Procedimiento y aparato para fabricar productos recubiertos parcialmente.
Procedimiento para fabricar un producto dotado de recubrimiento (5),
que comprende las etapas de:
- proporcionar una representación digital del producto;
- suministrar secuencialmente energía y/o material a puntos espaciales específicos, bajo el control de larepresentación digital del producto;
- recubrir el producto;
caracterizado porque el producto es un producto recubierto parcialmente que tiene por lo menos un área recubierta(6) y por lo menos un área no recubierta (7),
- incluyendo el producto representado mediante dicha representación digital, para cada área prevista no recubierta,una capa de recubrimiento extraíble (8) dispuesta para recubrir temporalmente dicha área
- suministrando secuencialmente la energía y/o el material para fabricar la capa de recubrimiento extraíble (8) sobreel producto;
- incluyendo dicho recubrimiento (10) la capa de recubrimiento para cada área prevista no recubierta;comprendiendo el procedimiento
- extraer del producto la capa de recubrimiento (8) para cada área prevista no recubierta, incluyendo el recubrimientode la capa de recubrimiento.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/NL2007/050590.
Solicitante: NEDERLANDSE ORGANISATIE VOOR TOEGEPAST-NATUURWETENSCHAPPELIJK ONDERZOEK TNO.
Nacionalidad solicitante: Países Bajos.
Dirección: SCHOEMAKERSTRAAT 97 2628 VK DELFT PAISES BAJOS.
Inventor/es: KAMPERMAN,NICODEMUS FREDERIKUS, TACKEN,ROLAND ANTHONY, VAN DE VORST,LAMBERTUS THEODORUS GERARDUS.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29C41/20 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29C CONFORMACIÓN O UNIÓN DE MATERIAS PLÁSTICAS; CONFORMACIÓN DE MATERIALES EN ESTADO PLÁSTICO, NO PREVISTA EN OTRO LUGAR; POSTRATAMIENTO DE PRODUCTOS CONFORMADOS, p. ej. REPARACIÓN (fabricación de preformas B29B 11/00; fabricación de productos estratificados combinando capas previamente no unidas para convertirse en un producto cuyas capas permanecerán unidas B32B 37/00 - B32B 41/00). › B29C 41/00 Conformación por revestimiento de un molde, núcleo u otro soporte, es decir, depositando material para moldear y desmoldear el objeto formado; Aparatos a este efecto (con presión de compactado B29C 43/00). › incorporando partes o capas preformadas, p. ej. moldeo alrededor de elementos insertos o sobre objetos a recubrir.
- B29C67/00 B29C […] › Técnicas de conformación no cubiertas por los grupos B29C 39/00 - B29C 65/00, B29C 70/00 o B29C 73/00.
- B29C69/00 B29C […] › Combinaciones de técnicas de conformación no previstas en un solo grupo principal B29C 39/00 - B29C 67/00, p. ej. asociaciones de técnicas de moldeo y ensamblaje; Aparatos a este efecto.
- C23C18/16 QUIMICA; METALURGIA. › C23 REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO QUIMICO DE LA SUPERFICIE; TRATAMIENTO DE DIFUSION DE MATERIALES METALICOS; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL; MEDIOS PARA IMPEDIR LA CORROSION DE MATERIALES METALICOS, LAS INCRUSTACIONES, EN GENERAL. › C23C REVESTIMIENTO DE MATERIALES METALICOS; REVESTIMIENTO DE MATERIALES CON MATERIALES METALICOS; TRATAMIENTO DE MATERIALES METALICOS POR DIFUSION EN LA SUPERFICIE, POR CONVERSION QUIMICA O SUSTITUCION; REVESTIMIENTO POR EVAPORACION EN VACIO, POR PULVERIZACION CATODICA, POR IMPLANTACION DE IONES O POR DEPOSICION QUIMICA EN FASE VAPOR, EN GENERAL (fabricación de productos revestidos de metal por extrusión B21C 23/22; revestimiento metálico por unión de objetos con capas preexistentes, ver las clases apropiadas, p. ej. B21D 39/00, B23K; metalización del vidrio C03C; metalización de piedras artificiales, cerámicas o piedras naturales C04B 41/00; esmaltado o vidriado de metales C23D; tratamiento de superficies metálicas o revestimiento de metales mediante electrolisis o electroforesis C25D; crecimiento de monocristales C30B; mediante metalización de textiles D06M 11/83; decoración de textiles por metalización localizada D06Q 1/04). › C23C 18/00 Revestimiento químico por descomposición ya sea de compuestos líquidos, o bien de soluciones de los compuestos que constituyen el revestimiento, no quedando productos de reacción del material de la superficie en el revestimiento; Deposición por contacto. › por reducción o por sustitución, p. ej. deposición sin corriente eléctrica (C23C 18/54 tiene prioridad).
