Conformado de un acristalamiento que comprende una abertura.
Procedimiento de preparación de una hoja de vidrio (1) bombeada incluyendo una abertura (2) incluyendo unbombeado seguido de un enfriamiento,
estando realizado dicho bombeado al menos parcialmente por gravedad,caracterizado porque la periferia de la hoja (3) y la periferia de la abertura (4) están sostenidas al menos al principiodel enfriamiento por un esqueleto llamado final (33,34), siendo dicha esqueleto una banda lineal de metal quepresenta uno de sus cantos hacia arriba para soportar el vidrio.
Tipo: Patente Internacional (Tratado de Cooperación de Patentes). Resumen de patente/invención. Número de Solicitud: PCT/FR2010/050364.
Solicitante: SAINT-GOBAIN GLASS FRANCE.
Nacionalidad solicitante: Francia.
Dirección: 18, AVENUE D'ALSACE 92400 COURBEVOIE FRANCIA.
Inventor/es: LABROT, MICHAEL, OLIVIER, THIERRY, BERTHE,FRÉDÉRIC.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- C03B23/025 QUIMICA; METALURGIA. › C03 VIDRIO; LANA MINERAL O DE ESCORIA. › C03B FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA; PROCESOS SUPLEMENTARIOS EN LA FABRICACION O MODELADO DE VIDRIO O DE LANA MINERAL O DE ESCORIA (tratamiento de la superficie C03C). › C03B 23/00 Acabado del vidrio modelado (acabado de fibras o filamentos C03B 37/14). › por gravedad.
- C03B23/027 C03B 23/00 […] › con moldes que tienen por lo menos dos secciones de moldes pivotantes hacia arriba.
- C03B27/044 C03B […] › C03B 27/00 Templado de los artículos de vidrio (post-tratamiento de fibras C03B 37/10). › para hojas de vidrio plano o abombado en posición horizontal.
- C03B35/20 C03B […] › C03B 35/00 Transporte de los artículos de vidrio durante su fabricación. › por medio de pinzas o cuadros-soporte.
- C03B40/00 C03B […] › Prevención de la adherencia entre vidrio y vidrio o entre el vidrio y los medios utilizados para formarlo.
PDF original: ES-2401490_T3.pdf
Fragmento de la descripción:
Conformado de un acristalamiento que comprende una abertura.
El invento se refiere a un procedimiento de conformado de un acristalamiento que incluye una o varias aberturas y pudiendo principalmente ejercer como techo de un vehículo automóvil.
La realización de techos (“canopy” en inglés) fijos de vidrio de vehículos automóviles presenta un determinado número de ventajas tales como la estética, el coste, la transparencia, la posibilidad de dotar el techo de células fotovoltaicas, etc. Se puede querer añadir una función de apertura a este tipo de techos dotándolo de una ventana accesible y abrible desde el interior del vehículo. Esto precisa que se sepa realizar el bombeado de un acristalamiento dotado de un orificio de gran abertura sin que dicho orificio no lo fragilice desconsideradamente ni modifique de forma ostensible sus curvas generales, lo que perjudicaría la estética, la funcionalidad del producto, y podría producir defectos ópticos. Una de las mayores dificultades consiste en garantizar las tolerancias ajustadas de la abertura interior respecto del contorno exterior del acristalamiento para satisfacer la conexión con el techo móvil. Además, dicho acristalamiento debe resistir suficientemente a las fuerzas ejercidas por el viento (efecto “windload”) que lo solicitan fuertemente durante el rodaje ya sea a techo abierto o cerrado. Debe también resistir a una carga tal como un metro de nieve. Otro tipo de solicitaciones son los efectos de torsión que aparecen por ejemplo cuando una rueda del vehículo reposa sobre una acera o en el caso de una subida brutal sobre la acera. Se ha constatado la aparición de esfuerzos de extensión en las esquinas de la abertura en el techo cuando el acristalamiento es sometido a todo tipo de esfuerzo mecánico.
