Cojín de elevación de material de goma en forma de tira, vulcanizado en caliente en una prensa y procedimiento para su producción.
Cojín de elevación de material de goma previamente en forma de tira,
vulcanizado en caliente en un prensa,presentando el cojín de elevación
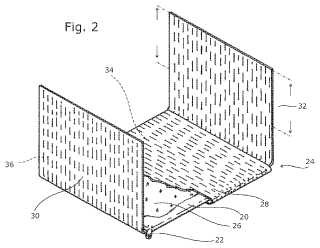
- una cámara (20) situada en el interior, que tiene un racor (22), a través de la cual es posible el acceso desde fueraal espacio interior de la cámara (20),
- una cubierta (24) de material de goma armado situada por fuera de esta cámara (20), que rodea estrechamente lacámara (20), y la cubierta (24) presenta un paso para el racor (22)
caracterizado por el hecho de que la cámara (20) se produce en una primera fase de vulcanización, por que lacubierta (24) se añade antes de la segunda fase de vulcanización que sigue y que se produce en esta segundafase de vulcanización, por que entre la cubierta (24) y la cámara (20) hay un medio de separación (26), y por que lacubierta (24) no se conecta con la cámara (20).
Tipo: Patente Europea. Resumen de patente/invención. Número de Solicitud: E10191598.
Solicitante: Vetter GmbH.
Nacionalidad solicitante: Alemania.
Dirección: Blatzheimer Strasse 10-12 53909 Zülpich ALEMANIA.
Inventor/es: BONUS,EGON.
Fecha de Publicación: .
Clasificación Internacional de Patentes:
- B29D22/00 TECNICAS INDUSTRIALES DIVERSAS; TRANSPORTES. › B29 TRABAJO DE LAS MATERIAS PLASTICAS; TRABAJO DE SUSTANCIAS EN ESTADO PLASTICO EN GENERAL. › B29D FABRICACION DE OBJETOS PARTICULARES A PARTIR DE MATERIAS PLASTICAS O DE SUSTANCIAS EN ESTADO PLASTICO (fabricación de gránulos B29B 9/00; fabricación de preformas B29B 11/00). › Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00).
- B29D22/02 B29D […] › B29D 22/00 Fabricación de objetos huecos (objetos tubulares B29D 23/00; neumáticos B29D 30/00). › Artículos inflables.
- B66F3/35 B […] › B66 ELEVACION; LEVANTAMIENTO; REMOLCADO. › B66F ELEVACION, LEVANTAMIENTO, REMOLQUE O EMPUJE, NO PREVISTOS EN OTRO LUGAR, p. ej. DISPOSITIVOS CUYA FUERZA DE LEVANTAMIENTO O EMPUJE SE APLICA DIRECTAMENTE SOBRE LA SUPERFICIE DE LA CARGA (montaje de islas artificiales sobre pilotes o soportes similares E02B 17/00; andamiajes combinados con aparatos de elevación E04G 1/22, E04G 3/28; dispositivos de elevación para encofrados deslizantes E04G 11/24; sobreelevación de edificios E04G 23/06; puntales o tirantes E04G 25/00; elevadores u otros dispositivos de elevación de escaleras E06C 7/12; puntales para minería E21D 15/00). › B66F 3/00 Dispositivos, p. ej. gatos, adaptados para elevar cargas de manera continua (gatos móviles del tipo garaje B66F 5/00). › Elementos flexibles hinchables, p. ej. tubos flexibles o fuelles (elementos de toma de carga hinchables B66F 3/40; conexión de válvulas a cuerpos elásticos hinchables B60C 29/00).
PDF original: ES-2402599_T3.pdf
Fragmento de la descripción:
Cojín de elevación de material de goma en forma de tira, vulcanizado en caliente en una prensa y procedimiento para su producción [0001] La invención se refiere a un cojín de elevación de material de goma en forma de tira, vulcanizado en caliente en una prensa, que en su interior tiene una cámara con un racor, a través de la cual se puede acceder al espacio interior de la cámara, y una cubierta situada por fuera de esta cámara, que envuelve estrechamente la cámara y está revestida de material de goma armado, donde la cubierta tiene una abertura para el racor.
Un cojín de elevación de este tipo se presenta en el documento US 4, 643, 398. En este cojín de elevación, la cámara y la cubierta están firmemente unidas y el cojín de elevación se produce en una única fase de vulcanización en caliente.
La invención se refiere, además, a un procedimiento para la producción de un cojín de elevación de este tipo, como el cojín de elevación conocido según el documento US 4, 643, 398, donde la fabricación se realiza en una única etapa del procedimiento a través de la vulcanización en una prensa.
