Procedimiento y dispositivo para la fabricación de conjuntos de almacenamiento de energía eléctrica.
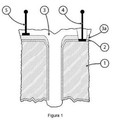
Procedimiento de fabricación del conjunto de almacenamiento de energía eléctrica (1) que comprende unelemento bobinado (10) cilíndrico que comprende por lo menos dos electrodos y por lo menos un separadorarrollados juntos en espiras (101),
desbordando cada electrodo por un extremo axial respectivo del elementobobinado con el fin de formar un sector colector de corriente (102, 103) sobre el cual está destinada a ser soldadapor lo menos una pieza colectora de corriente conectada eléctricamente a una tapa (30), pasando dicha tapa (30) acerrar una caja (20) en la que está alojado el elemento bobinado (10),
caracterizado porque
el procedimiento comprende una etapa de tumbado radial de por lo menos un sector colector de corriente (102, 103)en su extremo, del centro hacia la periferia del extremo del sector colector (102, 103).
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/EP2008/062131.
Solicitante: BATSCAP.
Nacionalidad solicitante: Francia.
Dirección: ODET 29500 ERGUÉ-GABÉRIC FRANCIA.
Inventor/es: CAUMONT,OLIVIER, LE DRIANT,FABRICE, MANDO,PHILIPPE.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- H01G13/00 ELECTRICIDAD. › H01 ELEMENTOS ELECTRICOS BASICOS. › H01G CONDENSADORES; CONDENSADORES, RECTIFICADORES, DETECTORES, CONMUTADORES O DISPOSITIVOS FOTOSENSIBLES O SENSIBLES A LA TEMPERATURA, DEL TIPO ELECTROLITICO (empleo de materiales especificados por sus propiedades dieléctricas H01B 3/00; condensadores con una barrera de potencial o una barrera de superficie H01L 29/00). › Aparatos especialmente adaptados para fabricar condensadores; Procesos especialmente adaptados a la fabricación de condensadores no previstos en los grupos H01G 4/00 - H01G 11/00.
PDF original: ES-2398003_T3.pdf
Fragmento de la descripción:
Procedimiento y dispositivo para la fabricación de conjuntos de almacenamiento de energía eléctrica.
La presente invención se refiere al campo técnico general de los conjuntos de almacenamiento de energía eléctrica.
Más particularmente, la invención ser refriere a un dispositivo y a un procedimiento para la fabricación de dichos conjuntos de almacenamiento de energía eléctrica.
Se entiende, en el marco de la presente invención, por "conjunto de almacenamiento de energía eléctrica", o bien un condensador (es decir, un sistema pasivo que comprende dos electrodos y un aislante) , o bien un supercondensador (es decir, un sistema que comprende por lo menos dos electrodos, un electrolito y por lo menos un separador) , o bien una batería de tipo batería de litio (es decir, un sistema que comprende un ánodo, un cátodo y una solución de electrolito entre el ánodo y el cátodo) .
Presentación general de la técnica anterior
Se conocen unos procedimientos para la fabricación de conjuntos de almacenamiento de energía eléctrica (véase el documento US-A1-2006/024572) .
Dicho conjunto de almacenamiento comprende clásicamente un elemento bobinado cilíndrico que comprende por lo menos dos electrodos y por lo menos un separador. Los electrodos y el separador comprenden respectivamente una o varias hojas superpuestas.
Cada electrodo desborda por un extremo respectivo del elemento bobinado para formar un sector colector de corriente en forma de espiral en cada extremo del elemento bobinado. Así, dos sectores colectores están dispuestos respectivamente en los dos extremos del elemento bobinado.
Cada sector colector está destinado a ser conectado y soldado por su extremo libre:
- o bien directamente a una tapa que cerrará un extremo de una caja cilíndrica hueca en la que está alojado el elemento bobinado,
- o bien a una pieza intermedia de conexión conectada a la tapa.
En la continuación de la descripción, se tendrá interés más particularmente en el caso en que el extremo del sector colector de corriente está soldado directamente a la tapa. Sin embargo, el lector apreciará que los problemas mencionados y las soluciones propuestas por la invención se aplican indiferentemente a la soldadura del extremo del sector a la tapa o a una pieza intermedia conectada a la tapa.