El documento US5974834 enseña el bombeado y el temple de un acristalamiento incluyendo un agujero de pequeño tamaño, esencialmente para hacer la función de luneta trasera de vehículo automóvil. Dicho orificio en la luneta trasera sirve esencialmente para la fijación de una antena o de una luz de freno, de manera que su área es como máximo del orden de 0, 006 m2. El bombeado de una hoja de cristal individual es realizado por gravedad sobre un marco incluyendo un soporte adicional para el borde del orificio. Este soporte adicional tiene muescas en su borde (como lo enseñan igualmente mediante WO93/02017 o US5118335 en lo que concierne al borde externo de un acristalamiento sin agujero) de manera que haga más accesible el borde del vidrio al aire del temple. El borde del acristalamiento puede supuestamente llegar al centro de las muescas como lo muestra la figura 5 de US5118335. Según US5974834 el soporte puede también ser una placa metálica completa de área más grande que el orificio de manera que soporte los bordes del orificio durante el bombeado y el temple. Un marco de bombeado de luneta trasera de vehículo automóvil presenta generalmente una anchura de contacto de más de 5 cm.
Unos ensayos realizados por la solicitante han mostrado que este tipo de soporte de los bordes de la abertura no eran de tal naturaleza que condujeran a un acristalamiento suficientemente sólido, en particular para la aplicación “techo abrible integrado”. Principalmente un soporte con muescas parece llevar a una sucesión de compresiones y de extensiones en el borde del acristalamiento, lo que de hecho lo hace considerablemente más frágil y además engendra fallos ópticos redhibitorios.
En el marco del presente invento, con el fin de dar al borde de la abertura una resistencia suficiente, se ha decidido darle un cinturón de compresión, lo que significa que el borde extremo de la abertura está sistemáticamente en compresión para todo el perímetro de la abertura. Además, se ha buscado dar a esta compresión un valor elevado de al menos 4 MPa, y preferentemente al menos 6 MPa, y de forma también preferida al menos 8 MPa, y de forma también preferida al menos 9 MPa en cualquier lugar del perímetro de la abertura. Estos valores conciernen en primer lugar la hoja de vidrio en contacto con el contorno exterior del vehículo automóvil y preferentemente igualmente la otra o las otras hojas contenidas en el acristalamiento laminado, y por tanto también la media aritmética de los valores de esfuerzo de todas las hojas del acristalamiento.
Para alcanzar este objetivo, se ha encontrado que el soporte del borde de la abertura al menos en el momento del comienzo del enfriamiento era ventajosamente continuo (o lineal, en oposición a “con muescas” como en US5974834) y paralelo al borde del acristalamiento. Esto implica que en cualquier punto del borde del soporte de la abertura, la tangente al soporte no atraviesa jamás el interior de dicho soporte, lo que no es el caso del marco “con muescas” del arte anterior. Además, el soporte de la abertura debe ser relativamente fino y estar situado a algunos mm, generalmente al menos 2 mm e incluso al menos 3 mm del borde de la abertura del acristalamiento que soporta como final del soporte. Este tipo de soporte está a menudo designado por el término “esqueleto”. Un esqueleto es una fina banda de metal que presenta uno de sus cantos hacia arriba para soportar el cristal, el espesor de dicho canto va generalmente de 1 a 5 mm y más generalmente de 2 a 3, 5 mm. Al final del bombeado, el esqueleto está en contacto continuo sobre el canto con el vidrio (para la etapa de bombeado haciendo intervenir el esqueleto en cuestión) . Los esqueletos están preferentemente revestidos de materiales fibrosos del tipo fieltro o tela de fibras refractarias metálicas y/o cerámica, tal y como conoce el experto en la materia. Estos filtros reducen el marcado del vidrio. Este material fibroso presenta generalmente un espesor que va desde 0, 3 a 1 mm.