Para el estado de la técnica también se remite a los documentos EP 40578 A1; US 4, 036, 472; US 4, 143, 854 y FR 2 305 381 305 381. De estos documentos y del documento mencionado inicialmente se conocen importantes términos especializados, procedimientos para la producción, materiales, aplicaciones y estructuras para un cojín de elevación como el que aquí se trata. Al menos hasta este punto, estos documentos están implícitos en el presente procedimiento.
Según el estado de la técnica, para la fabricación del cojín de elevación se unen los recortes para la cámara y las partes de la cubierta y se las introduce en ela prensa. Solo mediante el procedimiento de vulcanización en caliente se conectan las áreas solapadas de la cámara y las partes de la cubierta formando un conjunto impermeable al aire. Como se desprende particularmente del documento EP 1 579 47 B1, durante el proceso de fabricación se debe tener especial cuidado de que la conexión se realice sobre la superficie total del almohadón y particularmente de que ni en la cámara ni en las piezas de la cubierta se formen cámaras o burbujas de aire.
En la práctica el cojín de elevación está expuesto a elevada presión. Éste se llena habitualmente con aire del valor de, por ejemplo, 8 bar. En este caso se presenta una elevada tensión en las paredes del cojín. Esto conduce a una presión considerable. Según la experiencia, la presión de rotura del cojín de elevación va disminuyendo al aumentar la cantidad de cambios de carga entre el estado completamente inflado y el estado vacío. Un cojín de elevación de este tipo debería soportar al menos 20 000 levantamientos. La presión de rotura es entonces de aproximadamente 49 bar. En pruebas de funcionamiento a largo plazo, en las que se infla el cojín de elevación hasta una presión de control y posteriormente se desinfla, se ha mostrado que en las paredes del cojín de elevación aparecen piezas defectuosas, grietas internas, superficies de separación y otras irregularidades. Se puede comprobar el deterioro interno, no reconocible desde el exterior, que está condicionado por la fuerte dilatación de los diferentes componentes de las paredes del almohadón de levantamiento. Mediante pruebas, se carga intensamente un cojín de elevación, de forma que éste se hinche libremente, con lo que se dilatan especialmente las paredes. En cambio, si en una aplicación práctica el cojín de elevación se hincha, por ejemplo, en la grieta de un muro, la dilatación no es tan considerable.
Antes de la fase de vulcanización, el material de goma habitualmente no está vulcanizado, sino que generalmente es material no vulcanizado. En vez de material de goma pueden ser utilizados también otros materiales, que se conectan en una prensa, concretamente se vulcanizan. El material de goma original se encuentra originalmente en forma de tira. Para la armadura del material de goma se utilizan materiales de armado, particularmente tejido, como los que se utilizan habitualmente en la industria de neumáticos. Se utiliza p.ej. tejido metálico, Kevlar u otros hilos de plástico como aramida, además de fibras de carbono, etc.
Tras varios ciclos de prueba o usos, la presión de rotura se hace gradualmente más pequeña, hasta que en algún momento alcanza un punto de inflado crítico. Si esto se alcanza con un cojín de elevación concreto, esto no se puede constatar desde fuera sin aparatos de comprobación especiales. Si la presión de rotura cae fuertemente, el cojín de elevación puede estallar durante un uso normal. Esto puede conducir a accidentes con graves consecuencias. Es deseable por lo tanto, fabricar un cojín de elevación que incluso después de un gran número de inflados y desinflados todavía tenga una presión de rotura alta, especialmente uno que mantenga la presión de rotura inicial. Se desea un cojín de elevación, cuyas paredes sean estables ante las altas cargas de aire comprimido al inflar o desinflar, como es el caso del cojín de elevación según el estado de la técnica, así como según el procedimiento correspondiente para su fabricación.
Partiendo de esto, es tarea de la invención perfeccionar un cojín de elevación como el mencionado inicialmente de forma que éste resista mejor las altas cargas por los repetidos procedimientos de llenado y vaciado, de forma que tenga una vida útil más larga al ser sus paredes más estables, e indicar el procedimiento correspondiente para la fabricación de un cojín de elevación de este tipo.
Estas tareas se resuelven a través de un cojín de elevación de material de goma en forma de tira, vulcanizado en caliente en una prensa, que en su interior tiene una cámara con un racor, a través del cual se puede acceder al espacio interior de la cámara, y una cubierta situada por fuera de esta cámara, que envuelve estrechamente la cámara y está revestida de material de goma armado, donde la cubierta tiene una abertura para el racor, la cámara se fabrica en una primera fase de vulcanización, la cubierta se fabrica y se añade a continuación en una segunda fase de vulcanización, y entre la cubierta y la cámara hay un medio de separación de forma que la cubierta no está unida con la cámara.