La técnica de soldadura entre el extremo de un sector colector y su tapa asociada es generalmente una soldadura láser realizada sobre unos radios del extremo del sector colector de corriente.
La calidad y la reproductibilidad de la soldadura láser del extremo del sector colector sobre la tapa están relacionadas principalmente con los parámetros siguientes:
- el control de la calidad del haz láser,
- el control de los espesores y de la homogeneidad del extremo del sector colector, y de la tapa a soldar,
- el control del contacto entre el extremo del sector colector y la tapa.
La calidad de la soldadura por transparencia tal como la efectuada actualmente adolece del hecho de que la tapa es maciza (2 a 3 milímetros de espesor generalmente y entre 0, 5 y 1 mm en la zona de soldadura) con respecto al extremo del sector colector de la bobina cuyo espesor está comprendido entre 20 y 50 micrones.
Esta diferencia de espesores actúa en gran manera sobre las transferencias térmicas durante la soldadura láser de una tapa sobre el extremo del sector colector de la bobina: en cuanto la tapa empieza a fundir, la porción fundida de la tapa se fundirá sobre el extremo del sector colector y puede provocar unos hundimientos de esta última debido a la gran diferencia de absorción de calor entre la tapa 30 y el extremo del sector colector.
Una mala calidad de contacto entre el extremo del sector colector y la tapa y/o un espesor variable del extremo del sector colector a lo largo de una soldadura puede generar:
- una mala calidad de soldadura relacionada con una falta de material soldado, lo cual provoca una elevación de la resistencia serie del conjunto de almacenamiento,
- la creación de orificios en la tapa debido a una inestabilidad de los puntos de fusión de la soldadura o del aprisionado de gas entre el extremo del sector colector y la tapa que crea una burbuja durante el calentamiento de la soladura, lo cual provoca una pérdida de estanqueidad del conjunto de almacenamiento.
Un objetivo de la invención es proponer un procedimiento de fabricación de un conjunto de almacenamiento que permite limitar las pérdidas de estanqueidad del conjunto de almacenamiento durante la soldadura de las tapas sobre los extremos de los sectores colectores de corriente.
Otro objetivo de la invención es proponer un procedimiento que permita mejorar la calidad eléctrica y mecánica de la soldadura.
Otro objetivo es proponer un dispositivo para la realización del procedimiento según la invención.
Presentación de la invención Con este fin se prevé un procedimiento de fabricación de un conjunto de almacenamiento de energía eléctrica que comprende un elemento bobinado cilíndrico que comprende por lo menos dos electrodos y por lo menos un separador arrollados juntos en espiras, desabordando cada electrodo por un extremo axial respectivo del elemento bobinado con el fin de formar un sector colector de corriente sobre el cual está destinada a ser soldada por lo menos una pieza colectora de corriente conectada eléctricamente a una tapa, pasando dicha tapa a cerrar una caja en la que está alojado el elemento bobinado, en el que el procedimiento comprende una etapa de tumbado radial de por lo menos un sector colector de corriente por su extremo, del centro hacia la periferia del extremo del sector colector.
El hecho de tumbar radialmente el extremo del sector colector del centro hacia la periferia de este extremo permite mejorar la planeidad del extremo del sector colector, lo cual mejora la calidad del contacto entre el extremo del sector colector y la tapa o la pieza intermedia de conexión.
En efecto, en el caso de un tumbado radial del extremo del sector colector de la periferia hacia el centro, unas porciones del sector colector tendrán tendencia a volver a su posición inicial una vez efectuado el tumbado, lo cual degrada la planeidad del extremo del sector colector de corriente, y por tanto la calidad del contacto entre el extremo del sector colector y la tapa o la pieza intermedia de conexión.
Evidentemente, la pieza denominada colectora de corriente puede ser una pieza intermedia entre el extremo del sector y la tapa (la pieza colectora está en este caso separada de la tapa) o formar parte de la tapa (la pieza colectora es en este caso solidaria a la tapa de manera que la tapa y la pieza colectora forman un elemento único) .
