alimentación de la tela metálica de formación.
21. Dispositivo según la reivindicación 20 caracterizado porque el número de dichas bocas de succión es igual al número de secciones longitudinales en las cuales está dividida la cámara de succión (7) .
22. Dispositivo según la reivindicación 20 o 21 caracterizada porque un elemento de regulación de la succión
(87) para la regulación de la succión de una manera independiente para las diversas bocas está asociado con cada boca de succión.
23. Dispositivo según la reivindicación 22 caracterizado porque dichas bocas de succión están conectadas a un conducto de succión auxiliar individual (85) y una válvula con un ajuste la cual es independiente de las válvulas de las otras bocas de succión asociadas con cada uno de ellos.
24. Un procedimiento para la formación en seco de una red de fibras que comprende las etapas de:
- generación de una suspensión de fibras en un flujo gaseoso;
- generación de succión de dicho flujo gaseoso a través de una tela metálica de formación sobre la cual se depositan dichas fibras que forman la red, dicha tela metálica moviéndose en la dirección de alimentación;
-división de la succión, transversalmente con respecto a la dirección de alimentación, en secciones longitudinales que se extienden paralelas a la dirección de alimentación y la regulación de la succión en cada una de dichas secciones longitudinales de una manera independiente con respecto a las otras secciones longitudinales, caracterizado por la generación de dichas succión al interior de cada sección longitudinal por medio de un ventilador separado.
25. Procedimiento según la reivindicación 24 caracterizado por la detección de un perfil transversal de por lo menos una característica de la red de fibras formada en dicha tela metálica de formación y la regulación de la succión en cada una de dichas secciones longitudinales dependiendo de dicho perfil transversal.
26. Procedimiento según la reivindicación 25 caracterizado porque dicha característica es el grosor de la red.
27. Procedimiento según la reivindicación 25 caracterizado porque dicha característica es el gramaje de la red.
28. Procedimiento según la reivindicación 25, 26 o 27 caracterizado por:
- el establecimiento de una condición de succión para cada una de dichas secciones longitudinales,
- la detección de dicho perfil transversal;
- la comparación de dicho perfil transversal detectado con un perfil transversal previamente establecido;
-la generación de una señal de retroalimentación para la modificación de las condiciones de succión en una
o más de dichas secciones longitudinales sobre la base de la diferencia entre el perfil transversal detectado y el perfil transversal previamente establecido.
29. Procedimiento según una o más de las reivindicaciones 24 a 28 caracterizado por la división de la zona situada por debajo de dicha tela metálica de formación en una pluralidad de zonas transversales instaladas una al lado de la otra y el ajuste de las condiciones de succión en cada una de dichas zonas transversales.
30. Procedimiento según la reivindicación 29 caracterizado por el ajuste de las condiciones de succión en cada una de dichas zonas transversales de modo que se compense la mayor caída de presión en el flujo gaseoso en la dirección de alimentación de la tela metálica de formación debida a la acumulación de fibras en dicha tela metálica.
31. Procedimiento según la reivindicación 29 o 30 caracterizado por la reducción de la succión a través de cada una de dichas zonas transversales de una manera decreciente en la dirección de alimentación de la tela metálica de formación.
32. Procedimiento según una o más de las reivindicaciones 24 a 31 caracterizado porque dicha succión se genera en cada sección longitudinal de la caja de succión en el extremo de la caja de succión el cual está aguas abajo con respecto a la dirección de alimentación de la tela metálica de formación.
33. Una caja de succión (7) para un dispositivo para la formación en seco de una red de fibras que comprende una tela metálica de formación que avanza en una dirección de la máquina en la que: dicha caja está dividida transversalmente con respecto a la dirección de la máquina en por lo menos dos secciones longitudinales que se extienden en la dirección de la máquina; elementos de control (29) están contemplados para controlar la succión en cada una de dichas secciones longitudinales de una manera independiente con respecto a las otras secciones longitudinales; cada una de dichas secciones longitudinales está conectada a un conducto de succión (17, 19, 21) la cual está separada de las otras secciones longitudinales; caracterizada porque un ventilador separado (23, 25, 27) está asociado con cada uno de dichos conductos de succión.
34. Caja de succión según la reivindicación 33 caracterizada porque cada uno de dichos conductos de succión está conectado a la respectiva sección longitudinal de la caja de succión en el extremo aguas abajo de la caja de succión con respecto a la dirección de alimentación de dicha tela metálica de formación (9) .
35. Caja de succión según la reivindicación 33 o 34 caracterizada porque está dividida en dichas secciones longitudinales mediante paredes de división longitudinales (33) las cuales se extienden desde el fondo de la caja hasta una altura menor que el plano descanso de dicha tela metálica de formación (9) .
36. Caja de succión según una o más de las reivindicaciones 33 a 35 caracterizada porque adicionalmente está dividida en por lo menos dos zonas transversales por medio de paredes de división (51) las cuales son transversales a la dirección de la máquina y las cuales se extienden desde una zona cerca del plano de descanso de la tela metálica de formación hacia el fondo de la caja de succión, permaneciendo separadas del mismo.
37. Caja de succión según la reivindicación 36 caracterizada porque un elemento de reducción del flujo que se puede ajustar (59) está asociado con cada una de dichas zonas transversales, para la regulación del flujo del aire succionado al interior de cada una de dichas zonas transversales.
38. Caja de succión según la reivindicación 37 caracterizada porque cada uno de dichos elementos de reducción del flujo comprende una pared (59) oscilante alrededor de un eje de oscilación (57) y están divididos en un número de partes que corresponden al número de secciones longitudinales en las cuales está dividida la caja de succión.