A diferencia del estado de la técnica, este cojín de elevación se fabrica en dos pasos individuales de un procedimiento de vulcanización, uno tras otro en una prensa o en dos prensas diferentes. En el cojín de elevación de la invención, la cámara no tiene ninguna conexión, particularmente ninguna conexión superficial, con la cubierta. La cámara y la cubierta están unidas como máximo en el área del rocal o en una pequeña zona alrededor del rocal, que se extiende como máximo de 3 a 5 cm de la boquilla roscada. El cojín de elevación según la invención tiene una cámara con un material de espesor esencialmente constante. Esto no es alcanzable con un cojín de elevación según el estado de la técnica, porque en éste la cámara pasa directamente a la cubierta y el espesor del material de la cámara no es constante en todas partes. En el cojín de elevación según la invención se forma la cámara óptima para las necesidades del cojín de elevación. Preferiblemente no es armada. La cámara se puede expandir mucho más fácilmente que la cubierta. Esto se alcanza particularmente dado que su dilatabilidad es al menos tres a cinco veces mayor que la dilatabilidad de la cubierta.
La cubierta se ajusta bien a la cámara, pero no forma empalme con ella. Por instalación estrecha se entiende un contacto esencialmente plano sobre la superficie total, por lo menos sobre 80% de la superficie de la cámara, pero también es suficientemente una instalación sobre al menos 50% de la cámara. En el cojín de elevación según la invención, se puede desplazar la cámara frente a la cubierta durante el inflamiento de la cámara. De esta forma se suprimen las tensiones, como las que pueden aparecer en un cojín de elevación según el estado de la técnica.
Como medio de separación se utiliza un medio líquido y/o sólido. Por ejemplo, se envuelve la cámara con una lámina antes de que se fijen o envuelvan a la cámara los recortes para la fabricación la cubierta. Con el medio de separación se debe garantizar que en la segunda fase de vulcanización, la cubierta no se una de cualquier manera con la cámara ya fabricada. Los medios de separación de este tipo son conocidos por los expertos de la tecnología del caucho. El medio de separación también puede tener propiedades deslizantes. Independientemente de ello, puede ser ventajoso introducir un medio deslizante entre la cámara y los recortes para la cubierta, para... [Seguir leyendo]
Reivindicaciones:
1. Cojín de elevación de material de goma previamente en forma de tira, vulcanizado en caliente en un prensa, presentando el cojín de elevación
- una cámara (20) situada en el interior, que tiene un racor (22) , a través de la cual es posible el acceso desde fuera al espacio interior de la cámara (20) ,
- una cubierta (24) de material de goma armado situada por fuera de esta cámara (20) , que rodea estrechamente la cámara (20) , y la cubierta (24) presenta un paso para el racor (22) caracterizado por el hecho de que la cámara (20) se produce en una primera fase de vulcanización, por que la cubierta (24) se añade antes de la segunda fase de vulcanización que sigue y que se produce en esta segunda fase de vulcanización, por que entre la cubierta (24) y la cámara (20) hay un medio de separación (26) , y por que la cubierta (24) no se conecta con la cámara (20) .
2. Cojín de elevación según la reivindicación 1, caracterizado por el hecho de que la cámara (20) es rectangular.
3. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que la cubierta (24) presenta al menos un punto de fuga, de modo que el espacio entre la cubierta (24) y la cámara (20) no es impermeable al aire hacia fuera.
4. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que la cámara (20) presenta una esquina y por que el racor (22) está colocado en una esquina de la cámara (20) .
5. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que el racor (22) se conecta con la cubierta (24) sólo en una zona, que tiene una superficie al menos 20 veces, preferiblemente al menos 50 veces, más pequeña que la superficie total de la cámara (20) y/o que la cubierta (24) sólo se conecta con la cámara (20) solo en la zona próxima del racor (22) .
6. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que, con la misma fuerza de tracción, la cámara (20) se dilata al menos 1, 5 veces tanto como la cubierta (24) , preferiblemente al menos tres veces, particularmente al menos cinco veces.
7. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que la cámara (20) no presenta armaduras.
8. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que entre la cámara
(20) y la cubierta (24) está previsto un deslizante, p.ej. talco.