Al igual que para el borde de la abertura, el borde exterior (o externo) del acristalamiento presenta igualmente, preferentemente, un cinturón de compresión de al menos 4 MPa, y preferentemente al menos 6 MPa, y preferentemente al menos 8 MPa, y de forma también preferida al menos 9 MPa en cualquier lugar del perímetro de la hoja de vidrio. Para alcanzar estos valores, se soporta la periferia de la hoja mediante un esqueleto al menos alprincipio del enfriamiento tal y como ya ha sido explicado para la abertura. Éstos valores conciernen en primer lugar la hoja de vidrio en contacto con el contorno exterior del vehículo automóvil (por tanto la hoja directamente en contacto con el esqueleto) y preferentemente igualmente la otra o las otras hojas contenidas en el acristalamiento laminado, y por tanto también la media aritmética de los valores del esfuerzo de todas las hojas del acristalamiento.
El procedimiento según el invento incluyendo un bombeado seguido de un enfriamiento es tal y como se define en la reivindicación 1.
El enfriamiento es realizado al menos al principio sobre el esqueleto, tanto a nivel del borde de la abertura como a nivel del borde exterior del acristalamiento. El esqueleto que soporta el vidrio al principio del enfriamiento es llamado “esqueleto final”, dando por hecho que este esqueleto final puede ser también el esqueleto de bombeado y en particular el último esqueleto de bombeado en contacto con el vidrio para el caso de la utilización de un esqueleto múltiple. Así, la integridad del bombeado y del enfriamiento puede ser realizadas sobre el mismo esqueleto.
Así, el invento concierne en primer lugar un procedimiento de preparación de una hoja de vidrio bombeada incluyendo una abertura que incluye un bombeado seguido de un enfriamiento, estando la periferia de la hoja y la periferia de la abertura sostenida al menos al principio del enfriamiento por un esqueleto (llamado “final”) . Ventajosamente, el esqueleto final está a una distancia del borde de la abertura de la hoja con la que está en contacto, de al menos 2 mm y más generalmente al menos 3 mm, por ejemplo al menos 5 mm, al menos al principio del enfriamiento, es decir con la forma final de la hoja. El esqueleto final está, al menos al principio del enfriamiento, en contacto continuo sobre el canto con el vidrio.
El procedimiento según el invento está bien adaptado a los acristalamientos de todos los tamaños e incluso a los de grandes dimensiones pudiendo hacer el papel de techo de vehículo automóvil. Por acristalamiento de grandes dimensiones, se entiende aquellos en los que una cara tiene más de 0, 8 m², incluso más de 1 m², incluso más de 2 m² (por supuesto, se trata del área total de una cara principal incluyendo la superficie del vidrio + la superficie de toda la abertura) . Los acristalamiento de grandes dimensiones son particularmente pesados y se habría podido pensar que los soportes... [Seguir leyendo]
Reivindicaciones:
1. Procedimiento de preparación de una hoja de vidrio (1) bombeada incluyendo una abertura (2) incluyendo un bombeado seguido de un enfriamiento, estando realizado dicho bombeado al menos parcialmente por gravedad, caracterizado porque la periferia de la hoja (3) y la periferia de la abertura (4) están sostenidas al menos al principio del enfriamiento por un esqueleto llamado final (33, 34) , siendo dicha esqueleto una banda lineal de metal que presenta uno de sus cantos hacia arriba para soportar el vidrio.
2. Procedimiento según la reivindicación anterior, caracterizado porque el espesor de dicho canto va desde 1 a 5 mm.
3. Procedimiento según una cualquiera de las reivindicaciones anteriores, caracterizado porque el bombeado está realizado al menos parcialmente mediante gravedad sobre un esqueleto de bombeado que sostiene la periferia de la hoja y la periferia de la abertura.
4. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la parte del esqueleto de bombeado que sostiene la periferia de la abertura ve aumentar su concavidad en el transcurso del bombeado.
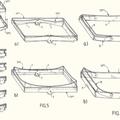
5. Procedimiento según la reivindicación anterior, caracterizado porque la parte del esqueleto de bombeado que sostiene la periferia de la abertura incluye dos esqueletos (32, 33) que sostiene la abertura uno después del otro en el transcurso del bombeado.
6. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el esqueleto final está a una distancia del borde de la abertura de al menos 2mm al menos al principio del enfriamiento.
7. Procedimiento según la reivindicación anterior, caracterizado porque el esqueleto final tiene la forma de la abertura en todo su perímetro conservando sensiblemente la misma distancia del borde de la abertura.