Unos aspectos preferidos pero no limitativos de este procedimiento según la invención son los siguientes, considerados solos o en combinación:
- el tumbado del extremo del sector colector de corriente (102, 103) se obtiene por aplastamiento,
- la etapa de tumbado se realiza sobre toda la superficie del extremo del sector colector de corriente (102, 103) ,
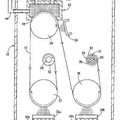
- la etapa de tumbado se realiza mediante la aplicación de por lo menos un rodillo (40) que comprime el extremo del sector colector de corriente (102, 103) desde el centro hacia la periferia del extremo del sector colector de corriente,
- el elemento bobinado (10) está animado con un movimiento relativo de traslación y de rotación con respecto al rodillo (40) ,
- la superficie de contacto entre el rodillo (40) y el extremo del sector colector de corriente (102, 103) es inferior al radio de dicho extremo,
- la etapa de tumbado comprende por lo menos una pasada del rodillo (40) sobre toda la superficie del extremo del sector colector de corriente (102, 103) ,
- la etapa de tumbado se efectúa en por lo menos dos pasadas del rodillo (40) sobre el extremo del sector colector de corriente (102, 103) , tumbando cada pasada las espiras (101) en una altura inferior a 1, 5 mm,
- la velocidad del movimiento de rotación es superior a 400 revoluciones por minuto, preferentemente comprendida entre 400 y 1600 revoluciones por minuto, y también más preferentemente comprendida entre 800 y 1300 revoluciones por minuto,
- el rodillo (40) tumba el extremo del sector colector de corriente en una altura comprendida entre 0, 5 milímetros y 3 milímetros,
- se tumban los sectores colectores de corriente (102, 103) de manera que se obtenga un recubrimiento de una espira sobre la espira consecutiva en por lo menos 0, 1 mm,
- por una parte, el elemento bobinado (10) cilíndrico está animado por un movimiento de rotación alrededor... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de fabricación del conjunto de almacenamiento de energía eléctrica (1) que comprende un elemento bobinado (10) cilíndrico que comprende por lo menos dos electrodos y por lo menos un separador arrollados juntos en espiras (101) , desbordando cada electrodo por un extremo axial respectivo del elemento bobinado con el fin de formar un sector colector de corriente (102, 103) sobre el cual está destinada a ser soldada por lo menos una pieza colectora de corriente conectada eléctricamente a una tapa (30) , pasando dicha tapa (30) a cerrar una caja (20) en la que está alojado el elemento bobinado (10) ,
caracterizado porque
el procedimiento comprende una etapa de tumbado radial de por lo menos un sector colector de corriente (102, 103) en su extremo, del centro hacia la periferia del extremo del sector colector (102, 103) .
2. Procedimiento según la reivindicación 1, caracterizado porque el tumbado del extremo del sector conductor de corriente (102, 103) se obtiene por aplastamiento.
3. Procedimiento según una de las reivindicaciones 1 a 2, caracterizado porque la etapa de tumbado se realiza sobre toda la superficie del extremo del sector colector de corriente (102, 103) .
4. Procedimiento según una de las reivindicaciones 2 o 3, caracterizado porque la etapa de tumbado se realiza aplicando por lo menos un rodillo (40) que comprime el extremo del sector colector de corriente (102, 103) , desde el centro hacia la periferia del extremo del sector colector de corriente.
5. Procedimiento según la reivindicación 4, caracterizado porque el elemento bobinado (10) está animado con un movimiento relativo de traslación y de rotación con respecto al rodillo (40) .
6. Procedimiento según una de las reivindicaciones 4 o 5, caracterizado porque la superficie de contacto entre el rodillo (40) y el extremo del sector colector de corriente (102, 103) es inferior al radio (10) de dicho extremo.
7. Procedimiento según una de las reivindicaciones 4 a 6, caracterizado porque la etapa de tumbado comprende por lo menos una pasada del rodillo (40) sobre toda la superficie del extremo del sector colector de corriente (102, 103) .
8. Procedimiento según la reivindicación 7, caracterizado porque la etapa de tumbado se efectúa en por lo menos dos pasadas del rodillo (40) sobre el extremo del sector colector de corriente (102, 103) , tumbando cada pasada las espiras (101) en un altura inferior a 1, 5 mm.
9. Procedimiento según una de las reivindicaciones 4 a 8, caracterizado porque la velocidad del movimiento de rotación es superior a 400 revoluciones por minuto, preferentemente comprendida entre 400 y 1600 revoluciones por minuto, y aún más preferentemente comprendida entre 800 y 1300 revoluciones por minuto.