- H05K3/18 ELECTRICIDAD. › H05 TECNICAS ELECTRICAS NO PREVISTAS EN OTRO LUGAR. › H05K CIRCUITOS IMPRESOS; ENCAPSULADOS O DETALLES DE LA CONSTRUCCIÓN DE APARATOS ELECTRICOS; FABRICACION DE CONJUNTOS DE COMPONENTES ELECTRICOS. › H05K 3/00 Aparatos o procedimientos para la fabricación de circuitos impresos. › utilizando técnicas de precipitación para aplicar el material conductor.
PDF original: ES-2401925_T3.pdf
Fragmento de la descripción:
Procedimiento y aparato para fabricar productos recubiertos parcialmente Campo de la invención La invención se refiere a un procedimiento y un sistema para fabricar un producto recubierto parcialmente, que tiene por lo menos una zona recubierta y por lo menos una zona no recubierta.
Antecedentes El recubrimiento de plásticos es una práctica común desde hace años, por ejemplo por la metalización de plásticos. La metalización selectiva, por ejemplo de productos cerámicos o plásticos, es una disciplina en auge, originada por la llegada de tecnologías tales como MID, MEMS, moldeo a presión de dos componentes, y por los objetivos de miniaturización y disminución de peso. Un objetivo importante de la metalización es conseguir productos ligeros que comprenden circuitos eléctricamente conductores sobre productos (tridimensionales) , tales como conectores eléctricos, detectores, accionadores, antenas, etc. Mediante la metalización selectiva pueden sustituirse los cables de cobre sueltos convencionales por trazas metálicas integradas sobre la superficie del producto. Los desarrollos de los últimos años se centran claramente en técnicas aplicables en 3D.
La patente US 5 234 636 da a conocer un procedimiento, según el preámbulo de la reivindicación 1, y un aparato, según el preámbulo de la reivindicación 6. El documento describe diversas maneras de aplicar recubrimientos a una estructura estereolitográfica, en un ejemplo, se utiliza recubrimiento electrostático, en el que la estructura es puesta a tierra eléctricamente y situada en un entorno de partículas cargadas electrostáticamente. A continuación, las partículas que han resultado acopladas a la estructura se funden para formar el recubrimiento. En otra realización, la estructura se sumerge en un líquido curable, o se rocía con dicho líquido, y se efectúa el curado irradiando luz UV sobre la estructura. Pueden aplicarse diferentes capas de recubrimiento utilizando rociado o inmersión con un líquido conductor, seguido de recubrimiento electrostático.
La patente US2001/045361 describe el recubrimiento parcial de productos fabricados mediante moldeo por inyección de dos componentes. Se utiliza depósito sin corriente eléctrica y electrodepósito para metalizar el producto. Las zonas a metalizar se componen de un primer plástico y las zonas a no metalizar se componen de un segundo plástico. Después de que toda la superficie de las partes ha sido sembrada, el producto sembrado se elimina selectivamente con la ayuda de un disolvente en las zonas a no metalizar.
Características Es un objetivo proporcionar un recubrimiento parcial de productos, adaptado a productos con formas 3D complejas.
Se da a conocer un procedimiento para fabricar un producto recubierto parcialmente que tiene por lo menos un área recubierta y por lo menos un área no recubierta, según la reivindicación 1.
Se da a conocer un sistema para fabricar un producto recubierto parcialmente, según la reivindicación 6. La reivindicación 11 se refiere a un programa informático adaptado para llevar a cabo las etapas del procedimiento de la reivindicación 1. La reivindicación 12 se refiere a un objeto intermedio.
De este modo, cada área superficial del producto que no ha de ser recubierta o revestida en la etapa final, recibe en primer lugar una capa de recubrimiento que recubre aquellas áreas que no han de recubrirse, el producto entero es recubierto (o revestido) y finalmente se retiran las capas de recubrimiento mediante corte, ruptura, fresado, etc., descubriendo de este modo las áreas superficiales no recubiertas subyacentes.