39. Caja de succión según la reivindicación 38 caracterizada porque una palanca de ajuste (61) y medios para el bloqueo de la palanca de ajuste en una posición seleccionada están asociados con cada partición oscilante.
40. Caja de succión según la reivindicación 38 o 39 caracterizada porque cada uno de dichos ejes de oscilación descansa aproximadamente en correspondencia con una pared de división transversal y se extiende paralelo a la misma.
41. Caja de succión según una o más de las reivindicaciones 33 a 40 caracterizada porque dicha caja de succión tiene una pluralidad de piezas perfiladas transversales (41) para sostener la tela metálica de formación.
42. Caja de succión según la reivindicación 41 caracterizada porque dichas piezas perfiladas transversales son intercambiables.
43. Caja de succión según las reivindicaciones 36 y 41 o 37 y 42 caracterizada porque dichas piezas perfiladas transversales (41) están instaladas aproximadamente en correspondencia con dichas paredes de división transversales (51) .
44. Caja de succión según la reivindicación 42 o 43 caracterizada porque cada una de dichas piezas perfiladas intercambiables (41) está fijada por medio de un par de bloques (43) los cuales se pueden desmontar y están fijados a lo largo de los bordes longitudinales de dicha caja de succión.
45. Caja de succión según las reivindicaciones 36, 38, 40 y 44 caracterizada porque cada par de bloques fija un aparente división transversal respectiva y un eje de oscilación respectivo de un elemento de reducción del flujo correspondiente.
46. Caja de succión según una o más de las reivindicaciones 33 a 45 caracterizada porque la sección transversal de dicha caja aumenta gradualmente desde aguas arriba hasta aguas abajo en la dirección de alimentación de dicha tela metálica de formación.
47. Caja de succión según una o más de las reivindicaciones 33 a 46 caracterizada porque está asociada con una caja de succión auxiliar (81) instalada aguas abajo de dicha caja de succión con respecto a la dirección de alimentación de dicha tela metálica de formación.
48. Caja de succión según la reivindicación 47 caracterizada porque dicha caja de succión auxiliar está asociada con una pluralidad de bocas de succión (83) las cuales generan flujos de succión en la dirección de alimentación de la tela metálica de formación.
49. Caja según la reivindicación 48 caracterizada por el número de dichas bocas de succión es igual al número de secciones longitudinales en las cuales está dividida la caja de succión (7) .
50. Caja de succión según la reivindicación 48 o 49 caracterizada porque un elemento de regulación de la succión (87) para la regulación de la succión independientemente para las diversas bocas está asociado con cada boca de succión.
51. Caja de succión según la reivindicación 50 caracterizada porque dichas bocas de succión están conectadas a un conducto de succión auxiliar individual (85) y cada uno de ellos tiene asociada una válvula con un ajuste independiente de aquél de las otras bocas de succión.
Patentes similares o relacionadas:
Esteras de fibra mineral, del 8 de Abril de 2020, de ROCKWOOL INTERNATIONAL A/S: Procedimiento de fabricación de una estera que presenta una superficie exterior ablandada, que comprende fabricar una estera que comprende una retícula de […]
Guata de esferas de fibra y artículos que comprenden la misma, del 5 de Febrero de 2020, de PRIMALOFT, INC: Guata que comprende una banda no tejida que comprende una mezcla de fibra que tiene: - 40 a 95 % en peso de fibras sintéticas que tienen un denier de 0,5 a 6,5, y una longitud […]
Lámina de tela no tejida reforzada, conjunto que comprende una lámina de tela de ese tipo, y método de tratamiento de una lámina de tela no tejida, del 27 de Noviembre de 2019, de APLIX: Lámina de tela (10, 110, 110', 210, 210') no tejida que se extiende de acuerdo con una dirección longitudinal (X1) y una dirección lateral (Y1) ortogonal a […]
Forro térmico para prendas protectoras, del 25 de Marzo de 2019, de PBI PERFORMANCE PRODUCTS, INC.: Forro térmico para ropa protectora que comprende: un material no tejido que tiene el 1-45% en peso de fibra de polibencimidazol, y siendo la […]
Tela no tejida con volumen, del 8 de Noviembre de 2018, de CARL FREUDENBERG KG: Procedimiento para la preparación de una tela no tejida con volumen que comprende las etapas de: (a) proporcionar una materia bruta de tela no tejida que contiene bolitas […]
Método para la fabricación de productos aislantes de lana mineral con emisiones bajas de formaldehído, del 23 de Octubre de 2018, de URSA INSULATION, S.A: Un metodo para producir productos de lana mineral con bajas emisiones de formaldehido, que comprende: (a) preparar una solucion acuosa que comprende […]
Formación de patrones sobre producto SMS, del 22 de Marzo de 2017, de ALBANY INTERNATIONAL CORP.: Un aparato para la producción de materiales no tejidos que comprende: al menos un aparato de unión por hilatura para formar una primera tela […]
 Producto basado en fibras minerales y procedimiento para obtenerlo, del 15 de Marzo de 2016, de SAINT-GOBAIN ISOVER: Un producto de aislamiento térmico basado en lana mineral, caracterizado por que las fibras tienen un micronaire menor que 10 l/min, especialmente de 9 l/min como […]
Producto basado en fibras minerales y procedimiento para obtenerlo, del 15 de Marzo de 2016, de SAINT-GOBAIN ISOVER: Un producto de aislamiento térmico basado en lana mineral, caracterizado por que las fibras tienen un micronaire menor que 10 l/min, especialmente de 9 l/min como […]