10. Procedimiento según una de las reivindicaciones 4 a 9, caracterizado porque el rodillo (40) tumba el extremo del sector colector de corriente en una altura comprendida entre 0, 5 milímetros y 3 milímetros.
11. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque se tumban los sectores colectores de corriente (102, 103) de manera que se obtenga un recubrimiento de una espira sobre la espira consecutiva de por lo menos 0, 1 mm.
12. Procedimiento según una de las reivindicaciones 4 a 11, caracterizado porque por una parte, el elemento bobinado (10) cilíndrico está animado con un movimiento de rotación alrededor de su eje de revolución, y por otra parte, el rodillo (40) está animado con un movimiento de traslación perpendicularmente al eje de revolución del elemento bobinado (10) .
13. Procedimiento según una de las reivindicaciones 4 a 11, caracterizado porque por una parte, el soporte del rodillo (40) está fijo, y por otra parte, el elemento bobinado (10) cilíndrico está animado con un movimiento de rotación alrededor de su eje de revolución y con un movimiento de traslación con respecto al rodillo (40) .
14. Procedimiento según una de las reivindicaciones 4 a 11, caracterizado porque por una parte, el elemento bobinado (10) está fijo, y por otra parte, el rodillo (40) está animado con un movimiento de traslación y con un movimiento de traslación con respecto al elemento bobinado (10) .
15. Procedimiento según una de las reivindicaciones 1 a 14, caracterizado porque comprende una etapa que consiste en aplastar la pared lateral (104) del sector colector de corriente (102, 103) a nivel de su extremo libre, para achaflanar el exterior del sector colector de corriente una vez tumbado.
16. Procedimiento según una de las reivindicaciones 1 a 15, caracterizado porque el rodillo (40) comprende por lo menos una bola rotativa.
17. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque el rodillo (40) comprende una pluralidad de rodillos separados en una distancia d a lo largo de un radio del extremo del sector, desplazándose la pluralidad de rodillos del centro hacia la periferia del extremo del sector colector sobre la distancia d, de manera que tumben unas zonas diferentes del extremo del sector colector.
18. Procedimiento según una de las reivindicaciones 1 a 10, caracterizado porque el rodillo (40) comprende una pluralidad de rodillos separados angularmente unos con respecto a otros, estando cada rodillo en contacto con toda la superficie del extremo del sector colector de corriente, aumentando cada rodillo sucesivo la altura de tumbado del extremo del sector colector realizado por el rodillo precedente en contacto con el extremo del sector colector de corriente.
19. Procedimiento según una de las reivindicaciones 1 a 3, caracterizado porque la etapa de tumbado comprende:
- una etapa de preparación de los bordes de las espiras que consiste en orientar hacia el exterior el borde de las espiras del elemento bobinado, y
- una etapa que consiste en aplastar el borde de las espiras orientadas de la base del elemento bobinado.
20. Dispositivo de fabricación de un conjunto de almacenamiento de energía eléctrica que comprende un elemento bobinado (10) cilíndrico que comprende por lo menos dos electrodos y por lo menos un separador arrollados juntos en espiras (101) , desbordando cada electrodo por un extremo axial respectivo del elemento bobinado con el fin de formar un sector colector de corriente (102, 103) sobre el cual está destinada a ser soldada por lo menos una pieza colectora de corriente conectada eléctricamente a una tapa (30) , pasando dicha tapa a cerrar una caja (20) en la que está alojado el elemento bobinado (10) ,
caracterizado porque
el dispositivo comprende unos medios de tumbado radial de por lo menos un sector colector de corriente (102, 103) en su extremo, del centro hacia la periferia del extremo del sector colector (102, 103) .