Dado que la capa de recubrimiento, que recubre cada área prevista no recubierta, está aislada respecto de dicha área mediante una capa de aislamiento, por ejemplo en la forma de una cámara muy delgada, plana, el producto puede fabricarse mediante una técnica de "fabricación rápida" (RM, "Rapid Manufacturing") , que puede definirse como un suministro secuencial de energía y/o material a puntos espaciales específicos para fabricar el producto bajo el control de la representación digital del producto creada con la ayuda de un ordenador.
Una forma de técnica RM que puede adaptarse es la sinterización láser selectiva (SLS® (Selective Laser Sintering) , una marca registrada de 3D Systems, Inc.) , una técnica de fabricación aditiva rápida que utiliza un láser de alta potencia (por ejemplo, un láser de dióxido de carbono) para fundir pequeñas partículas de material en polvo de plástico, metal o cerámica, formando una masa que representa el producto tridimensional deseado. El láser funde selectivamente material en polvo escaneando secciones transversales generadas a partir de una descripción digital en 3D de la pieza (por ejemplo, a partir de un archivo CAD o de datos de escaneado) sobre la superficie de un lecho de material en polvo. Después de que es escaneada cada sección transversal, el lecho de material en polvo se reduce mediante el grosor de una capa, se aplica una nueva capa de material en la parte superior, y se repite el proceso hasta completar el producto.
El procedimiento y el sistema pueden utilizarse, a modo de ejemplo, para permitir el sembrado selectivo o la activación avanzada de un producto con un "recubrimiento" de partículas catalizadoras que pueden iniciar un sucesivo depósito metálico sin corriente eléctrica, por ejemplo, de cobre. De este modo, pueden fabricarse circuitos eléctricos tridimensionales en las superficies de los productos respectivos.
Breve descripción de los dibujos A continuación se describirá una realización a modo de ejemplo utilizando las figuras siguientes.
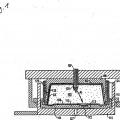
La figura 1 muestra esquemáticamente una configuración de fabricación a modo de ejemplo, que está dispuesta para fabricar un producto recubierto parcialmente;
la figura 2 muestra esquemáticamente las etapas de fabricación.
Realización a modo de ejemplo El sistema de la figura 1 comprende un sistema de ordenador -1- que es adecuado para proporcionar una representación digital de un producto -5- recubierto parcialmente que tiene - en su estado acabado - superficies recubiertas -6- y superficies no recubiertas -7- (ver figura 2) , sistema -1- que está conectado a un dispositivo de fabricación -2- que está dispuesto para fabricar el producto -5- (aún no recubierto) bajo el control de la representación digital recibida desde el sistema -1-.
El producto -5- comprende capas de recubrimiento -8-, que recubren cada una un área prevista no recubierta -7-, aisladas respecto de dicha área mediante una capa de aislamiento -9-, en forma de cámara. La cámara puede ser muy delgada y/o plana y puede incluso tener forma de lámina, y puede estar "vacía" o llena de un gas, un líquido, un material en polvo o un sólido. El producto puede fabricarse mediante una técnica de "fabricación rápida" (RM) , bien conocida en la técnica, que puede definirse como un suministro secuencial de energía y/o materia a puntos espaciales específicos para fabricar el producto, bajo el control de la representación digital del producto creada con la ayuda de un ordenador. Capas de recubrimiento -8- pueden llegar sobre el producto -5- junto a las áreas no recubiertas -7-, por ejemplo a lo largo de un borde alrededor de dichas áreas, para formar paredes laterales de la cámara. Opcionalmente, dichas paredes pueden subdividir un área mayor en una serie de áreas no recubiertas -7-. Cuando la cámara no está "vacía", sino llena de material en polvo o sólido, puede ser posible omitir las paredes laterales.
Un tipo de técnica de RM que puede adaptarse es la sinterización láser selectiva (SLS®, registrada por 3D Systems, Inc.) , una técnica de fabricación aditiva rápida que utiliza un ordenador y láser de alta potencia (por ejemplo, un láser de dióxido de carbono) para fundir pequeñas partículas de material en polvo de plástico, metal o cerámica, en una masa en posiciones escaneables con respecto al producto. El ordenador contiene información que representa el producto tridimensional deseado y las capas de recubrimiento. El ordenador controla el láser para fundir selectivamente material en polvo escaneando secciones transversales generadas a partir de la descripción digital en 3D de la pieza (por ejemplo, a partir de un archivo CAD o de datos de escaneado en el ordenador) sobre la superficie de un lecho de material en polvo. Después de que es escaneada cada sección transversal, el lecho de material en polvo es bajado en el grosor de una capa, se aplica una nueva capa de material en la parte superior, y se repite el proceso hasta completar el producto.