8. Procedimiento según una de las reivindicaciones anteriores caracterizado porque el perímetro de la abertura (4) tiene en todo lugar un radio de cobertura de al menos 15 mm.
9. Procedimiento según la reivindicación anterior, caracterizado porque el perímetro de la abertura (4) tiene en todo lugar un radio de curvatura de al menos 60mm.
10. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el enfriamiento se realiza suficientemente rápido para obtener un valor de esfuerzo de compresión en el borde de la abertura de al menos 4 MPa y preferentemente al menos 6 MPa.
11. Procedimiento según la reivindicación anterior, caracterizado porque el enfriamiento es realizado suficientemente rápido para obtener un valor de esfuerzo de compresión en el borde (4) de la abertura (2) de al menos 8 MPa y preferentemente al menos 9 MPa.
12. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la abertura (2) presenta un área superior a 0, 03 m² e incluso superior a 0, 05 m².
13. Procedimiento según la reivindicación anterior, caracterizado porque la abertura (2) presenta un área superior a 0, 08 m², e incluso superior a 0, 1 m² e incluso superior a 0, 2 m².
14. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la abertura (2) presenta un área superior al 5% incluso superior al 10% del área total de una cara principal de la hoja.
15. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque el esqueleto final (33, 34) es también el esqueleto de bombeado.
16. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque la parte del esqueleto de bombeado que sostiene la periferia de la hoja incluye dos esqueletos que sostienen la hoja uno después de otro en el transcurso del bombeado, sosteniendo este un segundo (34) que presenta una curvatura más pronunciada que el que sostiene primero (32) .
17. Procedimiento según una de las reivindicaciones anteriores, caracterizado porque están superpuestas dos hojas durante el bombeado y el enfriamiento.
Patentes similares o relacionadas:
Procedimiento, estación y sistema para formar hojas de vidrio en prensa, del 17 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas de vidrio que comprende: formar inicialmente una hoja plana calentada (G) de vidrio dándole una forma curvada […]
Procedimiento para formar hojas de vidrio, del 10 de Julio de 2019, de GLASSTECH, INC.: Un procedimiento para formar hojas (G) de vidrio que comprende: transportar una hoja (G) de vidrio sobre un transportador horizontal […]
Método de curvado por gravedad reforzado por sobrepresión y dispositivo adecuado para ello, del 12 de Junio de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo para curvar al menos una luna (I) de vidrio, que comprende por lo menos - un molde de curvado por gravedad con una superficie de apoyo, que es adecuada […]
 Abombado de acristalamientos por gravedad sobre una multiplicidad de soportes, del 31 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de abombado de un acristalamiento (V) que incluye:
-una primera etapa de abombado del acristalamiento por hundimiento por […]
Abombado de acristalamientos por gravedad sobre una multiplicidad de soportes, del 31 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Procedimiento de abombado de un acristalamiento (V) que incluye:
-una primera etapa de abombado del acristalamiento por hundimiento por […]
Herramienta de curvado para hojas de vidrio, del 17 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Herramienta de curvado para el curvado de al menos una hoja de vidrio (I, II) mediante un efecto de aspiración, que comprende una superficie de contacto […]
Herramienta para un proceso de curvado de vidrio, del 17 de Mayo de 2019, de SAINT-GOBAIN GLASS FRANCE: Herramienta para la sujeción de al menos una hoja de vidrio (I, II) mediante un efecto de aspiración en un proceso de curvado, que comprende una superficie […]
Método y aparato para la conformación de láminas de vidrio, del 15 de Mayo de 2019, de PILKINGTON GROUP LIMITED: Un método para conformar una lámina de vidrio que comprende las etapas: calentar la lámina de vidrio a una temperatura adecuada para la conformación; […]
Procedimiento de flexión por gravedad asistida por sobrepresión y dispositivo adecuado para este procedimiento, del 3 de Abril de 2019, de SAINT-GOBAIN GLASS FRANCE: Dispositivo para doblar al menos un panel de vidrio (I), que comprende al menos - un molde de flexión por gravedad con una superficie de apoyo , que es adecuada […]