9. Cojín de elevación según una de las reivindicaciones anteriores, caracterizado por el hecho de que la cubierta (24) presenta una capa interna (28) y una capa externa (30) , por que la capa interna y la externa (28, 30) presentan cada una hilos de armado (34, 36) que corren en una dirección, y por que los hilos de armado (34, 36) de la capa interior y la exterior (28, 30) se cruzan entre sí, especialmente en un ángulo de 90°.
10. Procedimiento para la producción de un cojín de elevación de material de goma previamente en forma de tira y mediante vulcanización en caliente en una prensa, el procedimiento presenta los siguientes pasos:
a. producción de una cámara (20) impermeable al aire, que presenta un racor (22) a través del cual es accesible el espacio interior de la cámara (20) , en un primera fase de vulcanización en caliente en un prensa y en una primera forma,
b. aplicación de un medio de separación (26) sobre la parte externa de la cámara (20) ,
c. envoltura de la cámara (20) con al menos una capa de material de goma armado dejando libre un paso para el racor (22) ,
d. realización de un segundo paso de vulcanización en la misma u otra prensa y en una segunda forma para la fabricación de la cubierta (24) alrededor de la cámara (20) .
11. Procedimiento según la reivindicación 10, caracterizado por el hecho de que además presenta el siguiente paso del proceso:
- conexión del racor (22) con la cubierta (24) y/o conexión de la cubierta (24) en la zona próxima al racor (22) con la cámara (20) .
12. Procedimiento según la reivindicación 10 u 11, caracterizado por el hecho de que además presenta el siguiente paso del proceso:
-introducción de un deslizante sobre la cámara (20) antes de envolver la cámara (20) con el material de goma 5 armado de la futura cubierta (24) .
13. Procedimiento según una de las reivindicaciones 10 a 12, caracterizado por el hecho de que el paso del proceso de envoltura con material de goma armado presenta dos etapas parciales, es decir, la envoltura con una capa interior
(28) y a continuación la envoltura con una capa exterior (30) , de forma que las capas interna y externa (28, 30) presentan hilos de armado (34, 36) que corren al menos en una dirección y las capas (28, 30) se colocan de tal forma que los hilos de armado (34, 36) se cruzan, especialmente se cortan en un ángulo recto.
Patentes similares o relacionadas:
Método para producir un elemento de cápsula, y elemento de cápsula, del 27 de Noviembre de 2019, de SACMI COOPERATIVA MECCANICI IMOLA SOCIETA' COOPERATIVA: Un método para producir un elemento de una cápsula, estando destinada la cápsula a contener un producto que tiene al menos un componente que se puede extraer […]
Modificaciones de recipientes para minimizar los defectos durante el flujo de poliuretano reactivo, del 13 de Noviembre de 2019, de Dow Global Technologies LLC: Un procedimiento para reducir el número o el tamaño de los huecos en un poliuretano formado in situ en un recipiente, que comprende formar un flujo de al menos dos componentes […]
Envase para productos anaerobios, del 2 de Octubre de 2019, de Henkel IP & Holding GmbH: Un envase que comprende: a. un recipiente, teniendo el recipiente un cuerpo de recipiente, y siendo el cuerpo de recipiente suficientemente permeable […]
Preforma para la fabricación de un recipiente de plástico, la fabricación de la preforma y de recipientes de plástico fabricados a partir de la preforma así como a su fabricación, del 11 de Septiembre de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la fabricación de un recipiente de plástico en un procedimiento de soplado y estirado con un cuerpo de preforma alargado, de tipo tubito, […]
Uso de una membrana de tamiz molecular de fibra de carbono hueca, del 7 de Agosto de 2019, de Dow Global Technologies LLC: Un procedimiento para efectuar la separación de al menos dos olefinas a partir de una mezcla gaseosa que comprende dichas al menos dos olefinas […]
Preforma para la producción de una botella de material plástico, del 20 de Mayo de 2019, de ALPLA-WERKE ALWIN LEHNER GMBH UND CO. KG: Preforma para la producción de botellas de material plástico en un procedimiento de soplado o de soplado y estirado, con un cuerpo alargado, […]
Método para procesar tereftalato de polietileno, del 17 de Abril de 2019, de SOCIETE DES PRODUITS NESTLE S.A.: Método para procesar tereftalato de polietileno (PET) que comprende: - suministrar materia prima de PET (S1) que tiene una viscosidad intrínseca comprendida […]
 Método de formación de un contenedor, del 11 de Febrero de 2019, de Frugalpac Limited: Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema […]
Método de formación de un contenedor, del 11 de Febrero de 2019, de Frugalpac Limited: Un método de formación de un revestimiento flexible para un contenedor, el método que comprende:
- proporcionar un formador que tiene una cara extrema […]