Alternativamente, puede utilizarse estereolitografía, en la que se cura resina en posiciones seleccionables dirigiendo un... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento para fabricar un producto dotado de recubrimiento (5) , que comprende las etapas de:
- proporcionar una representación digital del producto;
- suministrar secuencialmente energía y/o material a puntos espaciales específicos, bajo el control de la representación digital del producto;
- recubrir el producto;
caracterizado porque el producto es un producto recubierto parcialmente que tiene por lo menos un área recubierta (6) y por lo menos un área no recubierta (7) ,
- incluyendo el producto representado mediante dicha representación digital, para cada área prevista no recubierta, una capa de recubrimiento extraíble (8) dispuesta para recubrir temporalmente dicha área
- suministrando secuencialmente la energía y/o el material para fabricar la capa de recubrimiento extraíble (8) sobre
el producto; 20
- incluyendo dicho recubrimiento (10) la capa de recubrimiento para cada área prevista no recubierta; comprendiendo el procedimiento
- extraer del producto la capa de recubrimiento (8) para cada área prevista no recubierta, incluyendo el recubrimiento 25 de la capa de recubrimiento.
2. Procedimiento, según la reivindicación 1, en el que la representación digital incluye, para cada área prevista no recubierta (7) , una capa de aislamiento (9) entre dicha área y la capa de recubrimiento (8) para el área, fabricándose la capa de recubrimiento aislada del área sobre el producto mediante la capa de aislamiento.
3. Procedimiento, según la reivindicación 1 ó 2, en el que la capa de recubrimiento (8) se fabrica aislada del área sobre el producto, mediante una cámara dispuesta entre dicha área y la capa de recubrimiento.
4. Procedimiento, según cualquiera de las reivindicaciones anteriores, en el que la capa de recubrimiento (8) y el
producto (5) se fabrican ambos durante un mismo suministro secuencial de energía y/o material a puntos espaciales específicos, bajo el control de la representación digital del producto.
5. Procedimiento, según cualquiera de las reivindicaciones anteriores, en el que el producto (5) se fabrica mediante una técnica de "fabricación rápida", que comprende un suministro secuencial de energía y/o material a puntos 40 espaciales específicos para fabricar el producto bajo el control de la representación digital del producto.
6. Sistema para fabricar un producto recubierto (5) , que comprende
- medios (1) que definen una representación digital del producto, y 45
- un dispositivo de fabricación (2) que está dispuesto para suministrar secuencialmente energía y/o material a puntos espaciales específicos, bajo el control de la representación digital;
- medios (3) para recubrir (10) el producto;
caracterizado porque el sistema está dispuesto para fabricar un producto recubierto parcialmente (5) que tiene por lo menos un área recubierta (6) y por lo menos un área no recubierta (7) , incluyendo la representación digital del producto una capa de recubrimiento extraíble (8) para cada área prevista no recubierta, que recubre el área prevista no recubierta (7) , estando dispuesto el dispositivo de fabricación (2) para fabricar la capa de recubrimiento sobre el
producto, mediante dicho suministro secuencial de energía y/o material, recubriendo el producto mediante dichos medios (3) para recubrir (10) el producto, incluyendo las capas de recubrimiento para cada área prevista no recubierta; comprendiendo el sistema
- medios de extracción (4) que están dispuestos para extraer la capa de recubrimiento para cada área prevista no 60 recubierta, respecto de dicha por lo menos un área prevista no recubierta.
7. Sistema, según la reivindicación 6, en el que los medios (1) para proporcionar la representación digital están configurados para definir una capa de aislamiento (9) entre el producto y la capa de recubrimiento, estando dispuesto el dispositivo (2) de fabricación para fabricar la capa de aislamiento con la capa de recubrimiento.
8. Sistema, según la reivindicación 6 ó 7, en el que el dispositivo de fabricación (2) está dispuesto para fabricar la capa de recubrimiento junto con el producto, mediante dicho suministro secuencial de energía y/o material a puntos espaciales específicos.