21. Conjunto de almacenamiento de energía eléctrica que comprende un elemento bobinado (10) cilíndrico que comprende por lo menos dos electrodos y por lo menos un separador arrollados juntos en espiras (101) , desbordando cada electrodo por un extremo axial respectivo del elemento bobinado con el fin de formar un sector colector de corriente sobre el cual está destinada a ser soldada por lo menos una pieza colectora de corriente conectada eléctricamente a una tapa, pasando dicha tapa a cerrar una caja en la que está alojado el elemento bobinado,
caracterizado porque
por lo menos un sector colector de corriente está tumbado radialmente en su extremo, estando las espiras tumbadas del centro hacia la periferia del extremo del sector colector
22. Conjunto de almacenamiento de energía eléctrica según la reivindicación 21, caracterizado porque se obtiene mediante el procedimiento según una de las reivindicaciones 1 a 19.
Patentes similares o relacionadas:
Material de polímero dieléctrico multi-estratificado, condensador, uso del material y método de formación del mismo, del 23 de Octubre de 2019, de ABB SCHWEIZ AG: Un material de polímero dieléctrico multi-estratificado que comprende una pluralidad de capas dieléctricas, en donde la pluralidad de capas (101, […]
Tapa para conjunto de almacenamiento de energía, conjunto de almacenamiento de energía que comprende dicha tapa, y procedimiento de fabricación de un conjunto de almacenamiento de energía de este tipo, del 9 de Mayo de 2018, de Blue Solutions: Tapa para un conjunto de almacenamiento de energía, destinada a ser insertada en un extremo de una envuelta en la que está colocado un elemento capacitivo […]
Procedimiento de fabricación de un conjunto de almacenamiento de energía eléctrica, del 1 de Noviembre de 2017, de Blue Solutions: Procedimiento de fabricación de un conjunto de almacenamiento de energía eléctrica que comprende por lo menos: - una envuelta externa que […]
 Un método de acondicionamiento de un supercondensador a su voltaje de trabajo y supercondensador, del 27 de Enero de 2016, de OÜ Skeleton Technologies Group: Un método de acondicionamiento de un supercondensador, en el que el supercondensador comprende al menos un par de los electrodos cargados positiva y negativamente, incluyendo […]
Un método de acondicionamiento de un supercondensador a su voltaje de trabajo y supercondensador, del 27 de Enero de 2016, de OÜ Skeleton Technologies Group: Un método de acondicionamiento de un supercondensador, en el que el supercondensador comprende al menos un par de los electrodos cargados positiva y negativamente, incluyendo […]
 Condensador de silicio macroporoso de baja resistencia serie, del 4 de Noviembre de 2014, de UNIVERSITAT POLITECNICA DE CATALUNYA: La presente solicitud de Patente de Invención consiste conforme indica su enunciado, en un "condensador de silicio macroporoso de baja resistencia serie", cuyas nuevas […]
Condensador de silicio macroporoso de baja resistencia serie, del 4 de Noviembre de 2014, de UNIVERSITAT POLITECNICA DE CATALUNYA: La presente solicitud de Patente de Invención consiste conforme indica su enunciado, en un "condensador de silicio macroporoso de baja resistencia serie", cuyas nuevas […]
Procedimiento de fabricación de un componente con función electrónica, del 4 de Junio de 2014, de Eurofarad-EFD: Procedimiento de realización de un componente multimaterial tridimensional compuesto por al menos un primer y un segundo material (A, B), consistiendo […]
 Procedimiento y aparato para la fabricación de un material de revestimiento, del 29 de Enero de 2014, de PRIMIX CORPORATION: Procedimiento para la fabricación de un material de revestimiento de ingredientes mezclados que incluyen unpolvo y un solvente, comprendiendo el procedimiento:
una […]
Procedimiento y aparato para la fabricación de un material de revestimiento, del 29 de Enero de 2014, de PRIMIX CORPORATION: Procedimiento para la fabricación de un material de revestimiento de ingredientes mezclados que incluyen unpolvo y un solvente, comprendiendo el procedimiento:
una […]
 Aparato para producir una lámina multicapa y procedimiento de producción de lámina multicapa, del 4 de Diciembre de 2013, de Kojima Press Industry Co., Ltd: Aparato para producir una lámina multicapa comprendiendo:
una cámara de vacío que incluye, en un interior de la misma, un rodillo de […]
Aparato para producir una lámina multicapa y procedimiento de producción de lámina multicapa, del 4 de Diciembre de 2013, de Kojima Press Industry Co., Ltd: Aparato para producir una lámina multicapa comprendiendo:
una cámara de vacío que incluye, en un interior de la misma, un rodillo de […]