9. Sistema, según la reivindicación 6, comprendiendo el dispositivo de fabricación
- un láser configurado para fundir o curar material en una masa, en puntos seleccionables;
- un ordenador de control configurado para controlar el láser a efectos de seleccionar dichas posiciones, bajo el
control de una representación digital del producto, que define una capa de recubrimiento (8) para cada área prevista no recubierta, la cual recubre dicha área prevista no recubierta (7) , separada del producto mediante una capa de aislamiento.
10. Sistema, según la reivindicación 6, comprendiendo el dispositivo de fabricación 15
- un dispositivo de depósito con una salida para emitir material a posiciones seleccionables desde la salida;
- un ordenador de control configurado para controlar el dispositivo de depósito a efectos de seleccionar dichas posiciones, bajo el control de una representación digital del producto, que define una capa de recubrimiento (8) para
cada área prevista no recubierta, la cual recubre dicha área prevista no recubierta (7) , separada del producto mediante una capa de aislamiento.
11. Programa informático que comprende medios de código de programa adaptados para llevar a cabo las etapas del procedimiento según la reivindicación 1, cuando dicho programa se ejecuta en un ordenador. 25
12. Objeto intermedio para aplicar un recubrimiento a un producto, por lo menos en un área (6) de recepción de recubrimiento y por lo menos no en un área (7) de no recepción de recubrimiento del producto, comprendiendo el objeto intermedio el producto, sobre el cual se recubre el área de no recepción de recubrimiento (7) mediante una capa de recubrimiento extraíble (8) , como resultado de suministrar secuencialmente energía y/o material, y con una capa de aislamiento (9) entre la capa de recubrimiento y el área de no recepción de recubrimiento, comprendiendo además el objeto intermedio una capa de recubrimiento sobre el área de recepción de recubrimiento y la capa de recubrimiento sobre el área de no recepción de recubrimiento.
Patentes similares o relacionadas:
Bolsa de vacío integralmente rígida, reutilizable y método de hacer la misma, del 3 de Junio de 2020, de THE BOEING COMPANY: Una bolsa de vacío para procesar una pieza , que comprende: un diafragma de bolsa elástico flexible generalmente plano adaptado para colocarse sobre la pieza […]
Procedimiento de fabricación de prendas de protección, del 17 de Julio de 2019, de A T G CEYLON (PRIVATE) LIMITED: Un procedimiento de fabricación de un material para prendas, que comprende: proporcionar un sustrato formado por hilo y que tiene intersticios a través del […]
Estructuras tisulares simuladas y métodos, del 10 de Abril de 2019, de APPLIED MEDICAL RESOURCES CORPORATION: Un método para hacer una estructura tisular simulada que comprende las etapas de: proporcionar un mandril que tiene un extremo proximal, […]
Procedimiento para la manufactura de un módulo óptico con una óptica polimérica, del 2 de Noviembre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la fabricación de un módulo óptico que comprende los pasos: a. disposición de un sustrato conformado como soporte translúcido con una primera […]
Procedimiento para la producción de un módulo óptico con una óptica de silicona, módulo óptico y su uso, del 12 de Octubre de 2016, de HERAEUS NOBLELIGHT GMBH: Procedimiento para la producción de un módulo óptico, comprendiendo los pasos: a. Puesta a disposición de un substrato con una primera superficie ; b. Puesta […]
Instrumento gimnástico, aparato y procedimiento para llevarlo a cabo, del 10 de Septiembre de 2014, de Trial S.R.L: Instrumento gimnástico que comprende al menos una pared externa y al menos una cavidad interna; dicho instrumento comprende al menos dos paredes externas impermeables […]
 Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
Cápsula para bebida con un elemento de estanqueidad, del 20 de Agosto de 2014, de NESTEC S.A.: Una cápsula para contener unos ingredientes de bebida que está diseñada para la introducción en un dispositivo de producción de bebida en […]
 Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo, del 17 de Diciembre de 2013, de ILLINOIS TOOL WORKS INC.: Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal y barras fabricadas por sobremoldeo sobre núcleos rígidos […]
Reposacabezas ligero optimizado según recursos de producción y procedimiento asociado al mismo, del 17 de Diciembre de 2013, de ILLINOIS TOOL WORKS INC.: Reposacabezas ligero optimizado según recursos de producción, que comprende un cabezal y barras fabricadas por sobremoldeo sobre núcleos rígidos […]